管磨機筒體有限元分析載荷施加方法的探討
2015-01-14 00:59:24張海平陶瑛王國民
河南建材 2015年3期
張海平 陶瑛 王國民
中材建設有限公司(100176)
管磨機筒體有限元分析載荷施加方法的探討
張海平 陶瑛 王國民
中材建設有限公司(100176)
在管磨機運行中,筒體承受重載交變的動載荷,并處于低速而長期連續運轉狀態。筒體屬于不更換的零件,要保證工作中安全可靠,并能長期使用,有必要對其進行有限元分析。本文分別對筒體兩種不同的載荷施加方法進行分析探討,并對仿真計算結果進行對比分析,為磨機筒體的設計提供一定的參考。
ANSYS;管磨機;筒體;有限元分析;載荷
0 前言
管磨機由于結構簡單、堅固,對各種性質的物料適應性強,操作維護管理容易,易損件便于檢查和更換,能長期連續運轉等特點。在建材、冶金、電力、選礦、化工等行業中得到廣泛應用。管磨機筒體是用鋼板卷制焊接而成的圓筒形薄壁殼體,在筒體上還開有磨門(人孔)和螺栓孔。筒體承受重載交變的動載荷,并處于低速而長期連續運轉的狀態。筒體屬于不更換的零件,要保證工作中安全可靠,并能長期使用[1]。
在有限元分析中,載荷的施加對分析結果的影響很大,載荷施加處理的正確與否直接關系到結果的正確性和合理性[2]。這里通過有限元軟件ANSYS對Φ4.2×14 m管磨機筒體載荷施加采用了不同的方法進行有限元分析,并比較其結果,為該管磨機筒體的設計及長期安全可靠運轉提供了一定的理論依據。
1 模型
該Φ4.2×14 m管磨機筒體是由進口滑環、出口滑環、筒體、隔艙板、傳動接管、進料端滑履、出料端滑履組成。其中進口滑環,出口滑環與筒體焊接在一起;傳動接管通過焊接在其上的法蘭用螺栓與出口滑環聯接在一起;隔艙板通過螺栓與筒體聯接,并把筒體分成兩個倉,每個倉開有一個人孔門,兩人孔門成180°角放置。筒體通過兩側的滑環支撐在四個滑履上。
筒體是用鋼板卷制焊接而成的圓筒形薄壁殼體,其厚度遠小于板面長寬的尺寸,是有限元中的薄板問題。在構建薄壁結構的有限元模型時通常選用殼單元[3]。
在建立分析模型時沒有建立襯板、螺栓等模型,這是因為襯板截面形狀復雜,難以建立與實際相符的模型;而螺栓數目較多,如果建模時全部考慮,則大大增加模型的復雜程度,浪費計算機資源。這里將筒體的襯板、螺栓等特征按非結構質量處理,把它們的質量按等效密度施加到相應的筒體單元上[4]。根據筒體的結構,采用了殼單元建模。兩側的四個滑履采用了三維實體單元建模。筒體分析模型如圖1所示。
為了更好地模擬所有易產生應力集中的區域,人孔門及其圓角等關鍵區域網格劃分較細,而非關鍵區域則可適當粗大。模型網格劃分見圖2,圖3。
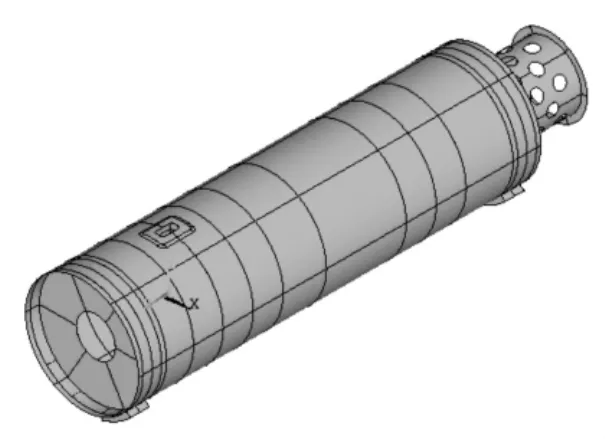
圖1 筒體分析模型

圖2 整體模型網格劃分
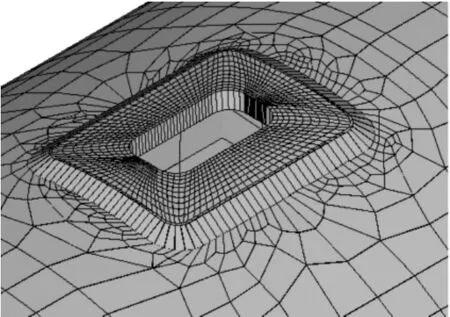
圖3 人孔門網格劃分
2 約束
根據管磨機的運行情況,出料端兩滑履的底部表面施加固定約束,進料端兩滑履的底部表面施加簡支約束。兩端的滑環與相應端的滑履通過接觸單元聯接。傳動接管末端的軸向移動和軸向轉動自由度施加約束。
3 載荷
在管磨機運轉過程中,研磨體和物料等作用于磨機筒體上的載荷是動態變化的,此處進行適當簡化。把管磨機運轉一周均勻地分成12個等分,每等分稱為1時,總共12時。當然也可以劃分更多的等分,但考慮到計算機資源和計算效率,通過比較發現劃分為12等分既可以提高計算效率,也能有效地反映出管磨機運轉一周筒體的變形量和強度分布的變化[4]。
管磨機筒體的載荷問題長期困擾著分析工程師。由于載荷施加的不同,所產生的分析結果有很大的差異,甚至影響其正確性。此處對管磨機筒體兩種不同的載荷施加方法加以分析討論。
3.1 載荷施加方法一
在考慮研磨體和物料的載荷作用時,按照流體介質靜壓力施加在筒體的內表面上類似于水壓力的理論,對于此磨機,按研磨體填充率30%計算,相應的“液面”距中心平面高度為1 434 mm,且“液面”水平。載荷施加情況如圖4所示。
3.2 載荷施加方法二
當管磨機運轉工作時,研磨體和物料的“液面”并不是水平的,而是與水平方向成一定的角度。載荷施加情況如圖5所示。
經計算,隔艙板的質量為12 303 kg,襯板的質量為91 909 kg。作用力方向均為豎直向下。
圖4 載荷施加方法一示意圖(左)
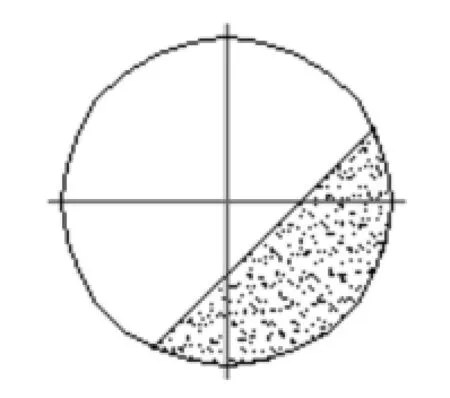
圖5 載荷施加方法二示意圖(右)
4 分析結果及對比
限于篇幅,只顯示了載荷施加方法一所計算出的綜合變形分布圖和Von mises等效應力分布圖,如圖6和圖7所示。
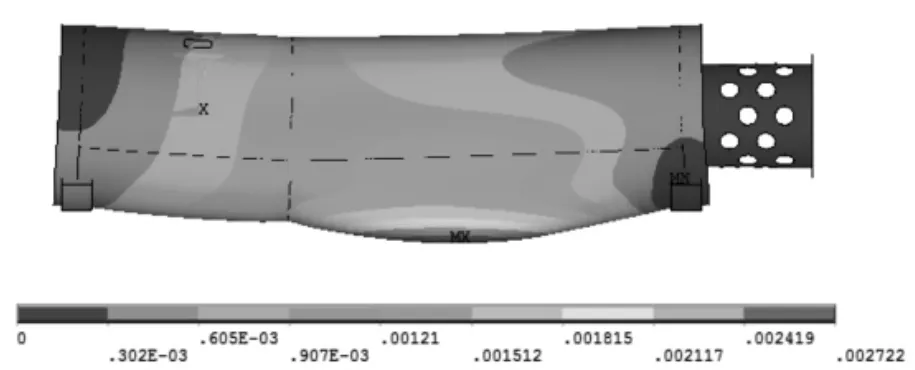
圖6 筒體綜合變形分布圖
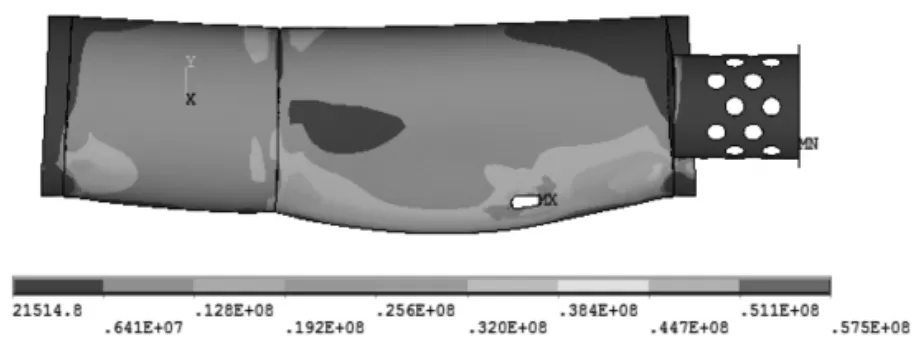
圖7 筒體Von mises等效應力分布圖
出料端人孔門的圓角區域(見圖7)為應力值最為集中的區域。在兩種不同的載荷施加方法下,出料端人孔門圓角區域計算所得的應力值及筒體變形結果對比見表1。限于篇幅,只列出了筒體在最大應力值時刻(即載荷施加方法一11時和載荷施加方法二2時)的應力值及筒體變形,沒有列出其它時刻的應力值及筒體變形。
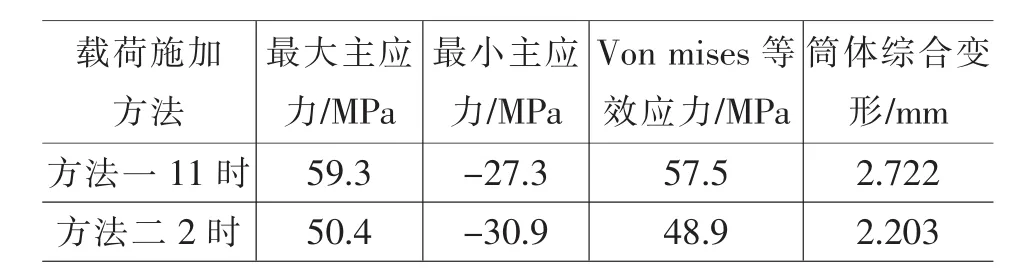
表1 兩種不同的載荷施加方法所得的計算結果對比表
從表1對比分析可知:磨機筒體最大的等效應力出現在出料端人孔門的圓角處,且載荷施加方法一的筒體應力值及筒體變形要比載荷施加方法二的大。
若要減小人孔門的應力,可以考慮增大人孔門的圓角半徑或增大人孔門加強板的板厚,進一步提高筒體的可靠性。
5 結論
這里利用有限元軟件ANSYS對管磨機筒體進行分析時,對筒體載荷兩種不同的施加方法進行了分析探討,并對他們的計算結果進行了對比分析。
有限元分析結果表明,兩種不同的載荷施加方法下筒體的最大等效應力都出現在人孔門處,其兩者的最大應力值有較大的差異。因此,在筒體的設計過程中對以上方面必須全面和著重考慮。
猜你喜歡
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
設備管理與維修(2015年11期)2015-03-16 05:57:40
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18