CMK61200數(shù)控車磨床的設(shè)計
2015-02-24 07:37:54馬曉軍陳海玲王曉剛閆克泉
機床與液壓 2015年22期
馬曉軍,陳海玲,王曉剛,閆克泉
(山東普利森集團有限公司,山東德州 253076)
近年來,多功能復(fù)合機床成為機床發(fā)展的趨勢之一[1-6]。它可以在工件不進行二次裝夾的前提下完成車削、磨削、銑削等工序。二次裝夾耗時長,尤其是大規(guī)格尺寸零件的裝夾,嚴(yán)重制約了加工效率的提高。由于沒有二次裝夾誤差的影響,此類機床加工精度高。相對于購買多臺不同功能的機床相比,多功能復(fù)合機床價格低廉,深受用戶歡迎。
1 整體布局
某機床采用主運動與進給運動分離傳動的形式,床身采用分離四導(dǎo)軌結(jié)構(gòu)。數(shù)控系統(tǒng)采用西門子840D,全閉環(huán)控制。機床配有車削刀架與磨削刀架,兩刀架的X、Z軸導(dǎo)軌均采用恒流靜壓導(dǎo)軌。車刀架采用雙刀板結(jié)構(gòu),適合強力切削。磨刀架采用靜壓主軸結(jié)構(gòu),回轉(zhuǎn)精度高。機床整體結(jié)構(gòu)如圖1所示。
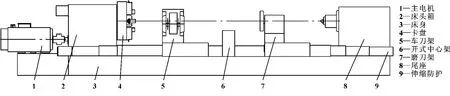
圖1 機床整體結(jié)構(gòu)圖
2 關(guān)鍵結(jié)構(gòu)
2.1 主軸軸承預(yù)緊裝置
機床主軸軸承預(yù)緊采用多點活塞預(yù)緊裝置。如圖2所示,主軸4與軸承5采用1∶12錐面配合。螺母體1與主軸4采用螺紋連接。螺母體1內(nèi)加工有12個并聯(lián)的活塞孔,這些孔在圓周方向均勻布置。孔內(nèi)部裝有活塞2,在螺母體1油路口通入高壓油,在高壓油的作用下,活塞2向前移動,推動墊圈3移動,從而頂緊軸承5。
傳統(tǒng)的主軸軸承采用多點螺釘預(yù)緊裝置,各螺釘采用扭矩扳手控制扭矩。這種方式經(jīng)驗性比較強,扭矩大小不容易準(zhǔn)確控制,常常因各螺釘預(yù)緊力不一致而導(dǎo)致軸承傾斜,裝配過程中反復(fù)拆裝,影響主軸回轉(zhuǎn)精度與使用壽命,售后維修率高。與多點螺釘預(yù)緊裝置相比,活塞預(yù)緊受力均勻,無側(cè)傾力矩的影響,主軸的徑向跳動可提高30%~40%,克服了多點螺釘預(yù)緊裝置的種種不足。
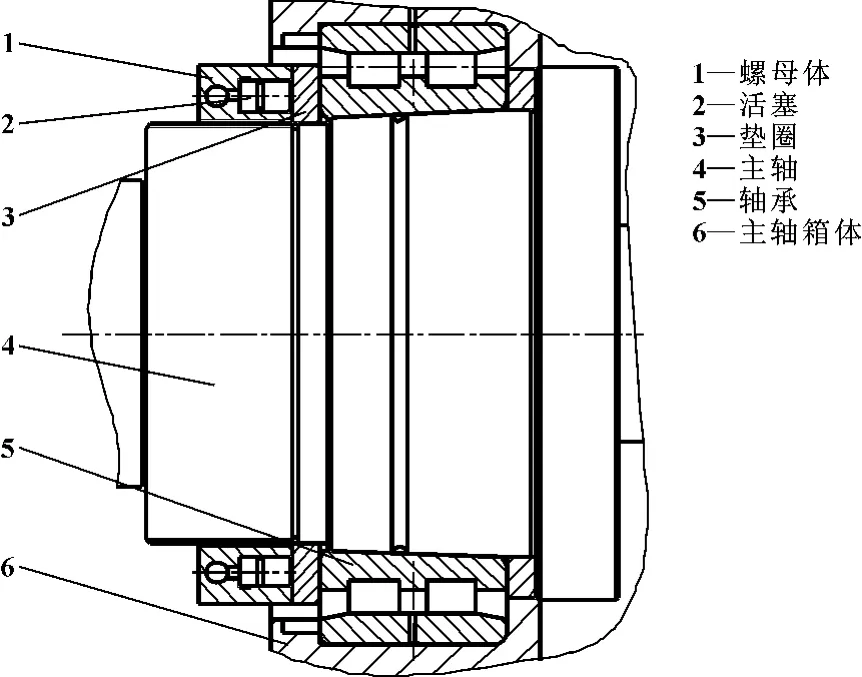
圖2 主軸軸承預(yù)緊裝置
2.2 床身
床身采用分離四導(dǎo)軌結(jié)構(gòu),見圖3。
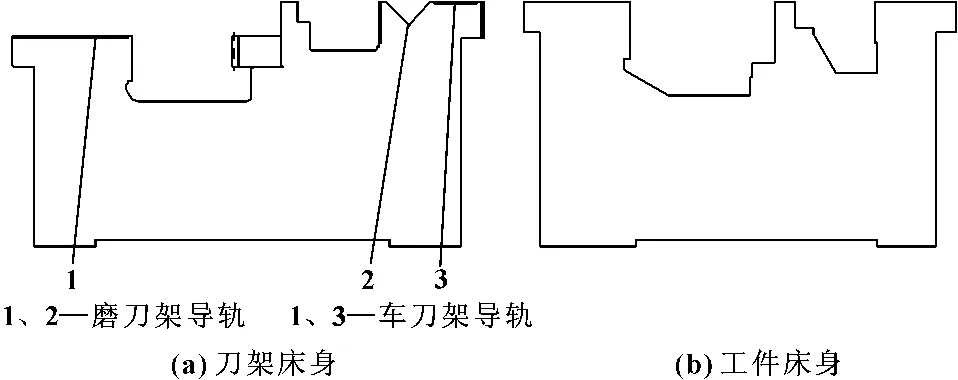
圖3 床身截面圖
其中,刀架床身為機床車刀架與磨刀架進給用床身,工件床身為機床尾座移動用床身。與整體四導(dǎo)軌床身相比,分離四導(dǎo)軌床身造價低廉,調(diào)整工藝性好,可單獨調(diào)整刀架床身與工件床身各自的精度,適合大回轉(zhuǎn)直徑的重型車床使用。
傳統(tǒng)的車磨床床身,其車刀架與磨刀架共用一條導(dǎo)軌,這種結(jié)構(gòu)具有先天的不足。車削過程中,車刀架受力較大,尤其是重切時,車刀架受力更大。為了減小比壓,通常采用矩形導(dǎo)軌。矩形導(dǎo)軌可承受大切削力,導(dǎo)向性一般,移動精度可以滿足普通精度的車床使用。而磨削過程中,磨刀架受力較小,要求磨刀架的導(dǎo)向性好,移動精度高。此時,如果還用矩形導(dǎo)軌,則磨刀架移動精度受影響,磨削精度低。因此,該機床刀架導(dǎo)軌的導(dǎo)向?qū)к壱环譃槎鐖D3所示。其中,1、2為磨刀架導(dǎo)軌,1、3為車刀架導(dǎo)軌。兩導(dǎo)軌導(dǎo)向性好,移動精度高,可以滿足磨削精度的要求。該結(jié)構(gòu)有效解決了現(xiàn)有導(dǎo)軌的種種不足。
工件床身導(dǎo)軌表面鑲有導(dǎo)軌板,該導(dǎo)軌板采用某公司最新的淬火工藝,該工藝已獲國家發(fā)明專利[7]。
2.3 動力減振鏜桿
根據(jù)用戶要求,該機床設(shè)有動力減振鏜桿 (圖4),安裝在框式刀架端面,隨刀架的移動而移動。
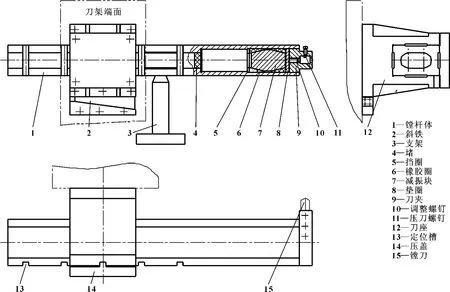
圖4 鏜桿裝置
鏜桿體1為空心結(jié)構(gòu)。為了提高減振塊7和鏜桿體1的質(zhì)量比,鏜桿體1前端內(nèi)孔孔徑大,孔壁薄,孔深大,用以增加減振效果,這一段為懸伸部分。為了減輕鏜桿的質(zhì)量,同時不削弱剛性,鏜桿體后端加工成空心結(jié)構(gòu),孔壁較厚,用以內(nèi)鏜桿的夾持固定。減振塊7材質(zhì)為大密度的鎢鈷合金,兩端套裝橡膠圈6,兩者一同裝入鏜桿體前端的內(nèi)孔,橡膠圈6外環(huán)與內(nèi)孔精密配合。刀夾9一端裝入鏜桿體1內(nèi)孔,螺釘固定,另一端可夾持鏜刀,壓刀螺釘11用于鏜刀的壓緊。調(diào)整螺釘10擠壓墊圈8,擠壓橡膠圈6,從而調(diào)整橡膠圈6的剛度。鏜桿體1懸伸部分的剩余空間內(nèi)充滿甲基硅油或乙基硅油。
在鏜孔加工過程中,鏜桿受到交變切削力的作用而振動,此時鏜桿內(nèi)部的減振塊會產(chǎn)生一個相對滯后的振動,使得減振塊的振動方向與鏜桿體的振動方向相反,從而抵消鏜桿體的振幅。硅油起阻尼作用,調(diào)整橡膠圈的剛度可以調(diào)整振動頻率與振幅。
刀座12為凸形結(jié)構(gòu),前端用螺釘固定在車床刀架端面,后端加工有敞開式的方孔,用于鏜桿體1的裝配。鏜桿體1截面為方形。鏜桿體1上加工有5個定位槽13,可針對加工不同深度的內(nèi)孔5級伸縮分級定位,控制鏜桿體1的最佳懸伸量。鏜桿體1與刀座12對應(yīng)部位加工有定位槽13。壓蓋14的突起鍵壓入對應(yīng)定位槽后,壓蓋14可將鏜桿體1固定于刀座12內(nèi)。調(diào)整斜鐵2可以調(diào)整鏜桿座12的高度,從而調(diào)整鏜刀15的高度。支架3的作用是對整個鏜桿裝置形成輔助支撐。
2.4 雙齒輪消隙進給箱
該機床進給箱采用雙齒輪消隙進給箱,見圖5。進給箱中所有齒輪均為高精度斜齒輪。消隙過程中,碟簧1始終處于預(yù)壓縮狀態(tài)。碟簧1推動Ⅲ軸軸向移動。齒輪2與齒輪3螺旋方向相反,在軸向力的作用下,齒輪軸4與5朝相反方向旋轉(zhuǎn),從而達(dá)到消除反向間隙的目的,如圖6所示。
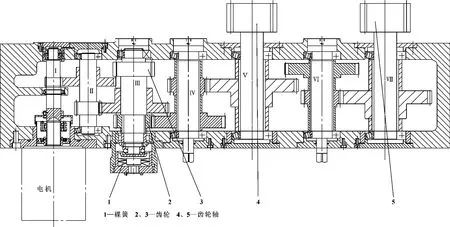
圖5 雙齒輪消隙進給箱
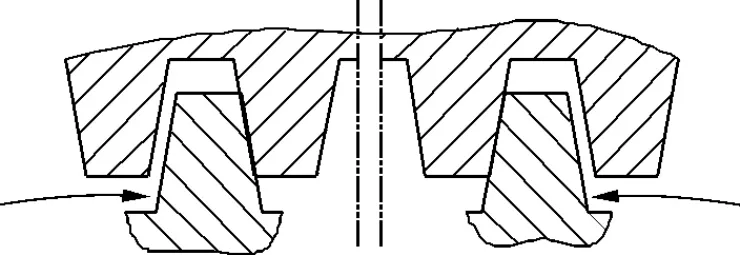
圖6 雙齒輪消隙示意圖
因碟簧的預(yù)壓縮作用,此結(jié)構(gòu)可以自動補償齒輪與齒條節(jié)距不均勻而產(chǎn)生間隙變動量,還可以自動補償磨損量。與液壓油推動Ⅲ軸相比[8],碟簧結(jié)構(gòu)簡單,成本低廉,功能可靠,故障率低,沒有液壓油的污染,后期維護方便。
3 結(jié)束語
闡述了數(shù)控車磨床的整體布局與關(guān)鍵結(jié)構(gòu)。該機床將車、磨功能復(fù)合于一體,同時設(shè)有動力減振鏜桿,有效解決了軸類、筒類零件一次性車削與磨削的問題,功能針對性強,深受用戶歡迎。
[1]何俊.CKM630車磨復(fù)合機床關(guān)鍵部件結(jié)構(gòu)設(shè)計及動態(tài)特性研究[D].柳州:廣西工學(xué)院,2012.
[2]沈丹丹.車磨復(fù)合機床動態(tài)性能分析[D].沈陽:東北大學(xué),2012.
[3]向俊,韓秋實,彭寶營,等.車磨復(fù)合機床主軸系統(tǒng)模態(tài)分析[J].新技術(shù)新工藝,2011(3):17-19.
[4]孫錫娜,韓秋實,楊占璽.車磨復(fù)合機床的發(fā)展現(xiàn)狀及關(guān)鍵技術(shù)[J].精密制造與自動化,2008(1):4-5.
[5]劉哲,王紅軍,孫錫娜.車磨復(fù)合機床的結(jié)構(gòu)設(shè)計與分析[J].機械制造與自動化,2009,38(1):18 -20,39.
[6]王濤,韓秋實,孫志永.數(shù)控車磨復(fù)合機床模型參考自適應(yīng)控制系統(tǒng)的研究[J].機械制造與自動化,2009(4):122-124.
[7]陳海玲,王一嶺,王曉剛,等.鑲鋼導(dǎo)軌的熱處理工藝:中國,201110438359.3[P].2013 -12.
[8]郭煜,祝全民.CH61250臥式車削中心的制造[J].制造技術(shù)與機床,2005(10):38-39.
