新型冷拔鋼管打頭機(jī)
2015-04-17 12:27:40郝潤元許曉浩
鋼管 2015年4期
關(guān)鍵詞:變形
郝潤元,許曉浩
(太原科技大學(xué),山西 太原 030024)
冷拔鋼管因其具有表面精度高、機(jī)械性能好的優(yōu)點(diǎn),被廣泛應(yīng)用于生產(chǎn)各種汽缸、油缸、石油用管、鍋爐用管等方面[1]。在冷拔鋼管生產(chǎn)過程中需先將管坯頭部縮徑,使頭部先通過拔模,然后由拉拔小車夾持住頭部進(jìn)行拉拔,該管坯頭部縮徑工序稱為打頭。國內(nèi)現(xiàn)有的打頭設(shè)備多為汽錘、夾板錘、各種擠壓機(jī)等,工作環(huán)境差,生產(chǎn)效率不高,很難保證鋼管頭部和拔模的同心度,容易劃傷模具,易造成管端錘實(shí),不利于后續(xù)酸洗、清洗、潤滑等處理[2-4]。本文將從結(jié)構(gòu)設(shè)計(jì)、工作原理等方面入手,介紹一種新型冷拔鋼管打頭機(jī),并分析其縮徑成型力計(jì)算公式及生產(chǎn)實(shí)踐工藝參數(shù)。
1 結(jié)構(gòu)設(shè)計(jì)
該新型冷拔鋼管打頭機(jī)主要由夾送機(jī)構(gòu)、主機(jī)及控制裝置組成。
(1) 夾送機(jī)構(gòu)。檢測裝置檢測到鋼管來料后,液壓系統(tǒng)控制兩個夾緊模具夾緊管料,同時液壓缸推動裝置向前送進(jìn),送進(jìn)的同時連桿機(jī)構(gòu)帶動夾具和管料做一定角度的周期性擺動,保證打頭均勻。
(2) 主機(jī)。主機(jī)通過一臺大功率電機(jī)傳動,電機(jī)通過皮帶輪驅(qū)動主軸轉(zhuǎn)動,主軸上裝有偏心套,偏心套上裝有4 個支撐環(huán),每個支撐環(huán)上都裝有一個球形支撐,支撐環(huán)和擺臂一端通過球形支撐接觸;擺臂另一端連接打頭模具,中間通過銷軸和機(jī)身鉸接;擺臂上方連接彈簧缸,實(shí)現(xiàn)壓下復(fù)位。當(dāng)偏心套轉(zhuǎn)動時,球形支撐做正弦線提升運(yùn)動,擺臂則在球形支撐和彈簧缸的共同作用下帶動模具擺動。4 個模具對稱分布在管料周圍,主軸高速旋轉(zhuǎn)時,相應(yīng)的4 個錘頭做張開合攏運(yùn)動,對管料頭部進(jìn)行高頻鍛打。打頭機(jī)主機(jī)及錘頭部分的工作原理分別如圖1~2 所示。

圖1 打頭機(jī)主機(jī)工作原理示意

圖2 錘頭部分工作原理示意
4 個錘頭沿材料同一斷面徑向高頻鍛打,使變形區(qū)的金屬處于三向壓應(yīng)力狀態(tài)[5],進(jìn)而產(chǎn)生徑向壓縮和軸向延伸,有利于提高管料頭部的塑性。同時高頻鍛打的變形量小,變形速度低,這一特點(diǎn)使坯料變形時金屬流動的路徑變短,摩擦阻力小,容易變形,極大地減少了所需的變形力和消耗的變形功[6]。最終縮徑的形狀由錘頭模具控制。
(3) 控制裝置。控制裝置由接近開關(guān)、位移傳感器、溫度傳感器等各種檢測裝置組成,以檢測來料、控制送進(jìn)行程、檢測溫度,保證正常運(yùn)轉(zhuǎn)。
2 主要優(yōu)點(diǎn)
(1) 可用于碳鋼、合金鋼、工具鋼等多種材料的鍛打[7],可在冷、熱狀態(tài)下鍛打。熱狀態(tài)下的鍛打溫度一般為800~1 000 ℃,冷狀態(tài)一般是常溫打頭。
(2) 熱狀態(tài)下鍛打的最大管料規(guī)格為Ф127 mm,通過模具調(diào)整和工藝參數(shù)調(diào)整,打頭后管料規(guī)格可以在Ф29~72 mm。
(3) 打頭周期短。根據(jù)鋼管尺寸和頭部長度要求,可在10~30 s 完成打頭。
(4) 脈動加載使金屬變形過程中摩擦阻力降低,變形速度小,變形均勻;三向受壓,有利于提高金屬塑性,避免管料在打頭過程中出現(xiàn)裂紋,提高了管料頭部強(qiáng)度和拉拔性能。
(5) 打頭后管料頭部圓整,能夠很好通過拔模,避免劃傷模具,且避免了管端錘實(shí),有利于后續(xù)酸洗、清洗等工序。
(6) 打頭過程由液壓及電氣系統(tǒng)控制,便于實(shí)現(xiàn)自動化操作,設(shè)備完全可以投入到生產(chǎn)線建設(shè),降低了勞動成本。
3 錘頭模具設(shè)計(jì)
錘頭模具設(shè)計(jì)如圖3 所示。錘頭材料為熱作模具鋼4Cr5MoSiV1,錘頭工作表面由凹圓錐面構(gòu)成的預(yù)成型段和凹圓柱面構(gòu)成的整型段組成[8]。圓錐形工作面一方面可以增大成型時與毛坯的接觸面積,加快成型,減少變形的不均勻性;另一方面,毛坯可以逐漸均勻而平穩(wěn)地變形,有利于提高鍛件表面質(zhì)量。整型段的圓柱面可以使鍛打后的坯料表面保持圓整。在熱狀態(tài)下鍛打時錘頭的預(yù)成型段錐角α 取8°~15°,冷狀態(tài)下鍛打時不要超過8°。模具在閉合時,應(yīng)保證模具間隙盡可能小,以防止在鍛打過程中模具間隙部分出現(xiàn)肋筋。本次設(shè)計(jì)模具間隙e 為0.021 mm,整型段長度一般取15~20 mm。整型段的橫截面是凹圓弧狀,為防止錘頭兩側(cè)啃料,在繼續(xù)鍛打時造成折疊,可將該處圓弧半徑比鍛打后的管料半徑R 增大1~2 mm。

圖3 錘頭模具設(shè)計(jì)示意
4 縮徑成型力計(jì)算
縮徑成型力力學(xué)模型如圖4 所示。縮徑成型力F 的計(jì)算按照主應(yīng)力法進(jìn)行[9],不考慮材料厚度的變化;假設(shè)變形力主要集中在預(yù)成型段,則已變形區(qū)域處于自由狀態(tài),基本上不再受到變形力的作用;管件與錘頭間的摩擦作用在交界面上產(chǎn)生一個恒定的摩擦剪應(yīng)力,剪應(yīng)力大小與摩擦因數(shù)μ 成正比[10]。接觸面上的壓力q 為:

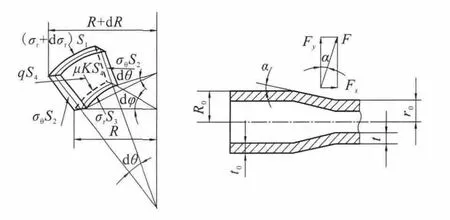
圖4 縮徑成型力力學(xué)模型
在縮口變形時,變形區(qū)的管徑總是縮小,而軸向伸長;此時,周向應(yīng)力σθ和徑向應(yīng)力σr雖同為壓應(yīng)力,但前者的絕對值大于后者。因此,按絕對值列米塞斯屈服方程,具體為:

式中 β —— 中間主應(yīng)力影響系數(shù),根據(jù)經(jīng)驗(yàn)在1.000~1.155 之間選取;
Y —— 真實(shí)應(yīng)力。
由于變形區(qū)內(nèi)各點(diǎn)的真實(shí)應(yīng)力是隨著變形程度的不同不斷變化的,所以常用線性硬化形式表達(dá)真實(shí)應(yīng)力Y:

式中 σs—— 屈服強(qiáng)度;
B —— 硬化系數(shù);
ε —— 對數(shù)應(yīng)變。
由于真實(shí)應(yīng)力-應(yīng)變曲線具有普遍意義,式(3)中的ε 等效于復(fù)雜應(yīng)力狀態(tài)下的等效應(yīng)變ε。為了簡化計(jì)算,設(shè)ε≈(R-R0)/R0,取其絕對值代入式(3)得:

將式(2)、(4)代入式(1)得:

錐形凹模接觸面上微分段的面積dS 為:

與該微分段相應(yīng)的徑向鍛打力dFy、軸向鍛打力dFx分別為:


5 生產(chǎn)實(shí)踐工藝參數(shù)
該新型打頭機(jī)投入生產(chǎn)線使用后,通過不斷試驗(yàn)和改進(jìn),最終確立了其合理的工藝參數(shù)范圍。
(1) 鍛打頻次。該打頭機(jī)的鍛打頻率可以達(dá)到560 次/min。
(2) 軸向進(jìn)給速度。軸向進(jìn)給速度直接影響管件的徑向壓下量。若軸向進(jìn)給速度過小,則生產(chǎn)效率低;若速度過大,又很容易造成變形不均勻,表面質(zhì)量不好。熱狀態(tài)下鍛打時取軸向進(jìn)給速度為2~3 m/min,冷狀態(tài)下鍛打時取0.06~0.20 m/min。如果提高軸向進(jìn)給速度,則相應(yīng)的需提高鍛件轉(zhuǎn)速。
(3) 夾頭轉(zhuǎn)速。徑向鍛造時,毛坯隨著夾頭旋轉(zhuǎn),管料轉(zhuǎn)速即是夾頭轉(zhuǎn)速,錘頭每打擊一次,管件轉(zhuǎn)過一個角度,可以控制管件做周期性擺動,也可控制其做周期性旋轉(zhuǎn),這樣可以保證模具間隙部分的管料也可以得到鍛打。夾頭轉(zhuǎn)速越高,鍛件外表面越光滑,但夾頭轉(zhuǎn)速過高,鍛打過程中可能將坯料扭彎。試驗(yàn)證明:一般將夾頭轉(zhuǎn)速控制在每分鐘幾十轉(zhuǎn),即可保證鍛件表面光滑又不致將管坯扭彎。
(4) 鍛造溫度。由于錘擊頻率高,錘頭與管件接觸時間短,所以錘頭帶走的熱量損失少,而打頭過程中由于熱效應(yīng)會使管件升溫。實(shí)踐證明:鍛造后管件的溫度會稍有升高,在制定鍛造工藝時,可適當(dāng)降低鍛造的初始溫度。
6 結(jié) 語
生產(chǎn)實(shí)踐證明:該新型冷拔鋼管打頭機(jī)能夠很好的應(yīng)用于冷拔鋼管打頭上,打出的管料頭部圓整,能夠順利通過拔模,并滿足拉拔要求,打頭速度快、效率高。因此,此種新型冷拔鋼管打頭機(jī)值得在冷拔鋼管生產(chǎn)中大力推廣。
[1] 滕云,李敬才. 冷拔精密管生產(chǎn)探索[J]. 南方金屬,2001(8):20-24.
[2] 盧美鈺. 冷拔鋼管用推擠式擠頭機(jī)[J]. 特殊鋼,1993,14(4):23-25.
[3] 宮樹紅. 新型液壓擠頭機(jī)在無縫鋼管上的應(yīng)用[J]. 山西冶金,2008,31(1):56,64.
[4] 楊傳柱.冷拔精密無縫鋼管生產(chǎn)工藝控制[J]. 冶金叢刊,2014(1):43-45.
[5] 夏華,胡亞民,袁亮. 徑向鍛造的工藝原理和徑向鍛造機(jī)的應(yīng)用[C]//首屆鍛壓裝備與制造技術(shù)論壇暨全國鍛壓設(shè)備委八屆一次學(xué)術(shù)研討及產(chǎn)品信息交流會議論文集,2004:37-39.
[6] 張洪奎,陳新建,王文革,等. 徑向鍛造技術(shù)的應(yīng)用[J]. 寶鋼技術(shù),2005(5):15-17.
[7] 李永堂,付建華,黎俊初. 塑性成形設(shè)備[M]. 北京:機(jī)械工業(yè)出版社,2011:255.
[8] 衛(wèi)建軍,劉建生. 徑向鍛造錘頭結(jié)構(gòu)對車軸成形的影響分析[J]. 太原科技大學(xué)學(xué)報(bào),2008,29(4):313-316.
[9] 俞汗清,陳金德.金屬塑性成形原理[M]. 北京:機(jī)械工業(yè)出版社,2010.
[10] 劉力力. 身管徑向鍛造工藝及鍛后身管性能研究[D].南京:南京理工大學(xué),2013.
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
