20MnMo大型壓力容器筒體的生產(chǎn)與檢驗(yàn)
2015-02-26 06:15:46山西天寶集團(tuán)有限公司閆鵬程
金屬加工(熱加工) 2015年15期
■山西天寶集團(tuán)有限公司 閆鵬程
20MnMo大型壓力容器筒體的生產(chǎn)與檢驗(yàn)
■山西天寶集團(tuán)有限公司 閆鵬程

摘要:隨著國(guó)家能源項(xiàng)目與石化設(shè)備的大型化、國(guó)產(chǎn)化的發(fā)展,大型壓力容器鍛造越來越多,就20MnMo大型壓力容器筒體的生產(chǎn)與檢驗(yàn)所遇到的問題和生產(chǎn)經(jīng)驗(yàn)進(jìn)行討論。
20MnMo鋼作為一種在壓力容器中廣泛使用的低合金鋼,主要用于壓力容器封頭、管板、筒體等大中型鍛件。使用在溫度為-40~470℃的壓力容器重要部件中。
1. 生產(chǎn)過程
(1)下料 鍛件尺寸為
1460mm×1300mm×655mm筒形鍛件。產(chǎn)品要求按照NB/ T47008—2010《承壓設(shè)備用碳素鋼和合金鋼鍛件》Ⅳ級(jí)鍛件要求交貨。故下料采用3.5t錠型鋼錠下料,化學(xué)成分必須符合NB/ T47008—2010《承壓設(shè)備用碳素鋼和合金鋼鍛件》規(guī)定。用島津PDA-7000直讀光譜儀檢測(cè)后,具體數(shù)值如表1所示。
(2)鍛造 鋼錠經(jīng)天然氣室式爐加熱到鍛造溫度,該材料始鍛溫度為1200~1220℃。并在650℃均溫一段時(shí)間,防止鋼錠內(nèi)外溫度不一致。終鍛溫度800℃。用36MN鍛造油壓機(jī)進(jìn)行鍛造。采用鐓粗、沖孔、芯棒拔長(zhǎng)等鍛造工藝。鍛造出毛坯(見圖1)。筒體鍛造流程:下料→鐓粗→沖孔→芯棒拔長(zhǎng)→成形。
(3)熱處理經(jīng)機(jī)加工車間粗車到有效厚度為110mm熱處理尺寸后,在320kW臺(tái)車式電爐中進(jìn)行調(diào)質(zhì)處理。調(diào)質(zhì)處理采用880℃保溫3h水淬,水淬時(shí)使工件上下竄動(dòng)以促進(jìn)工件快速冷卻,這樣可以盡量生成板條狀馬氏體,為以后回火打好基礎(chǔ)。并采用硬度計(jì)現(xiàn)場(chǎng)檢測(cè)硬度值,工件90°方向硬度值為226HBW、240HBW,如果條件允許也可檢測(cè)淬火后金相組織。合格后及時(shí)進(jìn)行回火處理,不然會(huì)產(chǎn)生不利應(yīng)力影響。回火采用580℃保溫4.5h出爐空冷(見圖2)。
2. 檢測(cè)
熱處理后按照NB/T47008-2010規(guī)定進(jìn)行取樣(見圖3),送理化檢測(cè)中心進(jìn)行標(biāo)準(zhǔn)要求的各項(xiàng)性能指標(biāo)檢測(cè)。具體檢測(cè)結(jié)果如表2所示。金相組織如圖4所示。
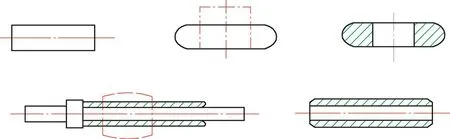
圖1 筒體鍛造過程

表1 20MnMo化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)

圖2 調(diào)質(zhì)工藝曲線
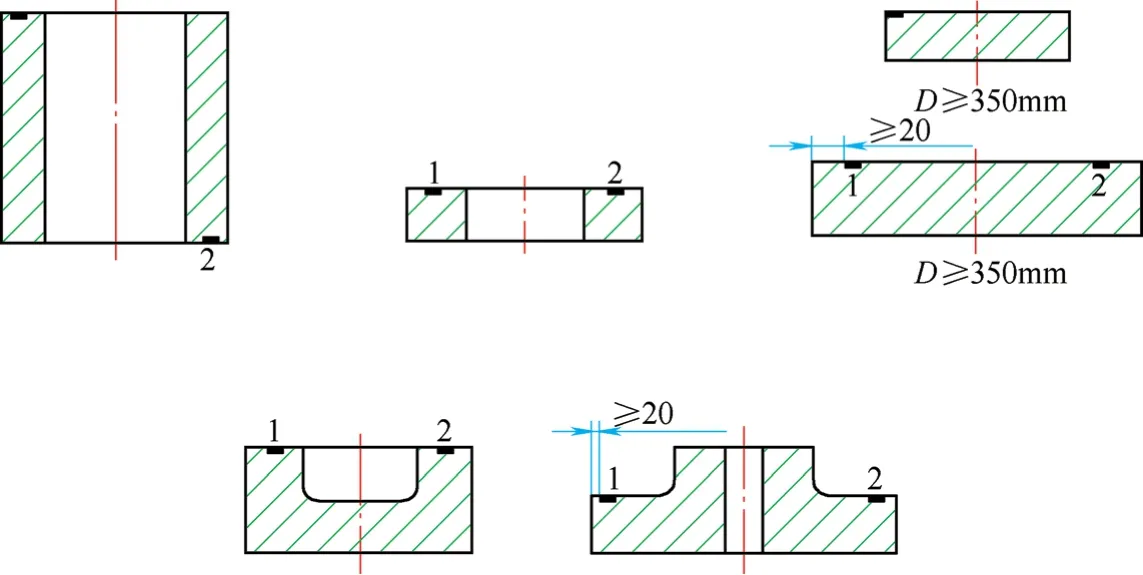
圖3 NB/T47008-2010取樣規(guī)定
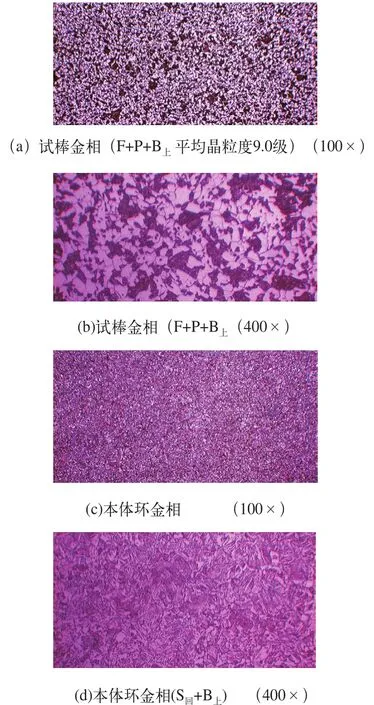
圖4

表2 20MnMo鍛件性能
3. 結(jié)語
此大型筒體鍛件,首先使用足夠的鍛造比鍛透,并在開坯階段進(jìn)行鐓粗,保證鍛件各向均勻性。特別是橫向性能和組織得到一定提高,避免鍛件各向異性。
在熱處理中注意加熱爐的均溫性,要保證足夠加熱溫度和在奧氏體化狀態(tài)下足夠保溫時(shí)間,以便使內(nèi)部組織完全奧氏體化,不至于在淬火后殘留大量的未溶鐵素體,導(dǎo)致性能下降。在淬火時(shí)要注意工件表面的蒸汽膜要快速破裂,從而使溫度快速下降,躲過等溫轉(zhuǎn)變圖的鼻尖,使奧氏體快速地轉(zhuǎn)變成板條狀馬氏體。
參考文獻(xiàn):
[1]國(guó)家能源局. NB/T47008-2010《承壓設(shè)備用碳素鋼和合金鋼鍛件》[S]. 北京:新華出版社,2010.
[2]撫順特殊鋼(集團(tuán))有限責(zé)任公司. GB/T6394—2002《金屬平均晶粒度測(cè)定方法》[S].北京:中國(guó)標(biāo)準(zhǔn)出版社,2002.
[3]太原鋼鐵公司. GB/T13299—1991《鋼鐵顯微組織評(píng)定方法》[S]. 北京:中國(guó)標(biāo)準(zhǔn)出版社,1991.
[4]國(guó)家標(biāo)準(zhǔn)化委員會(huì).G B/ T228.1—2010《金屬材料 拉伸試驗(yàn) 第1部分:室溫試驗(yàn)方法》北京:中國(guó)標(biāo)準(zhǔn)出版社,2010.
20150306
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實(shí)用技術(shù)(2021年1期)2021-02-27 08:26:18
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
裝備制造技術(shù)(2020年1期)2020-12-25 05:18:30
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
