H2S濃縮塔的制造
2015-04-12 01:20:34郭志英
化工裝備技術 2015年3期
郭志英
(中航黎明錦西化工機械(集團)有限責任公司)
0 前言
某H2S濃縮塔是中航黎明錦西化工機械 (集團)有限公司為某50萬t/a合成氨工程制造的奧氏體不銹鋼低溫塔設備。通常,低溫壓力容器破壞的主要原因是母材及焊接接頭在低溫下的脆斷,這也是低溫壓力容器的一個特點。基于此特點,在選材、制造和檢驗方面,選擇適宜的材質、采用合理的制造工藝及檢驗方法是設備制造的關鍵。由于該設備直徑較大、塔體較高,并有數十層塔盤內件,因此要保證塔盤組順利裝入塔體,就應當控制筒體直徑允差、圓度允差、直線度允差和焊接變形,并采取分段制造,這是該設備制造的重點環節,也是該設備制造的難點。
本文主要介紹了該50萬t/a合成氨裝置上濃縮塔的結構特點,分析了其制造難點,并在制造、檢驗和運輸等方面有針對性地提出了解決方案及工藝措施。
1 濃縮塔結構特點和主要設計參數
1.1 結構特點
H2S濃縮塔設備規格為DN4200 mm×16 mm×56000 mm,設備主體材質為S32168,設備內有75層塔盤,分五段制造、運輸,在用戶現場合攏后整體交貨。該設備的結構如圖1所示。
1.2 主要技術參數
該設備的主要技術參數如表1所示。
2 主體材料選擇
低溫用奧氏體不銹鋼應符合相應標準規定,固溶狀態供貨,沖擊韌性好。
奧氏體不銹鋼材料的切割應采用剪切、機械加工方法完成,所使用的砂輪片應為專用的,鋼絲刷及清除焊渣的工具應由不銹鋼材料制成。施工過程中,應避免一切刻劃、打鋼印、過量冷變形、錘擊、強力變形組裝等可能產生殘余應力的操作方法。
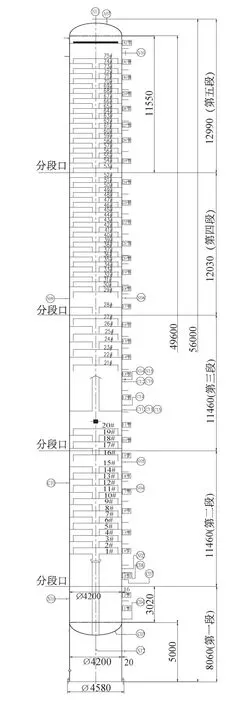
圖1 濃縮塔結構
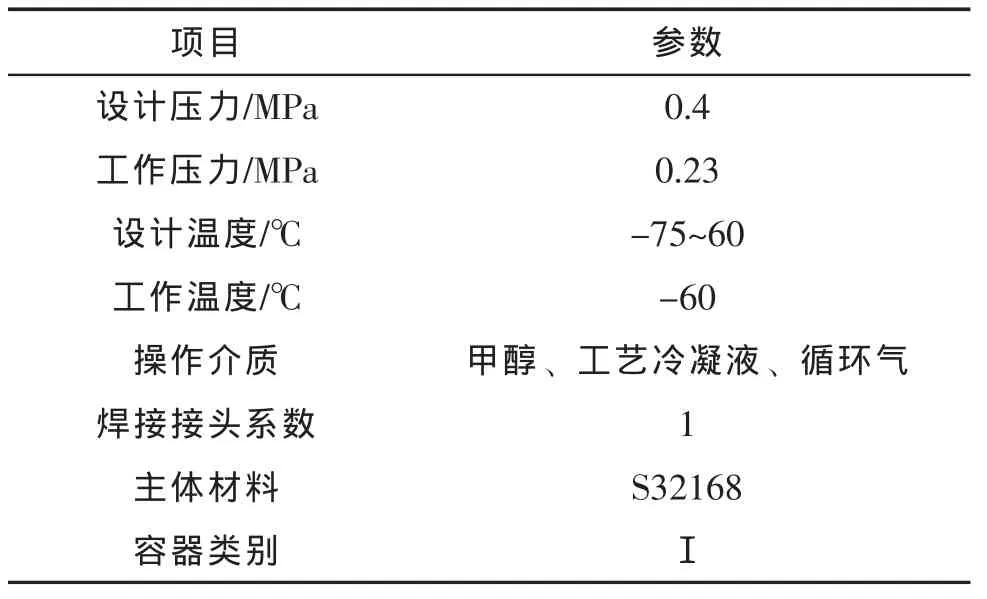
表1 濃縮塔技術參數
3 制造工藝及制造難點
3.1 筒節內徑的控制
考慮到不銹鋼材料線膨脹系數較大,縱焊縫焊接收縮較大,筒節展開刨邊后料長應嚴格控制在mm范圍內,即必須保證展開料在正差范圍內。控制滾圓后組對前盤外圓周長的尺寸,以確保筒節焊后內徑尺寸在mm范圍內。
3.2 筒節兩端口平面度的控制
號料時號出50 mm基準線,清晰地標記四心位置,邊緣留2 mm刮邊余量,每節筒節長度為正差0.9 mm;為保證塔體直線度,下料時應保證相鄰母線垂直;刨邊后檢查板料的對角線差之絕對值<2 mm,每一節刨邊后測量寬度并做好記錄。
成形并經校圓合格的筒節應進行二次劃線。將筒節置于平臺上,使筒壁與平臺表面垂直,重劃50 mm線,保證兩端50 mm基準線與平臺平面的平行度允差小于0.5 mm。同時,將與封頭相焊端的筒節內50 mm線劃出,作為內件劃線組焊用基準,并做清晰標記。劃線完成后筒節兩端用工裝支撐圈支撐。
3.3 筒節圓度的控制
筒節找圓并經校圓后,用拉桿尺測量每個筒節兩端的圓度,圓度均控制在8 mm以下。檢查合格的筒節應立置,筒節兩端用工裝支撐圈支撐后的筒節圓度應小于5 mm。支撐圈端面與端口平面平行,平行度允差不大于3 mm。
3.4 塔盤外徑尺寸的確定
3.5 現場組焊
設備共分為5段,各段塔體經檢驗合格運輸到現場后,進行現場組焊。塔段臥置組對前,檢查筒體分段處坡口尺寸及表面質量應符合圖樣要求。塔段臥置組對時,嚴格按四心位置組對,并采用水平、垂直方向掛鉤線監測塔體直線度。在塔體頭、尾及對口部位用鋼尺檢查,組對時對口錯邊應均勻,對口間隙也應均勻,避免一邊倒現象。環縫對口錯邊量不大于3 mm;同一斷面最大最小直徑差小于5 mm,檢查合格后組焊筒體;焊接過程中鋼線不得拆除,以便隨時進行檢測。
3.6 塔內件支撐與筒體組焊工藝
筒體制造完成并經檢驗合格后,以與封頭相焊筒體上標記出的50 mm基準線作為內件劃線組焊用基準。每層塔盤支撐圈都以此50 mm基準圓作為基準線。塔盤支撐圈和支撐板點焊后,檢查平面度和水平度,二者之間的焊接以及與塔體之間的焊接按焊接工藝進行,采用小電流焊接,防止支撐圈變形。
塔盤支撐圈和支撐板組焊后的上表面應在同一水平面上,最大偏差不大于3 mm。每種型號的塔盤在廠內試組1~2組,焊接后進行復驗。塔盤支撐圈與塔壁焊接后,其上表面在300 mm弦長上的局部不平度均不得超過1 mm,整個塔盤支撐圈的上表面不平度允差為5 mm。相鄰兩層支撐圈的間距允差不得超過±3 mm。任意兩層支撐圈間距允差在20層內不得超過±10 mm。
3.7 組裝工藝
(1)筒體 (封頭)組對前應先盤圓周,嚴格按心線組對,控制50 mm線間距偏差小于0.5 mm。
(2)組對時對口錯邊均勻分布,對口間隙均勻,避免一邊倒現象。
(3)相鄰筒節直線度允差小于2 mm,每3 m長筒體最大直線度允差3 mm;組對點焊后檢查筒體直線度,每段塔體直線度偏差不得大于5 mm,整個塔體直線度偏差不得大于30 mm。
(4)環縫對口錯邊量不大于3 mm。
(5)環縫棱角度不大于3 mm。
(6)塔體總長允差±30 mm,同一斷面最大最小直徑差小于5 mm。
(7)各段塔體兩端口內支撐圈作為運輸支撐暫不拆,待現場組焊完成后拆除。
3.8 焊接要求
低溫用鋼的焊接,關鍵是要避免焊縫金屬及熱影響區形成粗晶組織而導致低溫韌性降低,因此要求嚴格控制焊接線能量。通常,采用較小的焊接線能量,多層多道施焊,避免焊道過熱,多道焊時要控制層間溫度。
在低溫條件下為防止鋼材結構處或缺陷處的應力集中敏感性增大,從而加劇低溫脆性破壞傾向,要求低溫容器焊接時不得在母材的非焊縫區引弧,所有的焊接接頭應嚴格避免焊接缺陷,不得有未焊透、未熔合、裂紋、氣孔、咬邊等缺陷,要求焊縫表面呈圓滑過渡,不應有急劇的形狀變化。
3.9 無損檢測
設備的A、B類焊接接頭應進行100%射線檢測,按標準JB/T 4730.2—2005Ⅱ級合格。其中現場組焊后的B類焊接接頭需進行100%衍射時差法超聲 (TOFD)檢測,檢測結果不低于JB/T 4730.2—2005Ⅱ級,所有C、D、E類焊接接頭表面均應進行100%滲透檢測,按JB/T 4730.5—2005Ⅰ級合格。
4 結論
本文主要介紹了合成氨裝置上濃縮塔的結構特點,分析了其制造難點,并在制造、檢驗和運輸等方面有針對性地提出了解決方案及工藝措施。通過對低溫奧氏體不銹鋼為主體材料的低溫塔設備的成功制造,既積累了豐富的制造經驗,又證明了所采取的制造工藝是合理可靠的。H2S濃縮塔制造完成后,三方監檢及用戶均非常滿意,設備至今運行良好。
[1] TSG R0004—2009固定式壓力容器安全技術監察規程[S].北京:新華出版社,2010.
[2] JB 4710—2005鋼制塔式容器 [S].北京:新華出版社,2005.
[3] HG 20584—2011鋼制化工容器制造技術要求 [S].北京:中國計劃出版社,2011.
[4] 李世玉.壓力容器設計:工程師培訓教程 [M].北京:新華出版社,2005.
[5] NB/T 47015—2011壓力容器焊接規程 [S].北京:新華出版社,2011.
猜你喜歡
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
銅業工程(2015年4期)2015-12-29 02:48:39
制造技術與機床(2015年10期)2015-04-09 07:06:00