概述Smartnest套料編程技巧
2015-02-25 05:26:45華電曹妃甸重工裝備有限公司王榮輝齊樂樂安福新李明帥侯曉娜
金屬加工(熱加工) 2015年15期
關鍵詞:變形
■華電曹妃甸重工裝備有限公司 王榮輝,齊樂樂,安福新,李明帥,侯曉娜
概述Smartnest套料編程技巧
■華電曹妃甸重工裝備有限公司 王榮輝,齊樂樂,安福新,李明帥,侯曉娜
隨著科學技術的快速發展,數控切割在制造業的應用隨處可見,切割方式也是多種多樣,分別為:等離子弧切割、火焰切割、激光切割、水切割。目前我公司采用等離子弧切割和火焰切割。等離子弧切割適用于低碳鋼、低合金鋼、不銹鋼等金屬材料,切割12mm以下板材;火焰切割適用于低碳鋼、低合金鋼金屬材料,切割12mm以上的板材。
1. Smartnest使用流程
(1)通過使用Auto CAD Mechanicl繪圖軟件拆圖繪圖,存為dwg或dxf格式文件。
(2)在Smartnest中導入dwg 或dxf文件,對CAD圖形進行校驗輪廓線、壓縮曲線及清除重復線和不封閉現象。
(3)使用Smartnest智能套料軟件進行對CAD圖形排版,并作出相應切割軌跡。
(4)套料軟件根據后置不同,輸出相應NC,txt格式文件,把此txt格式文件發送到ERP終端,操作者運用終端進行復制。
2. 切割工藝及注意事項
(1)如何放置引入線 一般考慮熱變形和軌跡切割方向之間關系。如果切割開始位置在下邊緣,那么穿孔位置要放在右上,要保證切割零件在切割過程
中始終有長邊與母材相連,減少不必要的熱變形,使最后一條割縫避開關鍵尺寸,如圖1、圖2所示。
(2)補償零件切割刀補 根據切割工藝參數設定,一般都采用左補償,對于圓環零件來說,內輪廓是逆時針切割軌跡,外輪廓是順時針切割軌跡。割縫補償是割縫寬度的一半,即是零件的刀補。
(3)切割工藝 根據生產產品不一樣,做切割工藝時,應先切割小的零件,再切割大的零件,防止切割變形。
(4)增加預留開口 預留開口切割厚板(30mm以上)零件時,因為有引入線和引出線的原因,有時在切割結束時會出現凹陷,造成工件缺陷,破壞了零件輪廓;還需要補焊打磨,造成人工及相關材料的浪費。鑒于這種情況,在引入和引出位置增加預留開口,這樣就會減少或不會出現這種缺陷。圖3是增加了預留開口切割出來的效果,沒有凹陷,僅有一個小小凸起,后期打磨即可。
(5)設置引入線 一般來說,切割的鋼板越厚,設置引入線越長。但是在設置引入線的同時應考慮零件間距和零件距板邊的距離。如果不考慮這一點,就會出現切割缺陷,厚30mm以上至少23mm。
(6)設置微連接鋼板 在切割過程中,被切割零件溫度會隨著切割時間的延長而逐漸升高。在高溫作用下,零件的切割線方向會出現膨脹。當溫度降低時,沿切割方向會出現收縮。在切割長條形狀零件時,采用傳統的切割方式就會出現嚴重變形。針對這種情況,采用微連接的方法進行切割,這樣能夠減少因切割熱產生的變形。在零件長度方向,約1000mm留出5~10mm的長度不切割,如圖4所示。切割完成后,采用手動割斷后打磨即可。
(7)切割順序零件的切割順序一般從左向右或從下到上進行切割。假設有一張鋼板長12mm左右,從左向右切割,有時切割到末端時會出現鋼板邊翹起,影響末端零件的切割質量,因此在切割到整張鋼板一半時,空走到末端,把相應的零件切割完,返回來繼續切割。
(8)自動連續切割 Smartnest套料軟件排版完成后,切換到切割模式,點擊軌跡自動相連,根據相應參數進行調整。實現高效切割,減少穿孔數量,節約了易損件割嘴的消耗。
(9)共邊連續切割 共邊連續切割功能是Smartnest套料軟件新技術。共邊切割不僅可以提高板材的利用率,而且還可以減少穿孔次數,節約了預穿孔時間,提高了切割效率。連割功能可以使相鄰兩個零件或多個零件做連續切割,避免了預熱穿孔,這樣能有效節省易損件割嘴、預熱氧化;提高生產效率,節約消耗品。
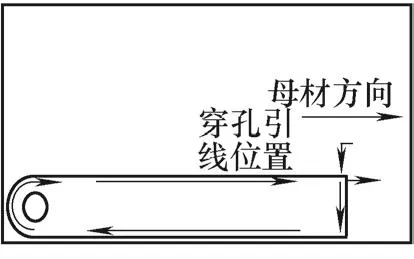
圖1 正確切割軌跡
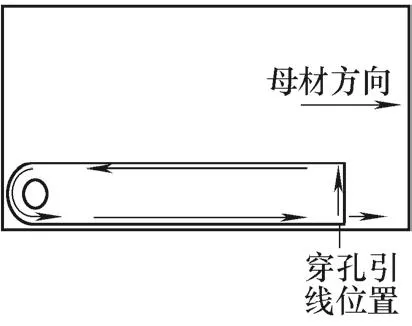
圖2 錯誤切割軌跡
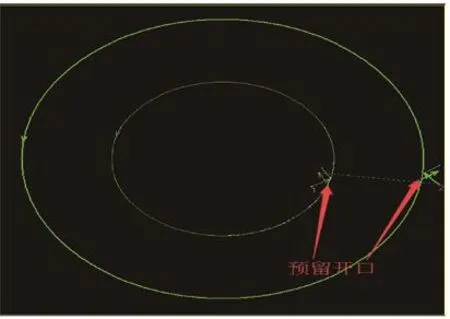
圖3 預留開口

圖4 1~10預留開口
3. 結語
上述內容是在運用Smartnest套料軟件編程中總結出的一些技巧與經驗,只有熟練掌握這些才能夠更好地提高生產率,為公司精益化生產、降本增效作出有益的貢獻。
20150715
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
