臨海高等級公路灌河大橋鋼橋面系制造技術(shù)工藝技術(shù)研析
2014-12-26 02:06:54王穎
科技視界 2014年3期
關(guān)鍵詞:焊縫
王 穎
(中鐵山橋集團有限公司,河北 秦皇島 066205)
1 工程概況
臨海高等級公路灌河大橋主橋采用 60.8m+117.2m+400m+117.2m+60.8m=756m雙塔雙索面半漂浮體系鋼與混凝土組合梁斜拉橋。橋面縱坡為2.5%,中跨及部分邊跨處于R=10000m的圓弧豎曲線上。主梁采用雙邊“工”字型邊主梁結(jié)合橋面板的整體斷面,寬36.5m;索塔采用H型索塔索塔兩側(cè)各布置17對斜拉索。橋型布置圖見圖1。
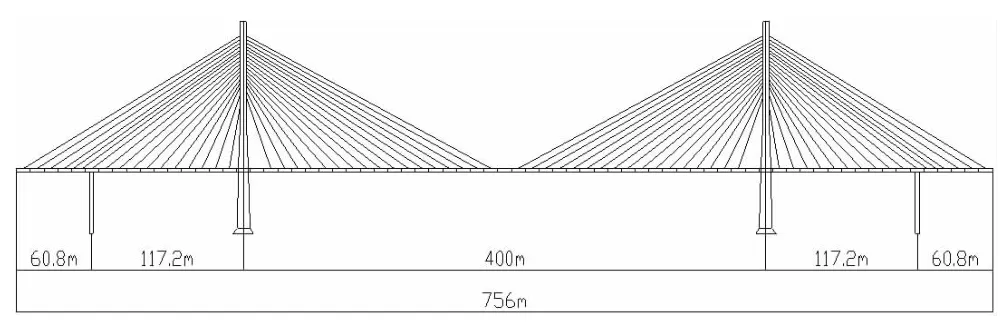
圖1 灌河大橋橋型布置圖
2 結(jié)構(gòu)特點
全橋主梁共71個節(jié)間,每個節(jié)間由2個邊主梁、1~5個鋼橫梁(標準節(jié)間3個鋼橫梁)及9個小縱梁組成。主梁采用雙邊“工”字型邊主梁結(jié)合橋面板的整體斷面,兩邊主梁橫向中心距34.5m,全寬36.5m,梁高 3.6m(主梁中心線處),其中邊主梁中心線處梁高2.7m。鋼梁標準斷面直觀圖如圖2所示。
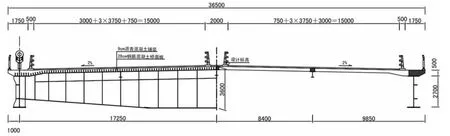
圖2 主梁標準橫斷面(單位:mm)
2.1 邊主梁
單側(cè)邊主梁采用“工”字型截面,下翼緣水平設(shè)置,上翼緣設(shè)2%單向橫坡,腹板采用直腹板。與橫梁位置對應設(shè)置一道豎向加勁肋。
2.2 鋼橫梁
鋼橫梁采用“工”字型斷面,全長33.48m。橫梁與主梁頂?shù)装寰3执怪保瑯藴书g距3.6m。橫梁上翼緣設(shè)雙向2%橫坡。橫梁與邊主梁通過高強螺栓拼接。
2.3 錨拉板
斜拉索在鋼梁上的錨固采用了錨拉板結(jié)構(gòu)形式。錨拉板構(gòu)造主要由拉板及加勁、錨管及加勁、錨墊板等組成。拉板焊接于邊主梁上翼緣板頂面,并與邊主梁腹板位置對應。錨管嵌于錨拉板上部的中間,錨管兩側(cè)通過熔透焊縫與拉板互相連接。
2.4 小縱梁
在橫梁中部及距離主梁中心線8.4m兩側(cè)各設(shè)置一道小縱梁。采用“工”字形截面,縱梁上翼緣與橫梁采用高強度螺栓拼接。
3 制造工藝技術(shù)研析
結(jié)合本橋結(jié)構(gòu)特點,劃分為邊主梁、橫梁、小縱梁、錨拉板單元(焊于主梁上)、鋼錨梁、鋼牛腿等構(gòu)件,在公司車間對各類構(gòu)件進行工廠化加工制作,各類構(gòu)件截面以箱形和工字形為主,可按“下料→加工→組裝→焊接→矯形→制孔→試拼裝 (→施焊剪力釘)→表面處理→涂裝”的基本程序制造。構(gòu)件制造完成后在試拼場對鋼梁進行多節(jié)段連續(xù)試拼裝,拼裝合格后解體,進行表面處理、涂裝、發(fā)運,并在架設(shè)工地完成工地焊縫的焊接及高強度螺栓連接。
本橋構(gòu)件制作的關(guān)鍵工藝包括:鋼板趕平及預處理、切割下料及加工、精確制孔、焊接質(zhì)量,尤其是錨拉板與邊主梁間熔透焊縫質(zhì)量;錨拉板及鋼錨梁角度控制。
3.1 邊主梁制作技術(shù)(含錨拉板單元)
3.1.1 邊主梁結(jié)構(gòu)特點及制作重點分析
邊主梁為工形結(jié)構(gòu),由上下翼緣板、腹板、錨拉板單元、橫梁接頭板、縱向加勁肋及豎向加勁板組成。相鄰工形翼緣板、腹板、縱向加勁肋及與橫梁連接均采用高強度螺栓連接;錨拉板與邊主梁上翼緣板焊接連接。邊縱梁示意如3圖所示。
根據(jù)邊主梁的結(jié)構(gòu)特點,在桿件制造時應重點考慮以下幾點:
1)錨拉板直接焊于邊主梁上翼緣板上,此焊縫是全橋最關(guān)鍵的焊縫,直接關(guān)系到大橋的安危,必須采取可靠的工藝來保證該焊縫熔透和質(zhì)量。
2)因為上翼緣板上面與錨拉板熔透焊接,下面與腹板熔透焊接,在焊接應力的作用下易造成上水平板層狀撕裂,必須采取可靠的預防措施。
3)錨拉板是全橋傳力系統(tǒng)中關(guān)鍵構(gòu)件,其角度控制是制造的難點和重點,需采取有效技術(shù)措施加以保證。
4)邊主梁兩端高強螺栓連接,兩端孔間距精確度是保證橋梁線形的關(guān)鍵。為此,制孔工藝必須充分考慮熔透焊縫及錨拉板與上翼緣板連接等各種因素的影響,以確保邊主梁的制孔精度。
鑒于上述幾點,比選幾種制作方案后,確定了邊主梁采取錨拉板單元與上翼緣板焊為一體后再進行工形組焊和后孔的方案,此方案與工形組焊后再將錨拉板單元焊于工形上的方案比較,在于此方案能夠同時保證直探頭和斜探頭來對此焊縫進行超聲波探傷,從而確保熔透焊縫的質(zhì)量,也避免了工形扭曲難以控制的弊端,且后孔法更易保證制孔精度。
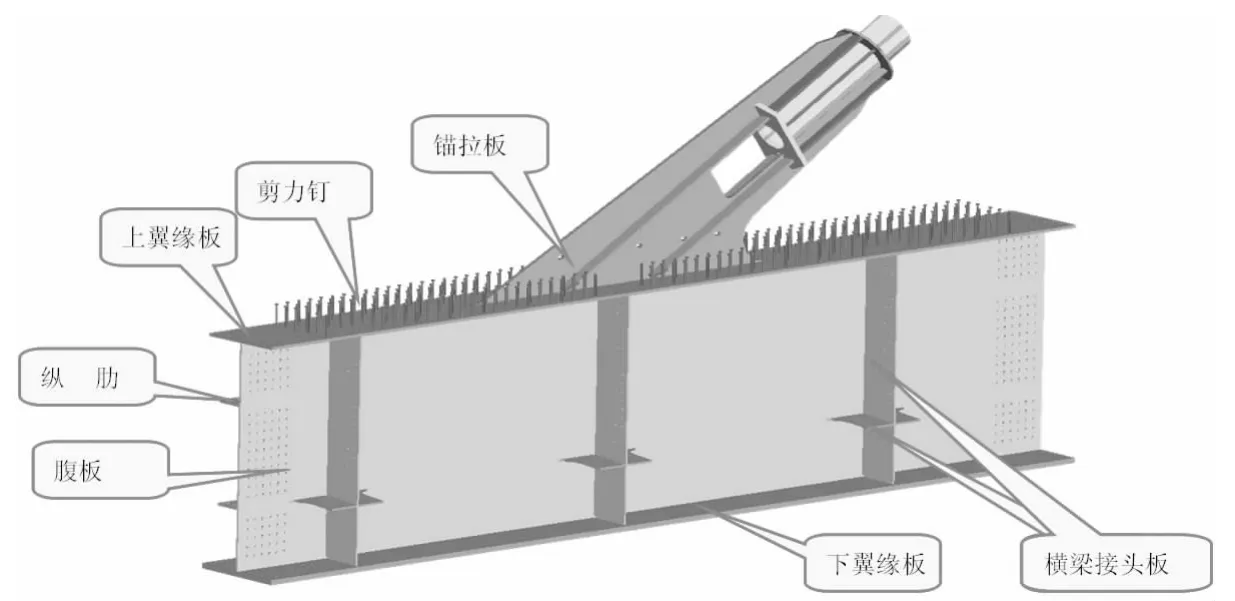
圖3 邊主梁效果圖
3.1.2 具體邊主梁制作工藝(含錨拉板單元)
邊主梁的制作工藝流程主要為:預處理及下料→零件機加工→接頭板出孔→錨拉板單元件組焊→組工形→組焊肋板→工形立體劃線制孔→試裝后焊剪力釘→涂裝
1)零件下料
板材經(jīng)過預處理線完成預處理后,采用數(shù)控切割機下料。下料時對主要邊緣和焊接邊等預留機加工量,翼緣板及腹板預留二次切頭量。
下料重點為上、下翼緣板:采用火焰切割機。為了防止上翼緣板因焊接產(chǎn)生層狀撕裂,在下料前先對焊接錨拉板的部位進行超聲波探傷。
2)零件機加工
錨拉板:劃線確保焊接邊與軸線角度α精度、高度h允許偏差,機加工完焊接邊后將搭橋切除。
橫梁接頭板:橫梁接頭板下料趕平后,采用平板數(shù)控鉆床出孔,然后以孔為基準劃線刨邊及兩頭,栓孔至機加工邊預留焊接收縮量
3)錨拉板單元件制作
錨拉板單元焊接于主縱梁上蓋板頂面,主梁腹板上焊接加勁板,此結(jié)構(gòu)傳力途徑明確,必須嚴格控制錨拉板單元焊接質(zhì)量,尤其是與主梁上蓋板頂面的焊縫質(zhì)量。
將錨拉板單元與上蓋板先行組焊,此方案目的在于能夠同時采用直探頭和斜探頭來對此焊縫進行超聲波探傷,確保熔透。
①錨管與承錨板組焊:首先錨拉板與錨管單元組焊,在與錨圈組焊。然后焊接錨拉板加勁板,再焊接錨管加勁板。如圖4所示。
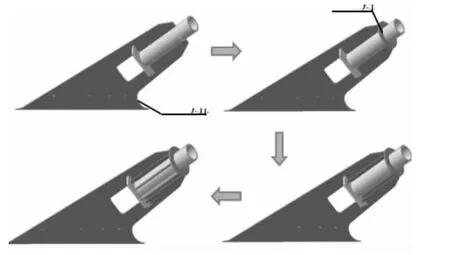
圖4
②與上蓋板焊接:
上蓋板縱橫向分中劃十字中心線,用錨拉板上系統(tǒng)線對上蓋板線組焊,并用胎型固定保錨拉板垂直度。檢測樣板檢測錨拉板系統(tǒng)線角度。如圖5所示。
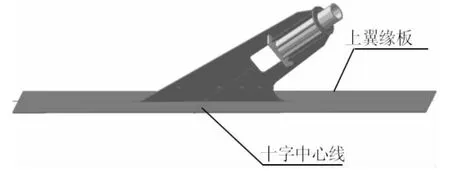
圖5
4)工形組裝與焊接
蓋腹板對中組裝,采取合理的焊接工藝及焊接順序,保證焊接質(zhì)量。
以錨拉板系統(tǒng)線為基準劃豎向加勁板以及橫梁接頭板位置線。縱肋對中組焊。
5)工形制孔
肋板栓孔采用先孔法在半品時鉆制,工形兩端栓孔的鉆制則采用后孔法,即在肋板組焊完成后,以錨拉板為基準立體劃線卡樣板鉆兩端腹板孔,再利用L型樣板接鉆蓋板孔,從而保證制孔精度。
①以錨拉板為基準立體劃線卡覆蓋式機械組合樣板鉆制兩端腹板孔。
②利用L型樣板接鉆蓋板孔。
3.2 鋼橫梁結(jié)構(gòu)特點及制作重點分析
3.2.1 橫梁制作
橫梁由上下翼緣板、腹板、水平加勁板及豎向加勁板組成,上、下翼緣板寬600mm~700mm,梁高約3350mm,梁長約33480mm。腹板兩端設(shè)高強度螺栓孔與主縱梁栓接,豎向加勁板設(shè)栓孔與三道小縱梁相連。如圖6所示。
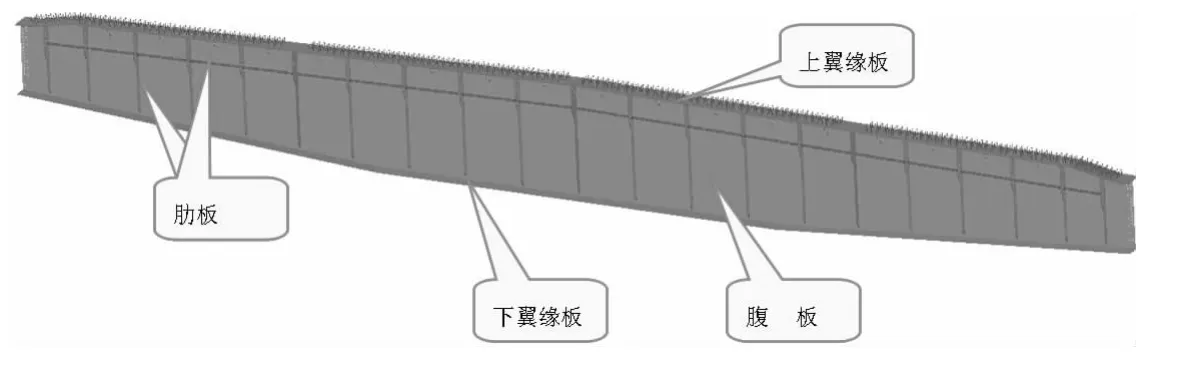
圖6 橫梁效果圖
標準橫梁的制作流程主要為:預處理→零件下料→零件機加工→組焊工形→組焊加勁板→制孔→試裝后焊剪力釘→涂裝
(1)下料
上下翼緣板及腹板按照設(shè)計尺寸各分為三段下荒料,機加工后在平臺上進行對接焊,焊縫探傷合格并打磨后再利用數(shù)控切割機切割出成料。
(2)矯正及機加工及壓彎
下料后趕平嚴格控制平面度,細長板件調(diào)直;平板數(shù)控鉆床或卡覆蓋式機械樣板鉆制加勁肋孔,再以栓孔為基準機加工有孔加勁肋焊邊。
翼緣板按設(shè)計圖中的圓弧半徑,利用數(shù)控折彎機壓彎。
(3)接料
對壓彎后的上下翼緣板進行接料
(4)組裝及焊接
首先在簡易胎上以梁中心線為基準組裝、焊接工形,探傷并修整合格后精確劃線,再組焊加勁肋,修整至合格。
(5)板栓孔采用后孔法,即在組焊修整后,以橫梁中心線為基準,利用激光經(jīng)緯儀劃線卡機械樣板鉆孔;由于豎向加勁肋焊接收縮量比較容易掌握,故采用先孔法,即在半品時利用平板數(shù)控鉆床鉆制。
鉆制橫梁腹板栓孔時,首先將橫梁正位放置制作基準線:以縱向中心線為水平基準,橫梁垂直中心線為豎向基準,用水平儀檢測水平基準線至上蓋板尺寸共三點即:中心、兩側(cè)小縱梁連接豎向加勁板位置點,嚴格高度差在允許偏差范圍內(nèi)。
3.3 小縱梁的加工制作
小縱梁的制作流程主要為:預處理→精切下料→矯正→腹板機加工→胎型組裝→焊接→修整→數(shù)控鉆床鉆孔→焊接剪力釘。
4 結(jié)論
臨海高等級公路灌河大橋橋面系桿件的制造,是總結(jié)和改進了以往生產(chǎn)類似結(jié)構(gòu)的制造經(jīng)驗,在制造過程中加強了對于加工和組裝精度的控制,設(shè)計了專用工裝平臺,同時制定了合理的焊接順序和焊接參數(shù),這些都是對控制橋面系桿件的精度、減小焊接和修整變形、提高生產(chǎn)效率及標準化生產(chǎn)等起到重要作用。實際生產(chǎn)表明,橋面系桿件的制造工藝能夠滿足設(shè)計規(guī)范要求,達到了預期目標。
[1]GB/T714-2000橋梁用結(jié)構(gòu)鋼[S].
[2]TB10212-2009鐵路鋼橋制造規(guī)范[S].
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07