攪拌摩擦點焊設備單MCU便攜控制終端集成研究
2015-04-25 01:44:02王力文姍姍喬鳳斌王永強
機床與液壓 2015年8期
關鍵詞:設備
王力,文姍姍,喬鳳斌,王永強
(上海航天設備制造總廠研發部,上海200245)
在航天、航空、軌道車輛等工業領域,輕量化設計和綠色環保制造技術成為重要的發展方向。高比強度材料如鋁合金、鎂合金等金屬的應用越來越廣泛[1]。特別是鋁合金,除了在傳統的航空航天領域,目前在汽車制造、軌道車輛、船舶制造等領域,已逐漸取代傳統的黑色金屬,成為主要結構材料。
摩擦點焊(Friction Spot Welding)技術作為一種新興的固相焊接技術,已逐漸在輕金屬合金制造業中應用,并逐步取代電阻點焊、鉚接等傳統點連接方式。攪拌摩擦點焊技術不僅在航天航空等領域中得到了初步應用和發展,而且在汽車制造領域也已有所應用,采用摩擦點焊技術進行車身點焊接,如圖1 所示為奧迪A8 的后車門焊接,如圖2 所示為寶馬BMW5的門窗直立柱焊接。
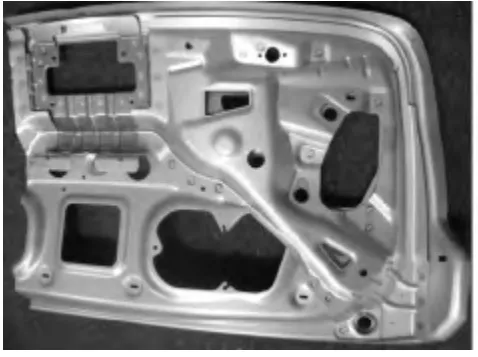
圖1 奧迪A8 的后車門焊接
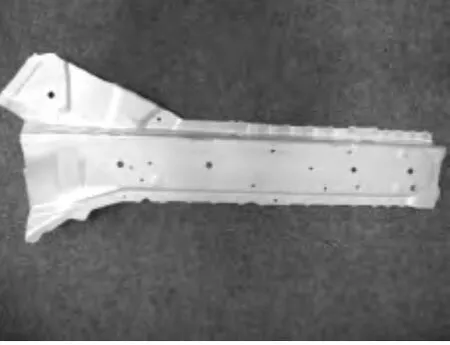
圖2 寶馬BMW5 的門窗直立柱焊接
目前,攪拌摩擦點焊設備的開發已趨于成熟并開始成品化生產,圖3 為企業自主研發的系列化攪拌摩擦點焊設備。在生產應用中,由于控制系統隨著設備的系列化而產生了多樣化,并且為了進一步適應客戶的應用需求,文中將在原有攪拌摩擦點焊設備人機交互裝置和手持操作裝置的基礎上進行改進,對單MCU 便攜控制終端與攪拌摩擦點焊設備的控制集成設計進行描述,以解決點焊設備操控空間要求、操控與觀測繁雜、多品牌工控系統非兼容性以及移植困難等問題。
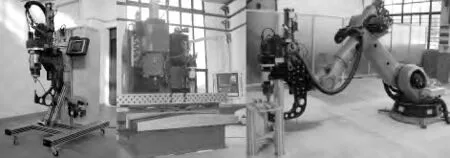
圖3 系列化攪拌摩擦點焊設備
1 便攜控制終端設計總體描述
根據系列化異構性攪拌摩擦點焊設備的便攜終端開發需要,建立統一的總線層級結構框架[2],如圖4所示。以遠程終端通信網絡作為管理決策層,根據客戶需求與開發的攪拌摩擦點焊設備控制系統與傳動系統特性發送不同的便攜終端用操作程序,并將此程序作為可執行模塊傳輸至便攜終端存儲設備中,嵌入式文件系統將通過腳本文件對應用程序進行調用。
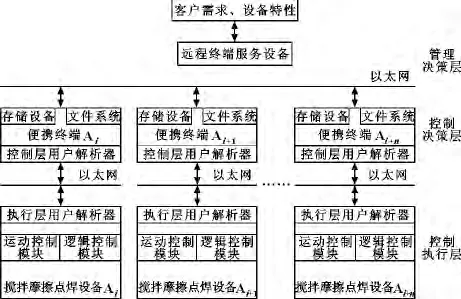
圖4 層級結構框架
在便攜控制終端與攪拌摩擦點焊控制系統之間亦采用分級控制集成方法進行設計,便攜終端作為控制決策層完成人機交互操作,然后通過控制執行層用戶解析器對控制指令進行層級解析與狀態分類,并傳達至邏輯控制模塊與運動控制模塊,指定的邏輯控制模塊與運動控制模塊將根據控制決策層發送的指令完成攪拌摩擦點焊設備的傳動控制加工操作,這些邏輯控制模塊與運動控制模塊的操控分布于整個攪拌摩擦點焊傳動裝置中,包括電氣控制模塊、氣液控制模塊以及機械軸傳動用運動控制模塊。
在此將以某公司開發的攪拌摩擦點焊設備為研究對象,如圖5 所示,對作為控制決策層便攜終端集成于攪拌摩擦點焊的軟硬件進行描述,并闡明控制決策層與控制執行層中的用戶解析器設計方法,邏輯控制模塊與運動控制模塊在收到解析器由控制決策層發送的控制數據進行解析后,實現延時、計數、邏輯控制以及運動控制等功能并依據現場操作執行反饋等任務。

圖5 青島四方車輛可移動式攪拌摩擦點焊設備
2 便攜控制終端集成模塊功能與硬件
攪拌摩擦點焊設備單MCU 便攜終端與攪拌摩擦點焊設備連接的硬件結構原理如圖6 所示、實物方案如圖7 所示。作為決策控制層的便攜終端采用ARM9系列芯片S3C2440 進行決策管理,并以Linux 2.6.30作為人機界面開發操作系統,并且通過DM9000EP 以太網模塊芯片與攪拌摩擦點焊控制系統Simotion D425連接,除此之外為保證便攜終端上的各類按鍵設計的可靠性與實時性,采用3.3 V 轉24 V 的繼電器模塊直接接入Simotion D425 控制器;在Simotion D425 控制器內部,將CU320 運動控制與PLC 邏輯控制進行分類,以控制相應的傳動執行器件,其中的傳動執行器件包括以DriveCliq 總線通信的進給軸伺服驅動電機與主軸伺服驅動電機、氣體壓力傳感器、液體壓力傳感器、限位傳感器、氣液增壓缸、LED 指示燈、制動剎車裝置、冷卻氣體供給閥等。
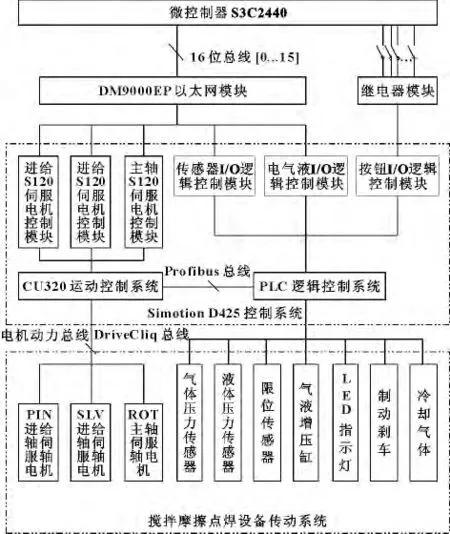
圖6 點焊設備便攜終端集成連接硬件結構原理

圖7 點焊設備便攜終端集成實物方案
3 便攜終端控制系統軟件與集成解析器
便攜終端按人機互動操作方式主要分為:手動控制功能、自動控制功能、報警信息數據庫以及工藝配方數據庫4 個部分。該終端通過多線程方式控制攪拌摩擦點焊設備加工制造過程,多線程在手動和自動控制中可分為中斷線程與循環線程,為了提高便攜終端實時控制與安全響應能力,采用中斷線程網絡通信傳遞人機控制與報警響應信息,并設定中斷響應級別狀態機,在高優先級產生時將優先實現;同時通過循環線程進行數據反饋,如電機反饋速度和位置、伺服驅動報警等信息的傳遞。與攪拌摩擦點焊設備的集成主要設計邏輯如圖8 所示。
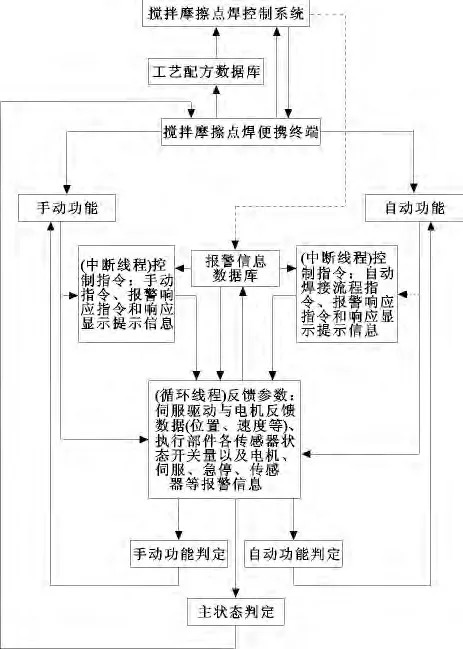
圖8 便攜終端與攪拌摩擦點焊設備設計邏輯
在便攜終端與攪拌摩擦點焊設備控制系統網絡中,決策與執行解析器以ASCII 字符報文協議傳輸,用戶執行解析器在接收到便攜終端控制指令報文后,對控制指令報文進行解釋,通過有限狀態機進行描述并分配給對應的邏輯控制模塊與運動控制模塊,以實現計時、計數、邏輯控制以及運動控制等功能;而用戶控制解析器在接收到點焊設備控制系統發送的指令報文后,與用戶執行解析器的功能基本一致,區別在于需要根據有限狀態機描述的結果進行優先級判斷后執行。
3.1 解析器控制指令描述用方程格式
解析器控制指令描述包括:輸出邏輯變量、中間變量、定時器、計數器4 個功能表達式[3],組成的表達式組如式(1)所示:
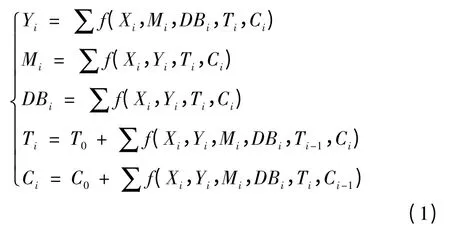
式(1)中:Yi為第i 個輸出邏輯變量,Xi為第i 個輸入邏輯變量,Mi為第i 個中間邏輯變量,DBi為第i 個中間實數變量,Ti為第i 個定時器,Ci為第i 個計 數 器,f 為Xi、Yi、Mi、DBi、Ti、Ci邏輯運算關系,∑f(...)表示多個f(...)的邏輯或關系。Ti表達式中f(...)為定時器Ti啟動條件,當定時器滿足啟動條件時Ti啟動,T0為啟動起始時間;Ci同理。
解析器通過上述表達式,有效地將總線通信報文組織起來,并通過有限狀態機進行分析。有限狀態機首先檢查總線報文格式的正確性,包括起始段、字符長度、協議類型、結束字符等,通過字段匹配掃描完成格式校驗[4]。
3.2 有限狀態機對總線報文解釋與應用
有限狀態機通過掃描匹配,過濾不同類別的報文段并發送至不同的處理模塊中完成,過濾與處理過程可大致分為3 個階段并用狀態圖進行描述[5]。根據表達式組(1)中各表達等式左側表達結果,即執行該操作的目的,從報文段中掃描過濾需要實現的目的類型段,有限狀態機[6]處理第1 階段如圖9 所示。
經過第1 階段目的字段過濾處理,總線報文數據轉移至第2 階段不同目的類別的狀態機中進行下一步過濾處理,與此同時,不屬于任一表達式類別的目的字段將進入錯誤處理模塊。
第2 階段有限狀態機處理如圖10 所示,首先進行類別字段操作序號判別,通過此序號的判別可保證該類別操作的連續性;此外,采用5 級預讀以提高運行的連續性和實時性。在保存目的類別序號i 后,則進入各預讀模塊并等待第3 階段的有限狀態機處理。
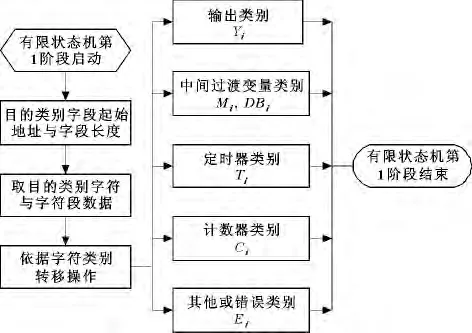
圖9 有限狀態機處理第1 階段
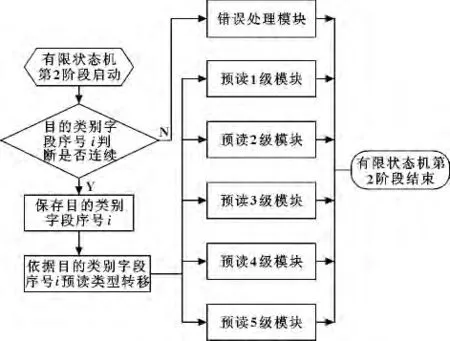
圖10 有限狀態機處理第2 階段
第3 階段有限狀態機的處理為表達式組(1)各式的右半部分,處理邏輯如圖11 所示。經過對字段數據類別的操作轉移,進入操作序號正確性判別,以保證字段操作的連續性。完成序號存儲后,轉移至各模塊操作并以字段先后處理為序,以確保點焊操作按工藝要求的先后順序。
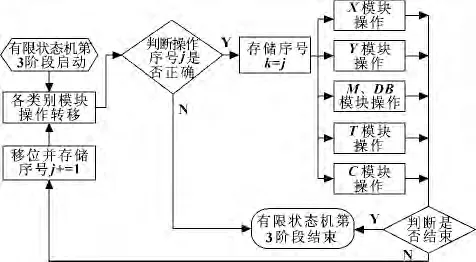
圖11 有限狀態機處理第3 階段
3.3 解析器操作實例
攪拌摩擦點焊便攜終端經過對工藝配方數據的處理與自動加工過程的響應開始進行攪拌摩擦點焊加工操作,便攜終端將整理完畢的總線報文控制指令在滿足工藝加工實時性要求(加工工步間隔最端時間為100 ms)情況下,將報文指令以間隔10 ms 時間5 級預讀方式發送給攪拌摩擦點焊控制系統中的解析器,由解析器中的3 階段有限狀態機進行掃描匹配過濾處理。例如,在焊接加工接近完成時,攪拌摩擦點焊主機頭傳動系統中的攪拌針與攪拌套需要從前一加工步位置返回初始旋轉位,并且主軸轉速將從加工旋轉速度降至初始旋轉速度,此時主機頭液壓缸需要根據加工完成時各軸到位與轉速降低完成信號結束頂斷壓力的保持,并與C 型架脫開。此過程中,需要完成的目的為焊接完成時主機頭與C 型架脫開M1,達到該目的所要完成的任務包括:攪拌針到達-0.5 mm 位置DB1、攪拌套到達-0.5 mm 位置DB2、主旋轉軸回初始旋轉設置速度DB3、液壓缸結束頂斷壓力保持Y1、脫開的判定條件為C 型架傳感器指示反饋輸入X1,形成的表達式為M1= f(X1+ Y1+ DB1+ DB2+DB3),而后進入解析器處理。通過采用該公司移動式攪拌摩擦點焊設備測試實驗,實驗結果滿足整個焊接工藝與操作要求。
3.4 人機交互GUI 設計
便攜終端人機交互采用QT4 作為GUI 開發環境,QT4 適用于Linux 操作系統支持的定制型設備的主導性應用框架,能夠穩定、可靠地運行在嵌入式Linux下,并且可以快速構建可視化嵌入式軟件系統[3]。在搭建完成嵌入式操作系統移植和QT4 交叉編譯環境后,通過Qt Creator 進行QT4 軟件程序設計。Qt Creator 是一個跨平臺的、完整的Qt 集成開發環境[4],通過Qt Creator 可以通過PC 機進行Windows 環境下的程序編輯與調試,在完成編輯調試工作后,將原程序通過arm-linux-gcc 交叉編譯器編譯生成嵌入式系統可執行程序,從而可實現在Windows 與Linux 之間跨平臺應用程序的運行。便攜終端人機交互界面如圖12 所示。

圖12 便攜終端人機交互界面
4 結束語
通過對嵌入式控制系統與攪拌摩擦點焊設備控制系統的開發與研究,建立統一的總線層級結構框架,實現了便攜終端與系列化異構性攪拌摩擦點焊控制系統的集成。該終端與模塊化的點焊系統集成,在根據客戶需求與開發的攪拌摩擦點焊設備控制系統與傳動系統特性上更大限度滿足了設計的可移植性,提高了開發效率,增加了系列化點焊設備的集成度。在下一步的工作中,為了進一步提高系列化異構系統的可移植性與實時性,將添加DSP 控制器進行數據處理與算法操作,并添加FPGA 對各類總線數據傳輸進行并行處理,如10 Mb/s 的Profibus DP 總線與10 Mb/s 的工業以太網集成通信在數控類攪拌摩擦點焊設備中的應用。
[1]張健,董春林,李光,等.攪拌摩擦點焊在航空領域中的應用[J].航空制造技術,2009(16):70-73.
[2]何黎明,饒家明,田作華.基于現場總線的溫室分布式控制系統[J].計算機工程,2002,28(4):222-223.
[3]張嵐,武保錠.類高級語言解釋器的設計與實現[J].內蒙古科技與經濟,2009(17):68-69.
[4]任松濤,秦現生,白晶.NC 代碼解釋器的開發[J].中國制造業信息化,2007,36(5):54-57.
[5]徐建國,張友良,汪惠芬,等.通用數控程序解析方法研究[J].計算機集成制造系統,2008,14(10):2011-2017.
[6]馬殷元,姚闊.基于狀態圖的電梯控制建模及其PLC 實現[J].計算機工程,2009,35(16):221-223.
[7]HEINZELMAN W,CHANDRAKASAN A,BALAKRISHNAN H.Energy-efficient Communication Protocols for Wireless Sensor Networks[C]// IEEE Proceedings of the Hawaii International Conference System Sciences’Hawaii,U.S.A,2000:3005-3014.
[8]霍亞飛.Qt Creator 快速入門[M].北京:北京航空航天大學出版社,2012.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
