自抗擾控制在快刀伺服系統(tǒng)控制中的應(yīng)用
2015-04-25 01:43:58李捷陳新陳新度
機床與液壓 2015年8期
關(guān)鍵詞:信號
李捷,陳新,陳新度
(1. 廣東工業(yè)大學廣東省微納加工技術(shù)與裝備重點實驗室,廣東廣州510006;2. 廣東金融學院,廣東廣州510521)
具有微結(jié)構(gòu)自由曲面表面的光學元件在機械工程和光電產(chǎn)業(yè)中得到了越來越廣泛的應(yīng)用。這些元件的微結(jié)構(gòu)表面,具有微小表面拓撲結(jié)構(gòu),如微陣列、微金字塔結(jié)構(gòu)等,面形精度達亞微米級,表面粗糙度達納米級,如圖1 所示。由于精度要求高,傳統(tǒng)加工方法的加工精度難以滿足需求。超精密加工是制造這類自由曲面光學元件的有效方法,可實現(xiàn)高效率、高精度、柔性化加工[1]。
金剛石超精密車削是制造具有微結(jié)構(gòu)表面自由曲面光學元件的有效加工方法,其中一種最好的實現(xiàn)方法是快刀伺服系統(tǒng)(Fast Tool Servo,F(xiàn)TS)[2]。快刀伺服技術(shù)起源于20 世紀80年代美國勞倫斯-利佛摩爾國家實驗室(LLNL),起初用于誤差補償。
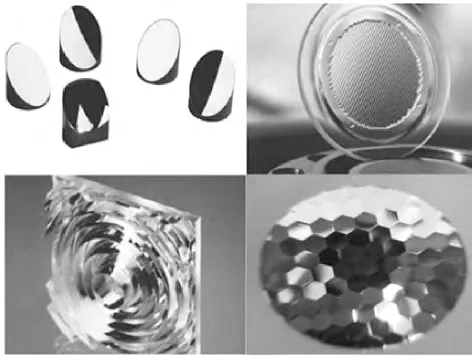
圖1 自由曲面光學元件
麻省理工學院、Precitech 公司、Moore 公司、清華大學、國防科技大學等單位研發(fā)了多種驅(qū)動原理和機械結(jié)構(gòu)不同的快刀伺服系統(tǒng),其響應(yīng)頻率最高可達至10 kHz 級,工作行程達到毫米級,精度達到納米級,用途擴展到超精密加工領(lǐng)域,用于加工非圓機械零件、非球面光學元件、微陣列表面光學元件等[3]。該系統(tǒng)可驅(qū)動刀具完成與加工工件回轉(zhuǎn)運動協(xié)調(diào)的、沿工件軸向或徑向的高速和高精度運動。快刀伺服的關(guān)鍵技術(shù)是高精度的運動控制。從控制角度看,快刀伺服是閉環(huán)位置隨動系統(tǒng),要求其能精密地驅(qū)動刀具跟蹤軌跡做精密運動,抑制各種對刀具運動的干擾因素。國內(nèi)外學者進行廣泛研究,提出了重復(fù)控制、自適應(yīng)控制、PID 控制等方法。
自抗擾控制 (Active Disturbance Rejection Control,ADRC)[4]具有PID 控制的優(yōu)點,且不取決于被控對象精確的數(shù)學模型,在未知不確定擾動作用下,對系統(tǒng)的擾動進行估計并給予補償,具有較強的魯棒性。研究人員把自抗擾控制應(yīng)用于智能桁架結(jié)構(gòu)、導(dǎo)彈制導(dǎo)、電機控制、電力網(wǎng)絡(luò)都取得了理想的控制效果[5-7]。
作者利用自抗擾控制思想,面向?qū)ψ杂汕婀鈱W元件進行超精密加工的快刀伺服系統(tǒng),設(shè)計能抑制未知干擾、精確跟蹤運動軌跡的自抗擾控制器。最后,通過仿真實驗驗證控制器的性能。
1 快刀伺服系統(tǒng)數(shù)學模型
根據(jù)對光學元件的應(yīng)用技術(shù)指標要求,結(jié)合工藝條件,確定以壓電陶瓷作為驅(qū)動部件,具有頻率響應(yīng)快、定位精度高、無電磁干擾等優(yōu)點。其主要缺點是行程小、具有遲滯等非線性特性。在選擇行程符合技術(shù)指標要求的壓電陶瓷、并開發(fā)了消除非線性特性影響的電源控制軟件的條件下,以上缺點可以克服。快刀伺服系統(tǒng)工作狀態(tài)如圖2 所示。
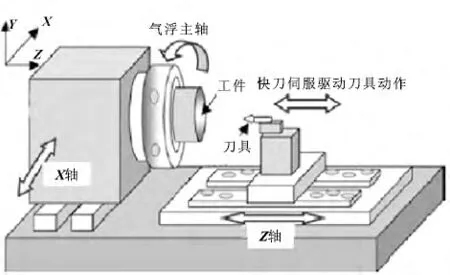
圖2 快刀伺服系統(tǒng)的超精密加工工作示意圖
如圖3,快刀伺服刀架裝置部件包括壓電陶瓷1、柔性鉸鏈2 和預(yù)緊裝調(diào)部分3[8]。
對快刀伺服刀架進行建模分析可把刀架分解為壓電陶瓷和柔性鉸鏈的串聯(lián)結(jié)構(gòu)。
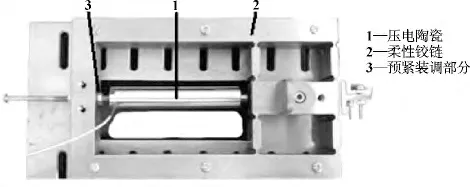
圖3 快刀伺服刀架示意圖
柔性鉸鏈可等效成彈簧-質(zhì)量-阻尼系統(tǒng)。動力學方程可表示為:

對式(1)進行拉氏變換,得到柔性鉸鏈的傳遞函數(shù)如下:

其中:K 是與驅(qū)動力有關(guān)的系數(shù);ωn是系統(tǒng)固有頻率;ξ 是阻尼比。可作為二階振蕩環(huán)節(jié)。
壓電陶瓷可以等效成一個理想電容Cp與電阻Rp的串聯(lián)結(jié)構(gòu),可作為一個慣性環(huán)節(jié)。其傳遞函數(shù)是:

其中:Kp是電壓、位移轉(zhuǎn)換系數(shù);τ 是時間常數(shù)。
所以,快刀伺服刀架的傳遞函數(shù)是:

2 控制器設(shè)計
2.1 自抗擾控制
自抗擾控制器的設(shè)計理念是繼承PID 優(yōu)點的同時避免其弱點。其結(jié)構(gòu)包括跟蹤微分器(TD)、擴張狀態(tài)觀測器 (ESO)和非線性狀態(tài)誤差反饋控制律(NLSEF)[4],見圖4。
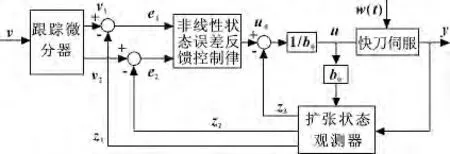
圖4 自抗擾控制器結(jié)構(gòu)框圖
跟蹤微分器可以對輸入信號v 給出兩個輸出v1和v2,可以快速無超調(diào)跟蹤輸入信號,從而避免經(jīng)典調(diào)節(jié)理論中因設(shè)定值突變引起的控制量大幅變化。它的表達形式如下:

其中:fhan是離散時間系統(tǒng)最優(yōu)函數(shù);r 是跟蹤速率;h 是積分步長。fhan函數(shù)的定義如下:
由于快刀伺服刀架是三階系統(tǒng),理論上對于控制對象可構(gòu)造三階擴張狀態(tài)觀測器,輸入信號除了位移、速度信號,還應(yīng)加入加速度信號[9]。但二階擴張狀態(tài)觀測器也能取得較好的觀測效果[10],而且結(jié)構(gòu)比較簡單,對于高階產(chǎn)生的擾動也可以歸入綜合擾動量。由此,構(gòu)造下面的二階三維擴張狀態(tài)觀測器,這個方法是按系統(tǒng)“時間尺度”的系統(tǒng)分類方法。
其中非線性函數(shù)fal定義如下:

非線性狀態(tài)誤差反饋控制律可表達成以下形式:
其中:e1和e2是狀態(tài)誤差;u0相當于非線性狀態(tài)誤差反饋PD 控制律;β1和β2分別是相應(yīng)的比例因子和微分因子。擴張狀態(tài)觀測器實現(xiàn)了對系統(tǒng)狀態(tài)變量的實時估計,因而可對控制量u 進行補償,所以控制律表達成:

自抗擾控制中的補償項z3/ b0可以對系統(tǒng)綜合擾動進行實時估計和補償,這是自抗擾控制的關(guān)鍵一環(huán),可以替換積分反饋,且消除積分反饋的負面影響。
2.2 控制器參數(shù)整定規(guī)則
(1)r 是決定過渡過程跟蹤速率的參數(shù),越大速率越快;
(2)參數(shù)β01、β02、β03的值選取過小或過大,容易引起振蕩或使跟蹤效果變差。其中比較重要的β03決定擾動估計的快慢,取值越大估計越快,但過大易引起估計值振蕩,過小則會引起相位滯后;
(3)β1、β2的整定與PD 控制器的參數(shù)整定方法相似;
(4)對于函數(shù)fal(e,α ,δ ),δ 確定函數(shù)中線性區(qū)間的大小。比例作用時,小誤差時應(yīng)采用大增益,大誤差時應(yīng)采用小增益,對應(yīng)地取0 <α1<1;微分作用時,誤差小時應(yīng)采用小增益,誤差大時應(yīng)采用大增益,對應(yīng)地取α2>1[5];
(5)b0與被控對象結(jié)構(gòu)密切相關(guān),是式(10)和式(13)中的關(guān)鍵系數(shù),決定了擴張狀態(tài)觀測器和擾動補償?shù)男阅埽梢愿鶕?jù)被控對象模型的具體參數(shù)整定。
3 仿真實驗結(jié)果及分析
3.1 參數(shù)整定和數(shù)字仿真實驗
ADRC 需整定11 個參數(shù)。參數(shù)數(shù)量雖然較多,但并不要求非常精確,只需要在一定區(qū)間內(nèi)即可,不會對控制效果產(chǎn)生不良后果。根據(jù)第2.2 節(jié)的參數(shù)整定規(guī)則和實際情況,確定了以下參數(shù):r =10,h =0.01,β01=110,β02=165,β03=2 580,β1=183,β2=1 755,α1=0.75,α2=1.25,δ=0.01,b0=1.125。
由于金剛石超精密車削對微結(jié)構(gòu)自由曲面光學元件加工過程中最有可能出現(xiàn)的干擾是主軸諧波和刀具切削力信號,仿真中的參考信號y =0.2sin (πt/2)是車削過程中刀具沿工件軸向的運動軌跡,并在實驗中加入相應(yīng)的擾動信號。
實驗1,在t=5 ~11 s 加幅值是0.02 ,頻率0.5 Hz 的方波信號,模擬切削力產(chǎn)生的擾動信號。ADRC和PID 分別對參考信號的跟蹤軌跡如圖5 所示,跟蹤誤差如圖6 和圖7 所示。
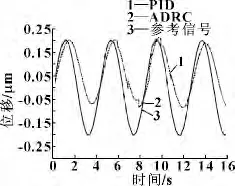
圖5 加入了方波擾動的正弦信號的跟蹤軌跡
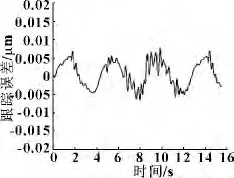
圖6 實驗1 中ADRC 的跟蹤誤差
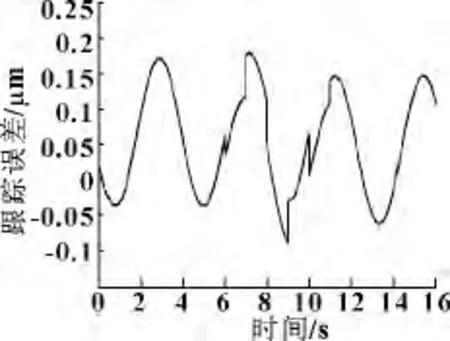
圖7 實驗1 中PID 的跟蹤誤差
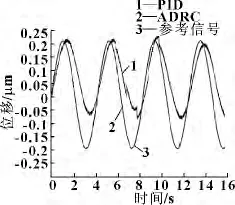
圖8 加入了方波擾動和主軸諧波擾動的正弦響應(yīng)的跟蹤軌跡
實驗2,在實驗1 條件的基礎(chǔ)上,從開始加入擾動信號d(t)=0.02sin(500t),模擬主軸諧波產(chǎn)生的擾動信號。ADRC 和PID 分別對參考信號的跟蹤軌跡如圖8 所示,跟蹤誤差如圖9 和圖10 所示。
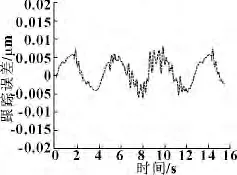
圖9 實驗2 中ADRC 的誤差
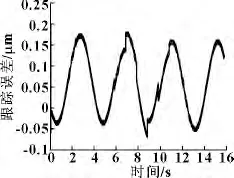
圖10 實驗2 中PID 的跟蹤誤差
3.2 結(jié)果分析
(1)由圖5 和圖8 可看出:對于相同的參考信號,ADRC 有比較好的跟蹤性能,有精確跟蹤刀具運動軌跡能力。
(2)由圖6 和圖7 分析:在加入方波擾動信號后,PID 控制誤差幅度增大;ADRC 誤差范圍未明顯增大。說明自抗擾控制有良好的抗干擾特性,對切削力產(chǎn)生的干擾抑擾能力較好。
(3)由圖9 和圖10 可見:在加入小幅值正弦擾動信號后,ADRC 的誤差曲線與加入擾動前沒有明顯變化;而對于PID 控制,小幅值正弦擾動信號帶來比較劇烈的誤差波動。因此,對于主軸諧波產(chǎn)生的擾動,自抗擾控制的抑擾能力較強。
4 結(jié)論
針對用于自由曲面光學元件超精密加工的快刀伺服系統(tǒng),采用自抗擾控制的控制方案,對系統(tǒng)擾動進行補償,實現(xiàn)精確跟蹤軌跡,抑制各種對刀具運動的干擾因素。仿真結(jié)果表明:這種控制方案有較好的跟蹤性能及抗干擾性。未來的工作包括進一步提升自抗擾控制器的抗干擾性能,以及探索用于參數(shù)整定的先進智能算法。
[1]CHEUNGC F,JIANG X Q,TO S,et al.A Study of Pattern and Feature Analysis of Surface Generation in Fast Tool Servo Machining of Optical Microstructures[C]//Proceedings of ASPE's 21st Annual Meeting,2006:321-324.
[2]李榮彬,孔令豹,張志輝,等.微結(jié)構(gòu)自由曲面的超精密單點金剛石切削技術(shù)概述[J].機械工程學報,2013,49(10):145-155.
[3]吳丹,謝曉丹,王先逵.快速刀具伺服機構(gòu)研究進展[J].中國機械工程,2008,19(11):1379-1387.
[4]HAN J Q.From PID to Active Disturbance Rejection Control[J].IEEE Transactions on Industrial Electronics,2009,56(3):900-906.
[5]陳文英,褚福磊,閻紹澤.基于擴張狀態(tài)觀測器和非線性狀態(tài)誤差反饋設(shè)計自抗擾振動控制器[J].機械工程學報,2010,46(3):59-65.
[6]ZHENG Qing,DONG Lili,LEE Dae Hui,et al.Active Disturbance Rejection Control for MEMS Gyroscopes[J].IEEE Transactions on Control Systems Technology,2009,17(6):1432-1438.
[7]SU Y X,ZHENG C H,DUANB Y.Automatic Disturbances Rejection Controller for Precise Motion Control of Permanent-magnet Synchronous Motors[J].IEEE Transactions on Industrial Electronics,2005,52(3):814-823.
[8]戴一帆,楊海寬,王貴林,等.壓電陶瓷驅(qū)動的超精密快刀伺服系統(tǒng)的設(shè)計與研制[J].中國機械工程,2009,20(22):2717-2721.
[9]WU Dan,CHEN Ken.Design and Analysis of Precision Active Disturbance Rejection Control for Noncircular Turning Process[J].IEEE Transactions on Industrial Electronics,2009,56(7):2746-2753.
[10]要曉梅,王慶林,劉文麗,等.一般工業(yè)對象的二階自抗擾控制[J].控制工程,2002,9(5):59-62.
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06
