基于SINUMERIK 802D數控系統在車床CK6141改造中的成功應用
2015-02-24 07:38:52季照平
機床與液壓 2015年22期
季照平
(南通職業大學機械工程學院,江蘇南通 226007)
CK6141車床是某校1996年從某機床廠購買的凱恩帝系統的臥式車床。該機床是該校學生金工實習的重要設備,運行一直比較正常。但是最近幾年,由于使用時間比較長、電氣元件及控制系統老化,導致系統運行不穩定,故障頻發,無法正常運行。經過對不同數控系統的反復比較、論證,擬采用SINUMERIK 802D數控系統對車床進行改造。
1 改造方案
1.1 數控系統及驅動的選型
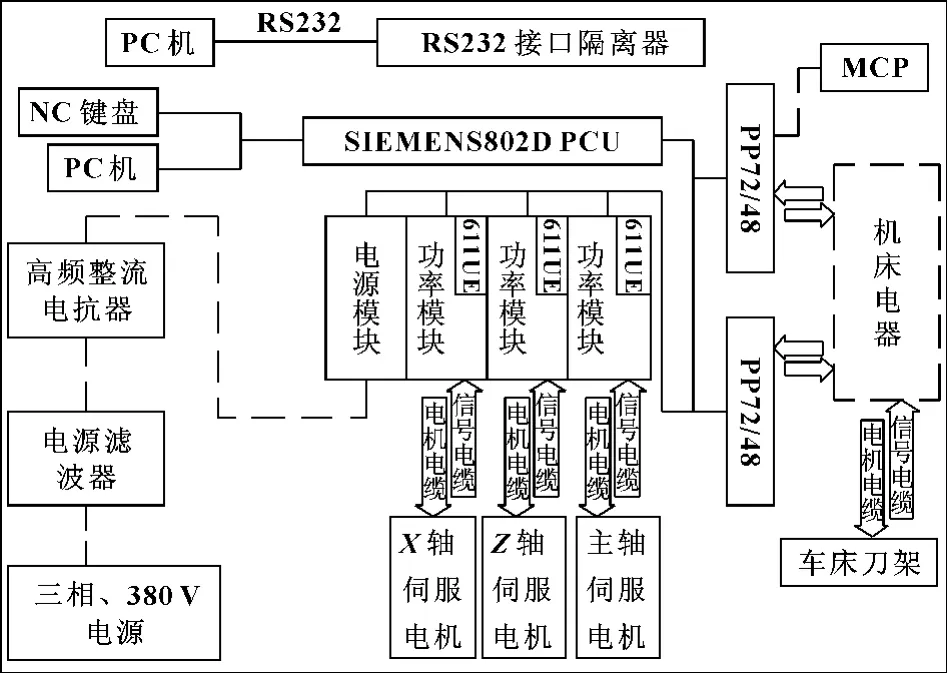
圖1 機床系統框圖
SINUMERIK 802D數控系統具有免維護性,其關鍵部件PCU把PLC、CNC、通信和人機交互界面等功能進行系統集成,運行穩定、便于安裝;SINUMERIK 802D數控系統可以對一個數字或模擬主軸和4個進給軸進行控制,通過現場總線Profibus將驅動器、輸入輸出模塊連接起來。CK6141車床原先X、Z軸就配備了直流伺服電機及驅動放大器,機械傳動結構是滾珠絲桿和定比齒輪箱,這些都為機床改造創造了有利條件。通過對實際情況的仔細研究,伺服放大器選用 SIEMENS 611UE、伺服電機選用 SIEMENS 1FK7、變頻器選用SIEMENS MASTER440,將原有的放大器、伺服電機、變頻器全都進行更換。伺服放大器SIEMENS 611UE可以對一個模擬主軸和兩個進給軸進行控制,主軸可由CNC發出指令進行控制,并且主軸電機帶有絕對值編碼器,可實現轉進給G94和螺紋G33等功能。改造后的機床系統框圖如圖1所示。
1.2 數控系統的安裝調試
SINUMERIK 802D是運用Profibus現場總線控制的經濟型數控系統,輸入、輸出和位置調節信號均是通過Profibus總線傳輸的。總線Profibus的主備是PCU,它的每一個從設備都有專屬于自己的IP地址,因此可以對從設備進行任意排序。PP72/48的總線(通過總線Profibus接口連接)地址由模塊上的IP地址開關S1設置。PP72/48模塊一的總線地址設為“9”,PP72/48模塊二的總線地址設為“8”,若選配更多,則依次設定。伺服放大器611UE的總線地址可以通過自身攜帶的輸入鍵設定,亦或用軟件Simocom設置。伺服放大器的總線接口模塊用于控制電流環和速度環。SINUMERIK 802D數控系統可提供標準的機床控制面板,面板上均提供6個客戶自定義鍵,每個鍵都分配好固定的總線地址,可通過PLC對其進行編程設定,所以改造機床時可根據實際需要對這些按鍵進行定義。
1.3 PLC的調試
由于該機床使用年限較長,原先潤滑及冷卻系統等部件都相當陳舊,部分裝置無法正常工作。所以改造中,更換了冷卻泵、刀架換刀電機、主軸箱和導軌液壓潤滑油泵,確保改造后這些部件能穩定運行。PLC程序對控制刀架電機、冷卻系統電機、潤滑系統電機的輔助觸點進行采集并運用于邏輯控制。設計PLC同時全面考慮了機床的機械和軟件限位、急停信號、進給軸之間的互鎖信號,并通過總線將所有這些輸入、輸出信號采集到PLC內進行邏輯控制。通過對數控機床工作原理的充分研究,設計出合理的PLC程序。由于SINUMERIK 802D數控系統自身攜帶標準的PLC程序,所以機床改造時亦可根據實際情況,對原標準PLC程序進行修改,從而達到所需的機床邏輯控制。
具體調試PLC程序的方法如下:(1)用SINUMERIK 802D提供的RS232通信電纜將數控系統和計算機的COM口進行連接;(2)數控系統進入聯調方式:系統→PLC?STEP7→設置通信參數→選擇“連接開啟”軟鍵;(3)運行PLC編程軟件,找到通信界面,設置通信參數;(4)在PLC軟件內編制好正確的邏輯控制程序,通過通信電纜,導入到數控系統。成功導入后,在數控系統中啟動PLC應用程序。(5)對主軸和X、Z進給軸進行調試,使得PLC程序實現機床所要求的具體功能,并將SINUMERIK 802D提供的6個用戶自定義分配好相應的功能,如換刀、機床照明、潤滑、冷卻等功能。
1.4 變頻器SIEMENS MASTER440的調試
變頻器MASTER440可與各種驅動器相匹配,它采用簡潔的模塊化設計,Profibus總線模塊和操作面板均可安裝、固定在上面,并且它運用了最前沿的IGBT技術 (易操作、高穩定的矢量控制技術)。通過磁通電流控制單元優化動態響應,從而優化電機控制。CNC數控系統和驅動系統是通過Profibus總線進行通信,并實現對其控制。通過伺服放大器611UE攜帶的75A模擬接口和15端子對MASTER440變頻器進行控制,變頻器的接通和切斷是通過PLC程序來實現的。變頻器和放大器的連接示意圖如圖2所示。
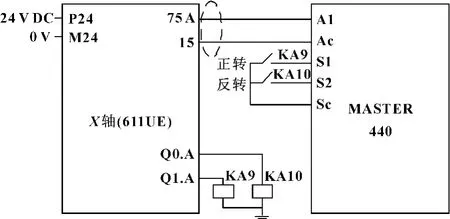
圖2 變頻器和放大器連接示意圖
1.5 伺服放大器611UE的調試
根據機床加工的實際需要,為機床驅動進給系統配置了帶有絕對編碼器的伺服電機1FK7和伺服放大器611UE。數控設備的加工性能在很大程度上由位置控制系統和伺服放大系統的性能決定,如機床的最大切線進給速度、主軸角定位精度、位置定位精度、重復定位精度等皆取決于位置控制和伺服放大系統的靜、動態特性。伺服驅動裝置由速度控制單元和伺服電機構成,它可以對電機轉速進行任意調節并滿足在切削過程中所需的扭距。位置反饋檢測單元根據定位精度的要求實時反饋閉環控制系統所需要的反饋信號。在PLC程序調試完畢后,把計算機和伺服放大器611UE的X471接口用驅動器通信電纜進行連接。把驅動進給系統上電后,伺服放大器的液晶屏上顯示“A1106”,則表示驅動系統數據未設置,同時總線接口模塊和R/F的紅燈均亮起。在計算機中啟動Simocom驅動系統調試軟件,然后設置好通信方式、電機參數、Profibus總線地址等參數后,伺服放大器液晶屏則顯示“A0831”,同時總線接口模塊上的紅燈依然亮起,表示當前處于總線數據通信狀態。設置參數后,注意將參數進行保存。
1.6 SINUMERIK 802D的基本參數設定
總線Profibus的參數通過參數號MD11240來設定,將該參數設置為4后,伺服放大器的液晶屏顯示“A832”(表示總線沒有同步信號),同時放大器總線接口上的指示燈呈綠色;驅動定位模塊由參數MD30130、MD30220設定;位置控制參數MD30130、MD3024設定生效后,放大器液晶屏顯示“RUN”;傳動系統參數為MD31030、MD31050、MD31060,按技術方案要求進行設定;最后設置機床回零參數。
2 數控改造后CK6141所實現的基本功能
(1)回參考點功能
將機床及數控系統上電后,將工作方式旋至“回零”模式,然后分別按下機床X+和Z+的方向鍵,機床自動建立機床零點。
(2)增加手脈功能
在手脈工作模式下,可以進行進給軸選擇,可以設定手脈進給倍率1、10、100 μm等。可通過手脈方法實現軸的快速、準確的定位。
(3)MDA(手動數據輸入/自動加工)功能
在MDA模式下,機床操作人員可以輸入單句或幾句程序進行自動運行。該功能大大縮短了刀補檢驗時間,為程序調試帶來方便。
(4)建立刀補的功能
編程操作人員可將對刀時產生的數據 (刀具直徑、刀號、刀具類型、刀具偏置方向和偏置值等)輸入到SINUMERIK 802D對應的刀補寄存器里面。該功能對刀具補償的運用尤為重要,可以大大簡化編程,提高加工效率。
(5)自動加工功能
在自動加工模式下,按下“Program”鍵,查找并打開已經編輯好的程序,按下“Cyclestart”鍵,程序啟動,機床進入自動運行狀態。“Program”目錄下的數控加工程序可自行在系統面板上編輯輸入也可通過軟件將外部程序導入。
3 結論
此次機床改造是以機床的實際使用狀況為基礎,綜合考慮機床的使用需求以及經濟效益,最終選用了當前使用廣泛的SINUMERIK 802D系統。改造過程中,對原有機械部件作了小部分優化,消除了齒輪間隙較大的缺陷。機床改造后通過長時間的試切削運行,證明此次機床改造是成功的,并達到了改造的預期目的。
[1]西門子數控(南京)有限公司.SINUMERIK 802D安裝調試版本,2002.
[2]陳子銀,陳為華.數控機床結構原理與應用[M].北京:北京理工大學出版社,2006.
[3]孫慧平.數控機床安裝調試技術[M].北京:電子工業出版社,2008.
[4]文懷興,夏田.數控機床系統設計[M].北京:化學工業出版社,2005.
[5]余雷聲,方宗達.電氣控制與PLC應用[M].北京:機械工業出版社,1997.
[6]郁漢琪.電氣控制與可編程控制器應用技術[M].北京:東南大學出版社,2003.
[7]徐錦康.機械設計[M].北京:高等教育出版社,2004.
猜你喜歡
防爆電機(2020年3期)2020-11-06 09:07:42
人大建設(2019年12期)2019-05-21 02:55:44
測控技術(2018年5期)2018-12-09 09:04:50
電子制作(2018年12期)2018-08-01 00:47:44
制造技術與機床(2017年6期)2018-01-19 02:41:21
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
電子制作(2017年7期)2017-06-05 09:36:13
環球時報(2017-03-30)2017-03-30 06:44:45
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
