某變速箱殼體液壓夾具設(shè)計(jì)與分析
2015-02-24 07:38:50郭宙
機(jī)床與液壓 2015年22期
郭宙
(北京汽車動(dòng)力總成有限公司技術(shù)中心,北京 101108)
近年來(lái),在汽車制造行業(yè)中,隨著產(chǎn)能需求的急劇增加,零件加工效率需要相應(yīng)提高,傳統(tǒng)普通夾具已不能滿足生產(chǎn)要求,需要用自動(dòng)化高效液壓夾具來(lái)代替。高效液壓夾具在實(shí)際工作中可減少整個(gè)工件的加工周期和輔助時(shí)間,從而進(jìn)一步提高企業(yè)的生產(chǎn)率,也減輕所有工人的整體勞動(dòng)強(qiáng)度。高效液壓夾具主要體現(xiàn)在夾具動(dòng)作高速化、自動(dòng)化及采用液壓系統(tǒng)控制等,并保證安全冗余性。
為了保證變速箱殼體 (含變速器殼體及離合器殼體)按期達(dá)到量產(chǎn)能力,某司決定將現(xiàn)有3臺(tái)HELLER單主軸雙工位臥式加工中心利用起來(lái),決定設(shè)計(jì)并制造6套加工中心液壓夾具來(lái)實(shí)現(xiàn)殼體的自制生產(chǎn)。該變速箱為一款五速手動(dòng)變速箱,其殼體包括變速器殼體、離合器殼體及差速器殼體,其中差速器殼體委外制造,離合器殼體及變速器殼體采用自制方式。關(guān)于該殼體采用何種夾具形式,則通常由加工中心精度情況、產(chǎn)品特征、工藝過(guò)程及產(chǎn)能等因素決定。為了滿足前期試生產(chǎn)時(shí)人工上下料的要求,同時(shí)在后期量產(chǎn)時(shí)亦能夠?qū)崿F(xiàn)機(jī)器人上下料,采用了人工上下料及機(jī)器人上下料便利性轉(zhuǎn)換裝置;為方便人工上下料,設(shè)計(jì)了導(dǎo)向柱,在人工熟練掌握上下料后可將其拆卸;為了達(dá)到殼體生產(chǎn)要求精度,對(duì)夾具設(shè)計(jì)了增壓及可調(diào)壓功能、氣密性防錯(cuò)檢測(cè)及輔助支撐功能;為了避免在夾具交換過(guò)程中由于漏油而導(dǎo)致殼體從夾具脫落情況的發(fā)生,對(duì)夾具設(shè)計(jì)了雙重保壓功能;為了消除殼體毛坯定位銷孔一致性欠佳造成的影響,采用了圓銷及菱銷定位方式,并使其具備可調(diào)整功能;此外,該夾具采用一面兩銷定位、三點(diǎn)夾緊方式,并采用輔助支撐以消除殼體受力不均導(dǎo)致加工精度降低的影響。
1 殼體夾具液壓系統(tǒng)設(shè)計(jì)原理
整體來(lái)講,該司變速箱殼體加工中心夾具液壓系統(tǒng)的設(shè)計(jì)綜合考慮了機(jī)床供油供氣方式及相關(guān)參數(shù)、加工工藝要求、安全性要求等內(nèi)容。
1.1 HELLER加工中心相關(guān)數(shù)據(jù)
HELLER加工中心為單主軸雙工位臥式加工中心,產(chǎn)于2001年,采用SIMENS 840D數(shù)控操作系統(tǒng),主軸最高轉(zhuǎn)速為16 000 r/min,刀庫(kù)最大容量為81。該加工中心有效加工范圍如下:X軸為-315~315 mm,Y軸為100~730 mm,Z軸為100~730 mm,因此夾具設(shè)計(jì)必須考慮工件位置在該范圍之內(nèi)。此外,HELLER加工中心集中供油泵出口壓力為6 MPa,機(jī)床壓縮空氣進(jìn)口壓力為0.6 MPa,液壓夾具與機(jī)床連接方式為快換接頭連接,位于工作臺(tái)回轉(zhuǎn)中心,并采用機(jī)床推薦使用的快換接頭。該快換接頭有5個(gè)接口,其中3個(gè)油路孔、2個(gè)氣路孔。在該變速箱殼體加工中心液壓夾具油路設(shè)計(jì)中將會(huì)用到全部3條油路孔及其中一條氣路孔D,這3條油路孔分別為夾緊供油孔A、松開(kāi)供油孔B、控制油路孔C。
1.2 工藝功能要求及設(shè)計(jì)實(shí)現(xiàn)及液壓件選用
該變速箱殼體屬于鋁合金鑄件,且加工余量較小,既要保證能被夾具夾緊保證精度要求,又要避免由于夾緊力過(guò)大引起變形,因此決定采用中低壓夾具,夾緊力范圍在6~18 MPa,且能根據(jù)需求調(diào)整。由于機(jī)床出口壓力為6 MPa,因此必須借用油壓增壓器來(lái)達(dá)到所需壓力要求,目前選用增壓倍數(shù)為3倍的增壓缸即可滿足要求。此外,要實(shí)現(xiàn)工件夾緊壓力可調(diào),必須在油路中接入可調(diào)減壓閥來(lái)滿足壓力可調(diào)要求。工件在夾緊過(guò)程中,有一系列的動(dòng)作順序,工件首先被夾緊油缸夾緊后,再由輔助支撐缸輔助支撐工件,力求達(dá)到殼體在加工時(shí)能均勻受力,因此必須用到順序閥來(lái)實(shí)現(xiàn)各個(gè)動(dòng)作的連續(xù)性。另外,在夾具夾緊工件之后,必須要告知機(jī)床控制系統(tǒng)上料已準(zhǔn)備完畢,因此存在1個(gè)夾具夾緊告知信號(hào),此時(shí)需要用到上文中提到的控制油路孔C孔。如何才能得到該控制信號(hào)呢?答案就是讓機(jī)床來(lái)檢測(cè)到其控制油路中存在油壓,即夾具夾緊工件后,其夾緊油路A口持續(xù)供油,在不影響工件夾緊的前提下,多余的液壓油需要通過(guò)控制口C孔返回。要實(shí)現(xiàn)該要求,需要組合使用順序閥及液控?fù)Q向閥,具體見(jiàn)圖1。
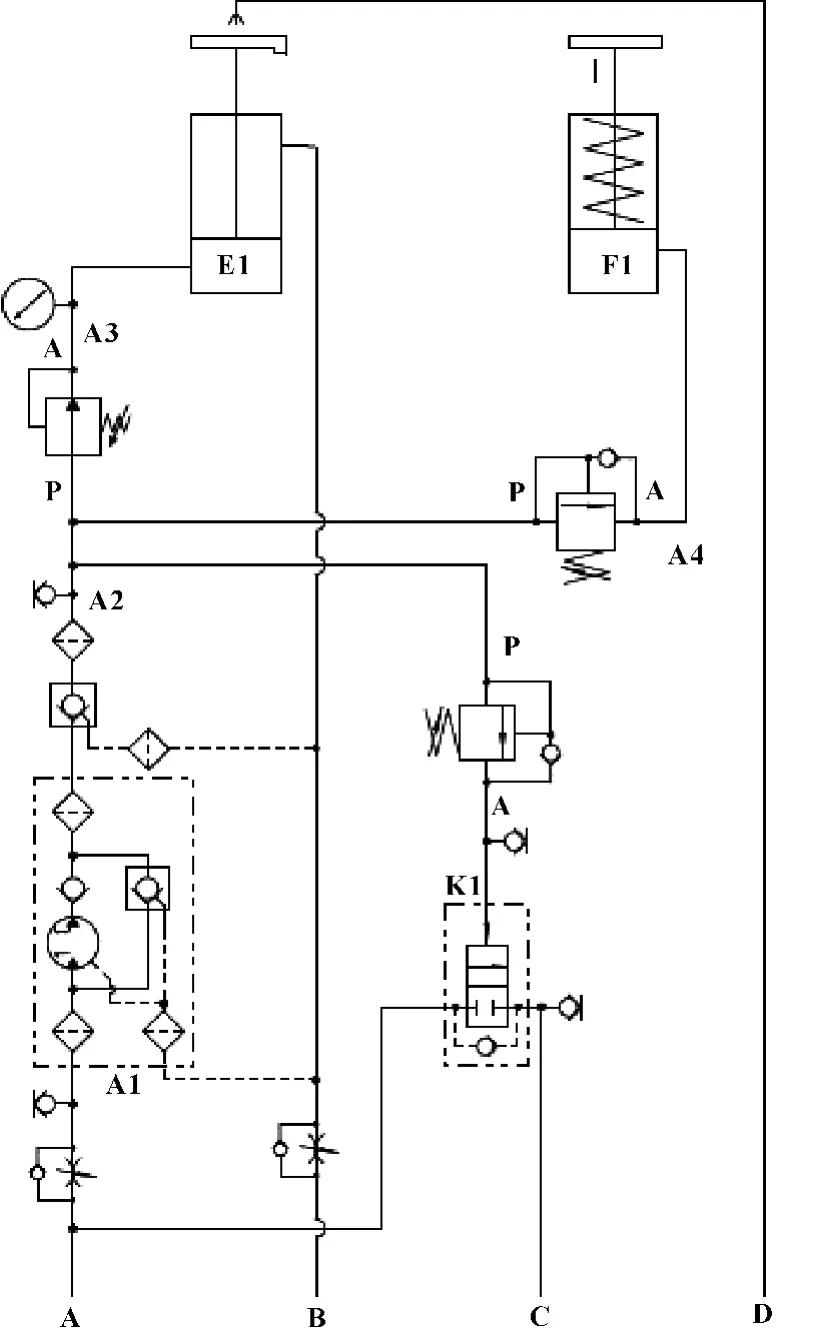
圖1 變速箱殼體加工中心夾具液壓原理圖
通過(guò)C孔返回的油路與夾緊油路A之間存在1個(gè)單向閥,在單向閥與快換接頭C孔油路之間裝有1個(gè)壓力開(kāi)關(guān),當(dāng)壓力到設(shè)定值時(shí),開(kāi)關(guān)開(kāi)始動(dòng)作,并將開(kāi)關(guān)信號(hào)傳遞至機(jī)床控制系統(tǒng),告知機(jī)床夾具已準(zhǔn)備完畢,具體見(jiàn)圖2,其中A、B、C、D油路對(duì)應(yīng)圖2中鎖緊油路A、松開(kāi)油路B、控制油路C、氣密檢測(cè)口D;6 MPa為機(jī)床液壓系統(tǒng)油壓值,0.6 MPa為工廠壓縮空氣氣壓值。
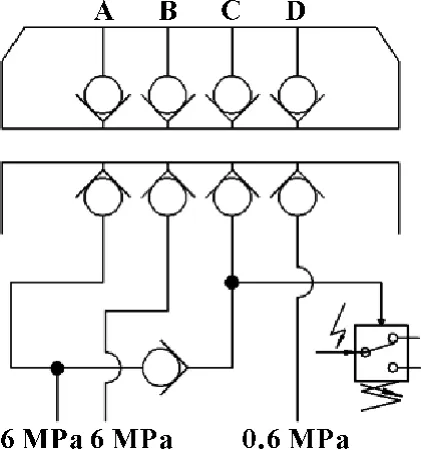
圖2 機(jī)床工作臺(tái)內(nèi)部部分油路簡(jiǎn)圖
1.3 安全性要求及相關(guān)液壓件選用
該變速箱殼體單件質(zhì)量在5 kg左右,在交換工位過(guò)程中,交換工位時(shí)間較短,如果由于夾具漏油而造成夾具卸荷,將直接導(dǎo)致殼體從夾具上脫離,存在安全隱患。因此,為了避免發(fā)生生產(chǎn)安全事故,必須在油路中添加液控單向閥,在達(dá)到一定壓力時(shí)能夠?qū)崿F(xiàn)保壓。雖然油壓增壓器具備液控單向閥功能,但僅有此是不足夠的,因?yàn)橛蛪涸鰤浩魅绻l(fā)生漏油,同樣將造成嚴(yán)重后果。鑒于此,必須在油壓增壓器之后和可調(diào)減壓閥之前裝配一個(gè)液控單向閥,通過(guò)兩個(gè)液控單向閥來(lái)實(shí)現(xiàn)夾具雙重保壓,為安全生產(chǎn)提供雙保險(xiǎn)。在選用液控單向閥時(shí),務(wù)必要注意液控單向閥開(kāi)啟壓力要低于機(jī)床所供油壓,否則會(huì)發(fā)生夾具無(wú)法回油、卡爪無(wú)法松開(kāi)的情況。
2 該變速箱殼體液壓系統(tǒng)故障及分析
2.1 夾具裝入機(jī)床后無(wú)任何動(dòng)作
在首次將夾具裝入機(jī)床后,執(zhí)行相關(guān)動(dòng)作時(shí),夾具無(wú)任何動(dòng)作。在測(cè)試點(diǎn)接頭處接入油壓表之后,執(zhí)行相關(guān)動(dòng)作時(shí),油壓表無(wú)壓力數(shù)據(jù)顯示,初步判斷機(jī)床未對(duì)夾具供油,機(jī)床與夾具連接裝置即快換接頭未打開(kāi)。將夾具吊離機(jī)床后,經(jīng)過(guò)重新測(cè)量,發(fā)現(xiàn)快換接頭嚙合面距離機(jī)床夾具安裝參考面尺寸短1 mm。在添加1 mm墊片后,再次將夾具裝入機(jī)床后夾具開(kāi)始有各種動(dòng)作,該問(wèn)題得到解決。
2.2 夾具有動(dòng)作,但夾具底板處漏油
在上一問(wèn)題解決后,夾具動(dòng)作基本恢復(fù),但幾小時(shí)過(guò)后,某套夾具底板處開(kāi)始大量滲出液壓油,在采取緊急措施后,開(kāi)始排查問(wèn)題。分析確定,底板處漏油并非夾具油管漏油所致,而是底板處快換接頭漏油導(dǎo)致的。將該夾具吊離機(jī)床,經(jīng)過(guò)仔細(xì)觀察發(fā)現(xiàn)其快換接頭上一個(gè)單向閥受外力撞擊已變形,此處漏油嚴(yán)重,經(jīng)判定是在運(yùn)輸過(guò)程中被撞擊所致。在更換全新單向閥后,問(wèn)題得到解決。
2.3 夾具夾緊動(dòng)作正常,但無(wú)法卸荷松開(kāi)
在后續(xù)試生產(chǎn)過(guò)程中,發(fā)現(xiàn)全部6套夾具夾緊工件動(dòng)作正常,但是偶爾發(fā)生夾具在夾緊工件后無(wú)法卸荷松開(kāi)工件的現(xiàn)象。經(jīng)過(guò)多次分析,機(jī)床油路及控制系統(tǒng)均正常,夾具油路及各種控制閥也均合格。受困于該故障是偶發(fā)現(xiàn)象,開(kāi)始排查夾具執(zhí)行松開(kāi)動(dòng)作時(shí),松開(kāi)油路各個(gè)節(jié)點(diǎn)處的油壓。后來(lái)發(fā)現(xiàn)問(wèn)題出在油壓增壓器及其出口處的液控單向閥,但仍然未找到癥結(jié)所在。在詳細(xì)分析了油壓增壓器及液控單向閥的相關(guān)參數(shù)后發(fā)現(xiàn),油壓增壓器內(nèi)置液控單向閥及外接液控單向閥開(kāi)啟壓力不一致,油壓增壓器內(nèi)置液控單向閥開(kāi)啟壓力大約為油壓增壓器出口壓力的10%,即1.8 MPa,遠(yuǎn)低于機(jī)床供油壓力,而外接液控單向閥RH-1型開(kāi)啟壓力約為6.5 MPa,稍高于機(jī)床供油壓力,問(wèn)題即由此導(dǎo)致。在將此RH-1型液控單向閥更換為RH3V型之后,全部6套夾具動(dòng)作均恢復(fù)正常,再未發(fā)生過(guò)無(wú)法回油的情況 (注:RH-1型液控單向閥及RH3V型液控單向閥的開(kāi)啟壓力均由其出口壓力決定,在該夾具液壓系統(tǒng)中,其出口壓力均為18 MPa左右)。
3 結(jié)論
該變速箱殼體加工中心夾具液壓系統(tǒng)的設(shè)計(jì)不僅保證了殼體加工時(shí)的穩(wěn)定性、生產(chǎn)安全性要求,同時(shí)結(jié)合了邏輯控制理念及本質(zhì)安全設(shè)計(jì)理念,其設(shè)計(jì)是比較成功的,表現(xiàn)如下:
(1)增壓及可調(diào)壓功能、氣密性檢測(cè)及輔助支撐功能表現(xiàn)良好,滿足加工使用要求;
(2)安全保壓系統(tǒng),即由油壓增壓器及液控單向閥組成的保壓系統(tǒng)在整改之后發(fā)揮了出色的安全性能,滿足了殼體在加工時(shí)的安全要求;
(3)在生產(chǎn)驗(yàn)證過(guò)程中,多個(gè)問(wèn)題的出現(xiàn),暴露了在設(shè)計(jì)過(guò)程中態(tài)度不夠嚴(yán)謹(jǐn)及相關(guān)液壓元件選用不合理的弱點(diǎn),亟需在以后工作中徹底避免。
[1]張瀅瀅,劉春雨.關(guān)于機(jī)床夾具的發(fā)展前景的探討[J].科技創(chuàng)新導(dǎo)報(bào),2011(26):69-69.
[2]彭小敢.一種臥式加工中心機(jī)床夾具的設(shè)計(jì)及應(yīng)用[J].制造技術(shù)與機(jī)床,2013(9):147 -149.
[3]鄒金喜.快裝液壓夾具的夾緊機(jī)理分析與維修[J].硬質(zhì)合金,2010(8):236-241.
