埋弧焊管酸洗樣品參數測定系統的研發
2015-04-17 12:27:44閔建東曾德勝
鋼管 2015年4期
閔建東,陳 亮,曾德勝
(中國石化集團石油工程機械有限公司沙市鋼管廠,湖北 荊州 434001)
在埋弧焊管生產過程中,每批次的鋼管都要先生產出幾根樣管,然后停機,取樣管酸洗后進行各項參數測量,合格后才能繼續生產[1-3]。傳統做法是將樣品放入酸性液體中加熱,將截面氧化層腐蝕,取出打磨截面,使其出現清晰的內外焊縫邊緣,再劃線用卡尺測量。其缺點是測量部分參數時卡尺兩端無固定位置,易晃動,導致測量不準確;有時打磨不夠,內外焊縫邊緣不清晰,無法測量,需返工繼續打磨[4]。本文將介紹一種埋弧焊管焊縫酸洗樣品參數的計算機軟件測定方法。
1 酸洗樣品圖像預處理程序模塊設計
酸洗樣品圖像預處理模塊的作用是:通過該模塊,能將埋弧焊管酸洗樣品側面內外焊縫的輪廓很好地突顯出來,為下一步測量打下基礎;并且能通過調整相關參數,將焊縫圖像內的晶體排列方向很好地顯示出來,便于焊接人員初步判斷晶體質量。
該程序實現流程如下:加載圖片→縮放比例→灰度調整算子→反識算子→直方圖均衡算子→存儲。此流程中的幾個算子不一定同時使用,可組合使用或單選使用。比較關鍵的算子是直方圖均衡化算子。
直方圖均衡化方法的基本思想是:對在圖像中像素個數多的灰度級進行展寬,而對像素個數少的灰度級進行縮減,從而達到使埋弧焊管酸洗樣品內外焊縫邊緣圖像清晰的目的。
酸洗樣品圖片預處理模塊試驗效果對比如圖1所示。
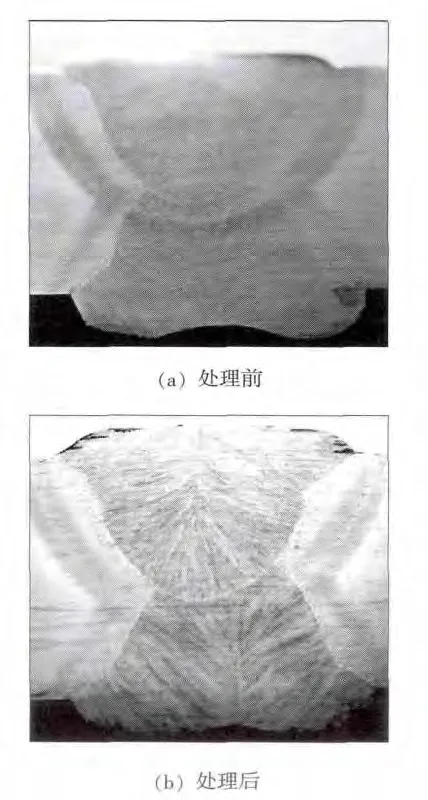
圖1 埋弧焊管酸洗樣品圖片在預處理模塊處理前后的效果對比
從圖1 可以看出:原酸洗樣品圖片埋弧焊管內外焊縫邊緣輪廓并不是很清晰,可能是由于酸洗時間不夠或打磨不夠,也可能是由于焊接熔池的化學物理因素造成的;但經過預處理模塊處理后,埋弧焊管內外焊縫邊緣變得清晰,為后續測量程序打下了基礎,也能解決以前測量時由于邊緣不清晰帶來的測量誤差。此外,還可以看出部分晶狀體的排列方向,為焊接操作初步判斷焊接質量提供了一定的依據。
2 酸洗樣品參數測定模塊程序設計
需要測量的埋弧焊管酸洗樣品內外焊縫參數主要包括:內外焊縫的寬度、深度、熔寬比、熔深比、4 個側面角度、焊偏量、重合量等[5-9]。對這些參數的測定模塊程序設計如下。
2.1 內外焊縫長度方面參數的測量
內外焊縫長度方面的參數主要包括:焊縫寬度、深度、熔寬比、熔深比等,如圖2 所示。焊縫熔深比可表示為m/δ,焊縫熔寬比可表示為c/δ。
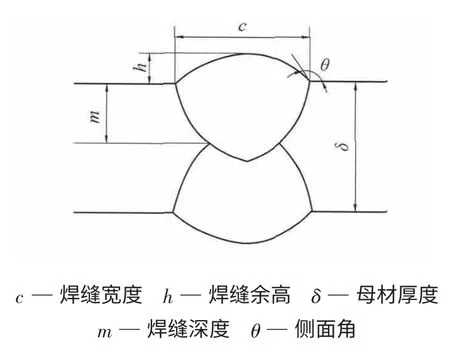
圖2 內外焊縫長度方面的參數示意
從圖2 可以看出:焊縫寬度、深度、余高、熔寬比、熔深比都是長度或長度比值方面的參數[10-11],那么只需要將儲存在計算機中的酸洗樣品圖片上的對應長度,在計算機上通過鼠標相關操作測量出來即可。
由于焊縫圖像與現實中的焊縫尺寸之間的比例不是1 ∶1,是經過縮放到計算機的;并且,計算機圖像是以Px(pixels,像素)為單位,而實際測量中是以毫米(mm)為常用單位。這就需要在程序中進行一個標定,使圖像中的像素單位與實際測量的毫米(mm)單位進行換算。測定系統單位長度的標定界面如圖3 所示。
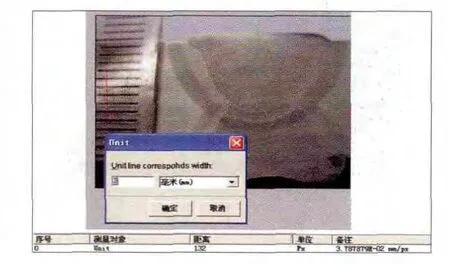
圖3 測定系統單位長度標定界面
從圖3 可以看出:若選取圖像上的5 mm 來進行標定,則對應的圖像距離是132 Px,經程序轉換后,可以得出酸洗樣品圖像單位長度1 Px 對應的實際距離是3.787 879×10-2mm。
對于焊縫寬度、深度、余高、熔寬比、熔深比等參數,只需要用鼠標點擊相關線段的起點和終點,系統程序就會自動計算出相應線段圖像長度的Px 值,自動乘以標定值3.787 879×10-2mm 即可得出對應的實際長度;經過軟件計算即可得出相應的值或比值。
2.2 內外焊縫側面角度的測量
焊縫酸洗樣品側面角度θ 測量軟件按余弦定理設計,如圖4 所示。系統進行酸洗樣品焊縫側面角測量界面如圖5 所示。只要在系統軟件中沿焊縫圖像的邊緣畫出形成角度的兩條線段AB 與BC,系統程序會自動捕捉A 點、B 點、C 點在計算機中的像素坐標。假設A 點、B 點、C 點的坐標分別為(A0,B0)、(A1,B1)、(A2,B2),根據余弦定理cos θ=(c2+a2-b2)/(2ca),即可得出角度θ。其中:
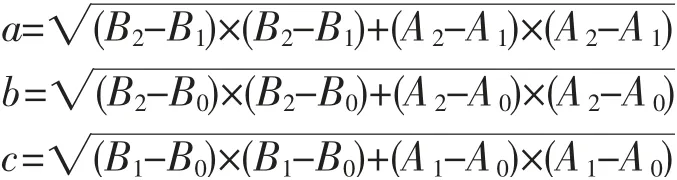
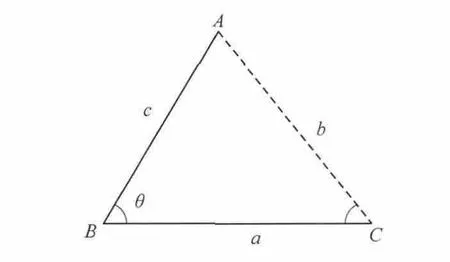
圖4 側面角度θ 測量示意
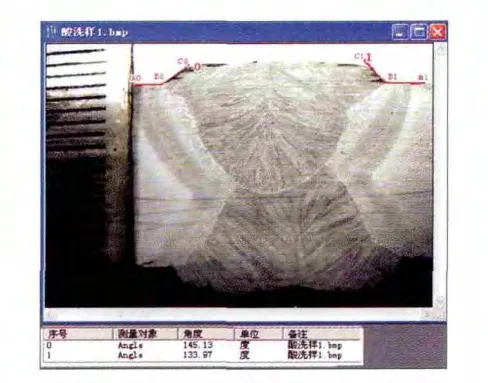
圖5 焊縫酸洗樣品側面角軟件測量界面
2.3 內外焊縫焊偏量和重合量的測量
埋弧焊管酸洗樣品焊縫焊偏量和重合量的定義如圖6 所示。焊偏量在計算機中測量比較簡單,其實現原理是:獲取焊偏量e 的長度,可以由線段H1K1的中點H4像素橫坐標減去線段H2K2的中點H5像素橫坐標,取絕對值,然后乘以標定值就可以得出實際的焊偏量。重合量的測量較為復雜,由于焊接時先進行內焊,再進行外焊,內外焊縫熔池重合后,內焊縫有一部分熔池被覆蓋,即圖6 中H3所在的虛弧線被覆蓋,導致弧形頂點H3不容易準確找出;所以手工測量時,先人工假想用筆畫出弧線,大致確定H3點,然后用工具測量H3與K3的垂直高度u,但會有人工和經驗方面帶來的誤差。
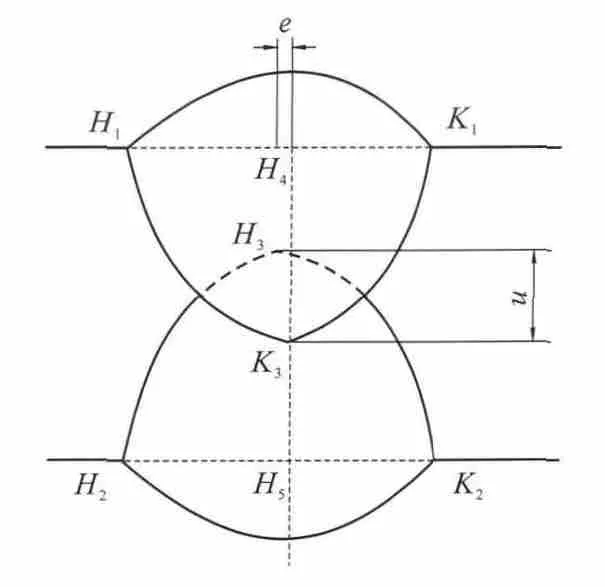
圖6 焊縫酸洗樣品焊偏量與重合量定義示意
計算機測定時,為了準確找到H3點,可采用曲線擬合原理來確定。
焊縫形狀各不一樣,不可能用一個統一的數學公式來描述所有焊縫截面形狀;但一般來說,焊縫的形狀大體是拋物線型、指數型、對數型及其他組合曲線等。本系統采用最小二乘法擬合曲線原理,對離散點進行曲線擬合。
由于最小二乘法是分析一元函數(y=ax+b)線性回歸的方法,而焊縫輪廓相關關系并不是線性關系,而是某種曲線。對于此問題,可以通過公式變換,將非線性問題轉化為線性回歸問題來處理。
通過離散點進行最小二乘法得出曲線后,需要檢驗該線性回歸方程是否是焊縫的最佳擬合曲線方程,可以通過線性代數里的R 值線性相關關系顯著性檢驗法進行驗證。
酸洗樣品焊縫重合量計算機測定軟件實現流程如圖7 所示。
3 結 語
本研究開發的計算機測定系統,能方便、準確且快速地測量內外焊縫寬度、深度、熔寬比、熔深比、4 個側面角度、焊偏量、重合量等參數,精度達到0.02 mm;不需要在酸洗樣品上刻線,避免直尺或卡尺測量時的誤差和不便;打磨不是很清楚時,可通過軟件的圖像處理后,使其出現清晰的焊縫邊緣后再測量。
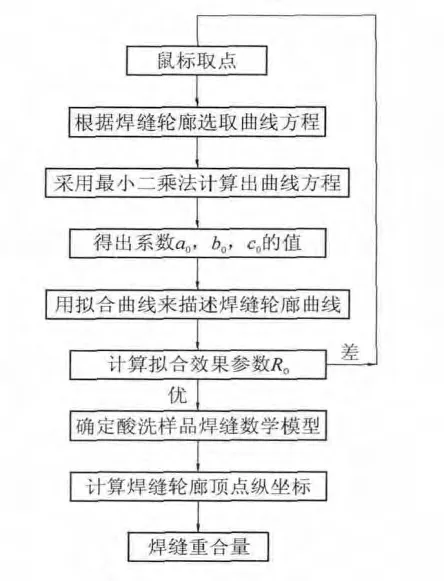
圖7 酸洗樣品焊縫重合量測量軟件實現流程
與傳統的測定方法相比,本系統能提高測量的準確性和便捷性,以及樣品參數的可存儲性;通過圖像處理還可減少酸洗樣品前期酸洗及打磨的時間;在測量重合量方面能解決傳統方法通過估畫內焊縫邊沿曲線帶來的誤差大等問題。
[1] 劉世澤. 埋弧焊鋼管焊縫余高的控制[J]. 鋼管,2006,35(3):23-26.
[2] 王高峰,畢宗岳. 螺旋埋弧焊管焊縫形狀參數分析[J].鋼管,2008,37(1):60-64.
[3] 王高峰,趙建新,王剛慶,等. 螺旋縫焊管焊縫形狀預測[J]. 焊接技術,2010,39(11):51-54.
[4] 邢曉燕. 螺旋埋弧焊管焊縫幾何形狀的計算機圖像處理及描述[D]. 西安:西安石油大學,2006.
[5] 溫明釗. 控制焊縫外觀 提高焊接質量[J]. 焊接技術,2002,31(3):49-60.
[6] 畢宗岳,王海博,王高峰. 螺旋埋弧焊管焊縫形貌優化研究[J]. 焊管,2008,31(2):14-17.
[7] 彭春明,劉云. 提高螺旋焊管焊道外觀質量的工藝措施[J]. 焊管,2005,28(6):62-64.
[8] 羅天寶,喬曉堂. 淺談螺旋埋弧焊鋼管的焊縫外觀形狀控制[J]. 焊管,2006,29(2):52-54.
[9] 王鳳成. 螺旋縫埋弧焊管外觀質量缺欠的產生原因及應對措施[J]. 鋼管,2011,40(5):43-47.
[10] 熊臘森,李紹斌,布拉頓N R. 焊縫幾何形狀參數的預測和選擇[J]. 華中工學院學報,1986(4):26-28.
[11] 劉世澤. 埋弧焊鋼管焊縫余高的控制[J]. 鋼管,2006,35(3):23-26.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
制造業自動化(2017年2期)2017-03-20 14:26:13
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
