大型鋼錠LZ鍛造工藝參數制訂
2015-02-25 05:26:48中國第一重型機械股份公司軋輥研究所曹明栗文鋒韓笑宇
金屬加工(熱加工) 2015年15期
■中國第一重型機械股份公司軋輥研究所 曹明,栗文鋒,韓笑宇
大型鋼錠LZ鍛造工藝參數制訂
■中國第一重型機械股份公司軋輥研究所 曹明,栗文鋒,韓笑宇
LZ鍛造法是同時用料寬比(L)和砧寬比(Z)控制鍛造的工藝方法。通過對我公司大型鋼錠鍛造過程中內部應力的分布進行分析,得到了變形區內軸向、橫向應力的變化及分布狀況,進而得到了不同砧寬比、料寬比時滿足大型鋼錠鍛件心部一定區域內為三向壓應力的臨界壓下率。
1. 計算模型的建立
利用有限元軟件,模擬LZ鍛造時鍛件中部進行變形時的情況。采用材料為YB-XX,此鋼種現已成功應用于我公司超大型鍛鋼支承輥。鋼錠規格為5000支承輥時采用的500t級鋼錠。FM法使用上砧寬度2000mm,根據砧寬比、料寬比不同要求,設定模擬坯料的具體尺寸。砧子與鍛件之間的摩擦因數取0.4。滿砧送進時,砧寬比是指砧寬w與鍛件變形前高度h之比;非滿砧送進時,砧寬比是指相對送進量l與鍛件變形前高度h之比。料寬比是指料寬b與鍛件變形前高度h之比,計算模型如圖1所示。本次模擬砧寬比w/h取0.5、0.6、0.7、0.8 四組,料寬比b/h 取0.5、0.6、0.7、0.8、0.9、1、1.1、1.2共八組,模擬時壓下率Δh/h均為40%。
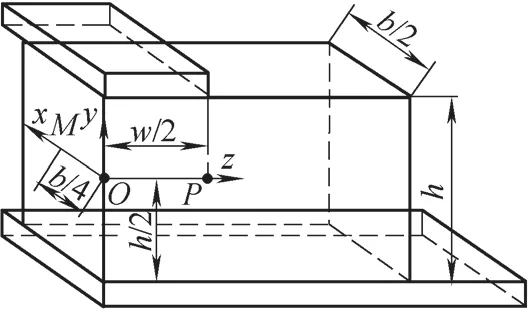
圖1 計算模型
2. 已知砧寬比、料寬比確定臨界壓下率評定標準
以點M (x=0, y=0, z=0.25b)處軸向應力為-5MPa時鍛造壓下率作為臨界軸向壓下率,以點P (x=0.5w, y=0, z=0)處橫向應力為-5MPa時的鍛造壓下率作為臨界橫向壓下率,比較符合實際情況。選擇-5MPa作為臨界壓下量的應力值是因為軸向(橫向)應力由正值變為0時,并不足以彌補此處初始拉應力給該部位造成的不良影響,當軸向(橫向)應力減小至-5MPa后,既可以使鍛件心部質量逐步得以改善,同時又可避免變形量過大給鍛造壓實工序帶來的操作難度。
3. 臨界軸向壓下率確定
料寬比、砧寬比不同,使M
點處的軸向應力由拉應力轉變為壓應力的臨界軸向壓下率不同,即在不同砧寬比、料寬比條件下,都存在著一個使軸向應力由拉應力轉變為壓應力的臨界軸向壓下率a%,它是料寬比及砧寬比的函數。通過對我公司500t級鋼錠在不同砧寬比、料寬比下單砧壓下情況進行模擬,得到不同砧寬比臨界軸向壓下率與料寬比關系,曲線如圖2所示。
由圖2可知,臨界軸向壓下率隨料寬比的不同呈現出兩種不同變化規律,即當砧寬比≤0.6時,臨界軸向壓下率隨料寬比的增加而增加,當砧寬比>0.6時,臨界軸向壓下率隨料寬比的增加而減小。在料寬比相同時,臨界軸向壓下率大體上隨砧寬比的增加而逐漸減小,說明砧寬比增加有利于減小M點軸向應力。
4. 臨界橫向壓下率確定
砧寬比、料寬比不同,使P點處的橫向應力由拉應力轉變為壓應力的臨界橫向壓下率也不相同,即在不同砧寬比、料寬比條件下,都存在著使橫向應力由拉應力轉變為壓應力的臨界橫向壓下率b%,它是砧寬比與料寬比的函數,通過計算機模擬,得到不同砧寬比下的臨界橫向壓下率與料寬比關系,曲線如圖3所示。
由圖3可知,隨料寬比的增加,臨界橫向壓下率呈逐漸減小趨勢。即說明料寬比增加,有利于減小P點橫向壓應力。當料寬比固定不變,砧寬比發生變化時,臨界壓下率并未呈現出清晰的變化規律。
5. 合理工藝參數確定
只有使中心一定區域內的軸向、橫向應力都為壓應力,才能保證鍛件質量。對應力分布規律的研究表明,在橫向對稱中心軸線上,隨著離中心點的距離增大,軸向應力也增大;在縱向對稱中心軸線上,隨著離中心點的距離增大,橫向應力也增大。所以,確定工藝參數時,以中心點處軸向、橫向應力為壓應力時的砧寬比、料寬比及壓下率來確定鍛造工藝參數,并不能保證中心一定區域(橫向距中心0.25b,縱向距中心0.5w)內都為壓應力。應結合砧寬比、料寬比及壓下率,確定出合理的滿足上述條件的LZ鍛造法工藝參數。根據我公司FM法所使用的附具及500t級鋼錠基本尺寸規格,通過模擬計算得到具體壓下工藝參數,如圖4所示。
由圖4所示,隨著料寬比的增大,臨界壓下率呈逐漸減小趨勢,說明臨界橫向壓下率對于臨界壓下率的影響更為明顯,即料寬比參數對于鍛件心部壓實效果的影響更明顯。但同時,我們也觀察到,當采用FM法鍛造時,砧寬比為0.6時,臨界壓下率的變化最為平緩,這也證明了砧寬比等于0.6時,鍛件的變形較為均勻一致,有利于工藝的編制及現場操作,應作為最佳砧寬比的選擇范疇。

圖2 臨界軸向壓下率與料寬比關系
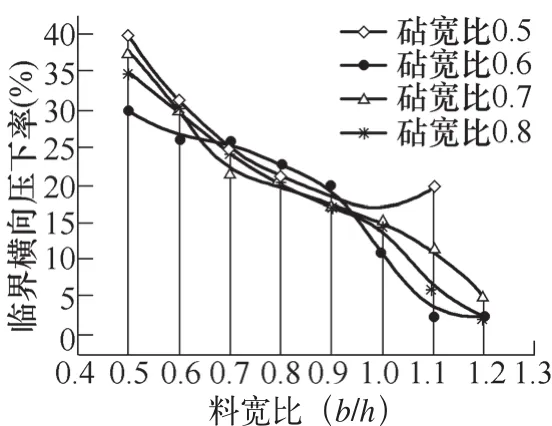
圖3 臨界橫向壓下率與料寬比關系
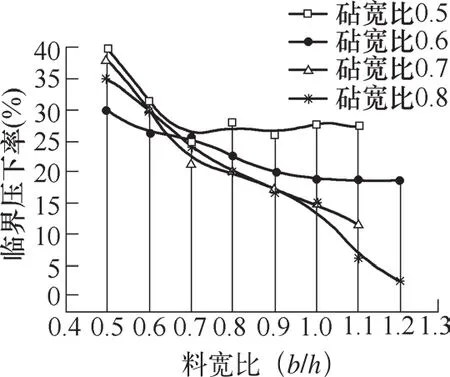
圖4 大型鋼錠FM壓實臨界壓下率與料寬比關系曲線
6. 結語
以往工藝中對FM法操作說明多為相同壓下量、重復相同的翻轉方式等,這樣籠統的設置在實際操作時雖簡化了某些現場操作,但卻未及時考慮到料寬比對橫向應力的影響。既有可能造成未達到所需鍛造壓下量影響鍛造壓實效果,又可能造成壓下量過大,對鍛件翻轉造成難度,同時又加大了鍛件翻轉后的壓下量要求,造成鍛造工序的惡性循環,能源的大量消耗及設備的嚴重損耗。對此,我們應盡快將LZ法工藝參數精細化,將其應用于現有大型鍛件多采用的FM鍛造方法中,通過最實用和簡潔的方法來提升大鍛件的質量,達到節能降耗的目的。
20150716
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
