3D打印技術在實踐教學中的應用
2015-01-30 01:33:48三峽大學白廣華李立軍
當代教育實踐與教學研究 2015年10期
三峽大學 白廣華 李立軍
3D 打印(3D printing)技術,是快速成型技術的一種。是一種基于離散-疊加原理的快速加工制造方式,也被稱為疊加制造。3D 打印的原理與過程是:首先,得到三維模型,其方法有兩種:一種是正向設計,通過三維設計軟件構建零件三維模型;一種是逆向設計,通過輔助設備(如三維掃描、CT 等)將所需要數據收集并整理得到三維模型。模型得到后將模型轉換為3D打印系統能夠讀取、接受的格式。然后,將模型導入3D打印系統,根據加工工藝對模型進行分層切片處理,得到各層片的截面數據。最后,按照截面數據信息生成加工代碼,控制系統根據加工代碼將成型材料層層固化連接,最終制造出所需要的部件。3D 打印過程都是一種將材料一層層疊加的過程,只不過根據材料的形狀和連接方式不同又將3D 打印機分成了很多種類,現在市面比較流行的主要有:光固化成型、分層實體造型、熔融沉積成型、三維噴涂粘接、激光燒結。
一、成型方式
1.光固化成型。光固化成型 (Stereo Lithography Apparatus.簡稱SLA)技術也叫立體光刻成型技術,是當今世界上研究比較深入、技術比較成熟、應用比較廣泛的成型技術。它的原理就是利用紫外激光照射對紫外光非常敏感的液態光敏樹脂使其固化成型。光固化成型的過程是在一個容器中放入足夠多的光敏樹脂,容器內放一與升降臺相連的成型,板并與液面保持一定的距離。經過聚焦的紫外激光束在控制器的控制下按照零件的截面數據對液態光敏樹脂進行逐層掃描。被掃描的光敏樹脂瞬間產生光聚合反應變為固體,固化后的樹脂粘到成型板上形成零件的一個層面,此時升降臺下降一個距離,如此反復直至整個零件制作完畢。此種成型方式的優點是成型精度高,表面質量好,原料利用率高;缺點是設備和材料成本高。
2.層片粘接技術。層片粘接 (Laminated Object Manufacturing簡稱 LOM)技術也稱薄材疊層制造技術是利用刀具或激光切割薄層紙、塑料薄膜、金屬薄片或陶瓷薄片等片材,通過熱熔膠或其他方式層層粘接,疊加獲得三維實體模型。分層實體制造僅切割內外輪廓,無需加工內部成型速度高,造型材料一般用涂有熱熔膠及添加劑的紙張,成本低,但紙張材料的應用用途受限,工件的性能不高。
3.熔融沉積成型。 熔融沉積成型 (Fused Deposition Modeling,簡稱FDM)技術也稱熔絲沉積制造,是利用電加熱法等熱源熔化熱熔性材料,然后在程序的控制下移動熔化材料,逐層堆積成三維實體。其過程是被制成絲狀的材料通過送絲機構進入被加熱到材料熔點溫度的噴頭;噴頭在控制器的控制下沿零件輪廓和填充軌跡輸出材料,擠出材料迅速固化,并與上層的材料黏結通過層層堆積成型,最終完成零件制造。熔融成型零件強度好,無需激光器等貴重元器件,系統成本低。
4.三維噴涂粘接。 三維噴涂粘接(Three Dimensional Printing,簡稱 3DP)技術也稱立體印刷技術,是一種利用微滴噴射的成型技術。過程與印機相似,其工藝過程為噴頭在微型計算機的控制下,按照得到的數據,在鋪好的粉末上,有選擇地噴射粘結劑,使部分粉末黏結,形成一薄層,一層黏結成型后工作臺下降一個層厚距離,重新鋪粉,繼續選區噴射黏結劑,成型的薄層與已成型的薄層黏為一體,如此重復,直至工件加工成型。三維噴涂黏結系統不采用激光器件,成本低,缺點為零件致密度不高且噴頭容易堵塞。
5.選擇性激光燒結。選擇性激光燒結(Selected Laser Sintering,簡稱 SLS)技術也叫激光選取燒結,是利用具有高能量的激光束的熱效應使粉末軟化或熔化,粘接成薄層,并逐層疊加獲得三維實體模型。其工藝過程為先在工作臺鋪一層粉末,高能激光束在計算機的控制下根據模型的界面數據,有選擇地對已鋪粉末進行掃描,被掃描的粉末因燒結或熔化粘接在一起,未被掃描的粉末起支撐作用并可以再利用,一層加工完畢后,工作臺下降一個層厚高度,重復上述步驟,新燒結層與前一層粘結為一體,如此重復直到工件加工完畢。選擇性激光燒結的優點為成形材料廣泛,材料利用率高;缺點為無法直接成型高性能的金屬和陶瓷部件,成形大工件易發生變形,精度很難控制。
上述五種3D 打印技術雖在市面常用,但用于教學還要綜合考慮打印機的成本經過市場調研,選擇性激光燒結、三維噴涂粘接和分層實體制造暫不考慮,主要考慮成本低加工效率相對較高的光固化成型和熔融沉積成型兩種,二者比較如下表。

注:光敏樹脂為進口材料
經過反復調研最終我們決定選用北京太爾時代科技的up 3D 打印機其打印機主要性能參數為:
二、3D打印在教學中的應用
1.前期工作。利用三維軟件繪制三維圖形,支持3D 打印的軟件有很多,如CATIA、UG、pro/E、auto CAD 等軟件,只要能將圖形存為stl 格式即可。圖1為學生在上課時利用UG 軟件自己設計的一個鑰匙扣。

圖1
STL 格式的轉化 幾種軟件轉化為STL 格式的方法:
AutoCAD2007
輸出模型必須為三維圖形,并且xyz 坐標為正值,步驟為:
(1)文件—輸出
(2)文件類型為平面印刷STL 格式,給出文件名
(3)然后選擇要輸出的實體
(4)確定輸出實體
NX10
(1)文件—導出—STL
(2)設置快速成型參數
(3)給出快速成型文件的名稱
(4)給出文件頭信息
(5)選擇快速成型的體
Pro/E
(1)文件—輸出—模型
(2)設定文件類型的格式為STL
(3)設定模型弦高和角度。模型的弦高的設定為越小越好,到考慮到加工成本貴一半根據工件形狀大小有關。
(4)選擇文件名。
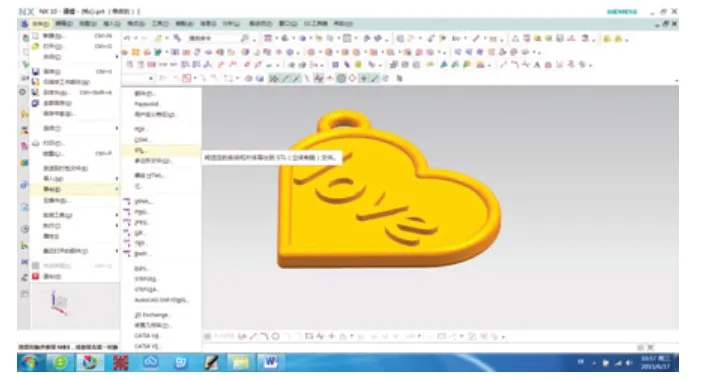
圖2 Siemens PLM software NX10 STL格式轉化
2.圖形打印.將文件用up 打印機專用的切片軟件打開,然后設置層高和其他參數如圖3所示。
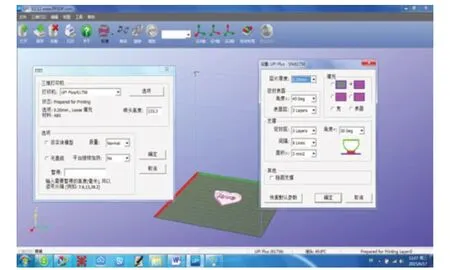
圖3

圖4 打印后的模型
三、教學效果與問題
3D 打印應用與實踐課程得到了同學的一致好評,但是也存在一些問題:打印的圖紙讓學生自己設計速度慢,并且學生沒有很好的軟件基礎,前期的準備時間較長,給學生提前準備圖形讓學生感到枯燥無味;3D 打印速度慢,學生設計一個厚度為3.5mm的小掛飾打印的時間要12 分鐘,一個不是太大的玩偶打印的時間基本上為3 到4 個小時,漫長的時間讓學生感覺無所事事; 材料價格昂貴,學生打一個掛飾一般為3g 左右按最便宜的價格一個需要1.5 元左右,一學期下來材料費很貴;打印機維護費用高,一般情況下維護費用都在2000 元左右; 打印精度低,打印出來的模型精度不高,增加了學生對模型的處理時間。
四、總結
3D 打印技術應用于實踐教學可以增強學生的動手能力,提高學生的想象力和設計創新能力。現在3D 打印技術已列入國家“863”計劃,得到了國家的重視,并且現在各個高校在大力推廣3D 打印技術,各種學生競賽也在突出3D 打印技術,像全國工程訓練綜合能力競賽就專門設置了3D 打印環節。3D 打印技術雖然在實踐教學中應用不是太成熟,但隨著教學工作者的不斷探索,在不久的將來會在實踐教學中起到舉足輕重的作用。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
作文大王·笑話大王(2021年4期)2021-04-26 19:00:35
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
電影(2018年9期)2018-11-14 06:57:21
作文世界(小學版)(2018年4期)2018-10-16 17:13:34
快樂作文·低年級(2016年12期)2017-01-03 20:52:44
光學精密工程(2016年6期)2016-11-07 09:07:19
快樂作文·低年級(2016年6期)2016-06-24 18:58:40
核科學與工程(2015年4期)2015-09-26 11:59:03
