高效數控車削蝸桿的加工方法
2014-12-02 01:32:18中航工業成都凱天電子股份有限公司精密機械加工廠四川610091楊顯君陳德蘭魏思遠
金屬加工(冷加工) 2014年3期
關鍵詞:測量
中航工業成都凱天電子股份有限公司精密機械加工廠 (四川 610091)楊顯君 陳德蘭 魏思遠
對于蝸桿的加工,因螺距大,牙型深,加工余量大,再因其牙型特點,車削時刀刃與工件接觸面大,容易發生振動,加工途中極易因工件與刀具間切屑的擠壓造成刃具損壞,產生“扎刀”現象,造成蝸桿報廢,而且加工時間周期長。本文結合具體的生產實際,從刀具、車削方法和切削參數等方面對現有的加工進行改進,改善了刀具受力情況,提高了加工質量和切削效率。因數控程序簡單,操作性強,為此類零件的加工提供了一定的借鑒、參考。
一、蝸桿的特性及參數的計算
1.蝸桿的特性
常用的蝸桿有米制(齒形角為40°)和英寸制(齒形角為29°)兩種。我國大多數采用米制蝸桿,而最常用的是阿基米德蝸桿(即軸向直輪廓蝸桿),它的齒面為阿基米德螺旋面,端面是阿基米德螺旋線,如圖1 所示。軸向齒廓 (A—A截面)是直線,而法面(N—N 截面)的齒形則為曲線,如圖2 所示。
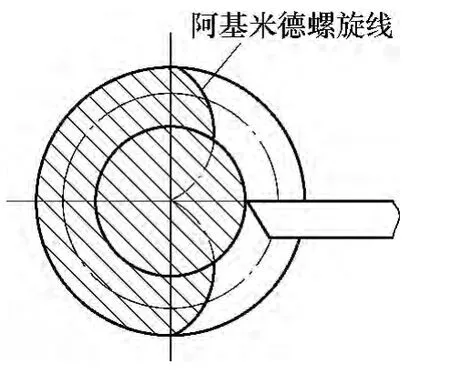
圖1 阿基米德蝸桿端面形狀
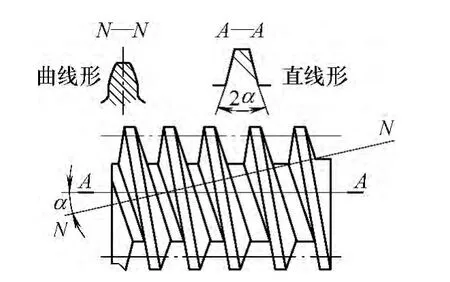
圖2 阿基米德蝸桿軸向截面和法向截面形狀
2.蝸桿的結構及參數
根據生產的要求,所要加工的蝸桿為米制蝸桿,模數mx=3,齒形角為40°,材料為45 鋼,具體參數如表1 所示。蝸桿的結構和尺寸要求如圖3 所示。
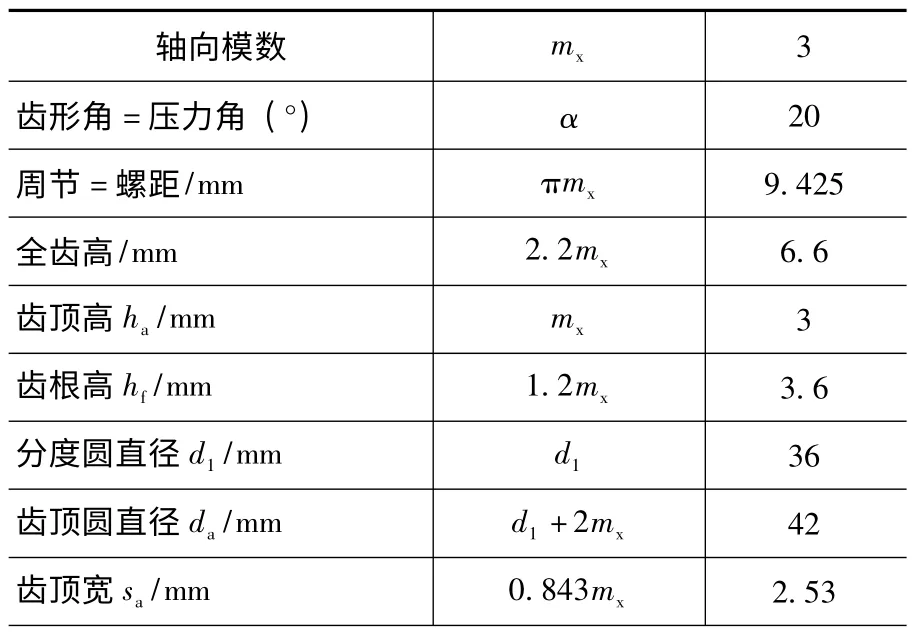
表1 蝸桿參數
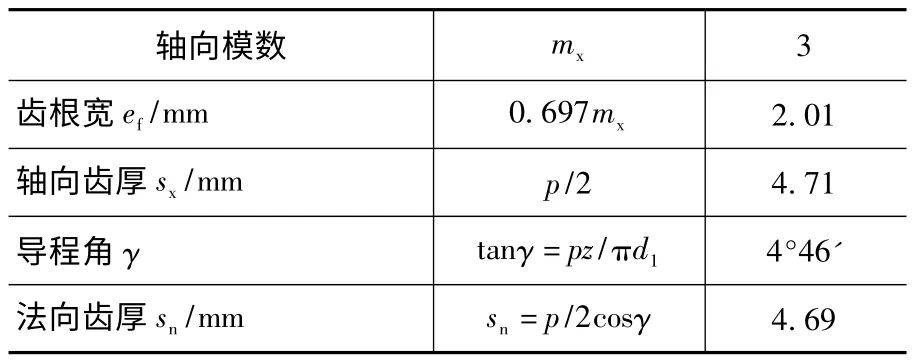
(續)
如圖3 所示,該蝸桿的尺寸精度和形位公差要求高,加工難度大,為了保證其精度要求,應盡量采用高精度的設備。另外,公司產品以多品種小批量為主,采用專用銑削機床投入成本高,如果使用臥式車床加工,對人員的要求很高,而且加工成本很高,效率太低,產品質量難以保證。因公司的機床設備多樣化,數控加工機床占生產設備70%左右,所以決定本次加工蝸桿采用高精度的數控車床HARDINgE (Quest 8/51),該數控車床為斜床身,12 位刀塔,定位精度0.008mm,重復定位精度0.005mm,Fanuc series 21i-T 操作系統,最高轉速3 500r/min,最低加工轉速50r/min,最大加工直徑400mm。
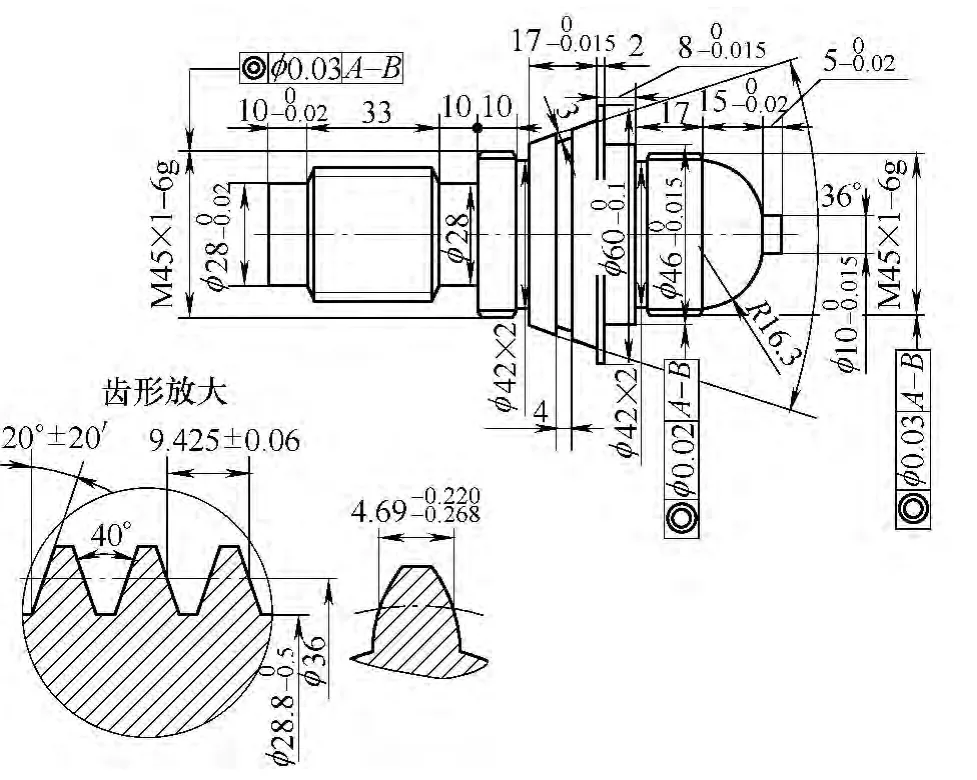
圖3 蝸桿結構圖
二、傳統數控車削加工蝸桿
1.刀具的選擇
由于所加工的蝸桿全齒高6.6mm,即切削深度為6.6mm,螺距為大螺距9.425mm,加工時背吃刀量很大。因此所產生的切屑很不容易排出螺旋槽,加工時的切削力也很大,在加工的過程中極易產生扎刀現象。
為了減小切削力,順利排出切屑,盡量避免扎刀、崩刀,刀具材料要求韌性好、強度高、容易刃磨,傳統上選用高速鋼材料(見圖4)。高速鋼的紅硬性比較低,耐磨性較差,不適合較高的切削速度。為了得到較好的加工精度和表面粗糙度,高速鋼的刀具在加工時使用的切削速度和主軸的轉速就比較低。

圖4 加工蝸桿的高速鋼刀具
2.數控車削加工進刀方法
常用的加工指令有G32、G92 和G76 3 種。
G32 為單行程螺紋插補指令,它適用于小螺距,更多應用于徑向進刀方式。G32 加工一次螺旋線時,需要4 個步驟才能完成,加工一個螺紋進刀次數和所要編制的進刀步驟的程序一致。因此編程人員程序量大,機床加工時間長。
G92 螺紋切削單一固定循環指令,其含義與G32相同。G92 加工時成為一個循環,與G32 相比只需要啟動一次就可以完成G32 的4 個步驟。但是G92編程時,每次都需要輸入進刀尺寸,程序編制時需要手工進行分層,編制程序相對繁瑣,加工時間長。
G76 螺紋切削復合固定循環,采用斜進刀方式,適用于大螺距螺紋的加工,而且程序自動進行切削深度調節,吃刀深度遞減,不但能很好地保證產品的質量,而且能大大縮短機械加工的生產周期。
G76 指令格式:
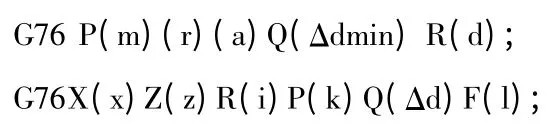
m:車加工的次數,取值范圍1~99 次。
r:進刀時(45°)的倒角量,z 向距離,取值范圍為導程的倍數。單位為0.1 導程,用兩位數表示,即0.5 導程表示為0.5。
Δdmin:最小吃刀深度。
d:精加工余量。
a:螺紋牙型角,即刀尖角。有6 種牙型角角度:0°,29°,30°,55°,60°,80°,該值由兩位數表示。例60°表示成60。
當精加工2 次,倒角量為1 倍導程的普通螺紋表示方法:P021060。
X_ Z_ :終點坐標值。
I:螺紋半徑差,同G92、G32。
K:牙型高度。
Δd:第一刀精加工深度,不帶小數點。
F:導程。
循環中各指令中m,r,a 中的0 不能省略。
由于G76 指令加工的牙型角只提供了6 種,沒有40°的牙型角可供選擇,傳統方法是選擇40°刀尖角的高速鋼刀具,刀頭寬1.6mm;切削參數S=80,最大吃刀深度0.1mm,最小吃刀深度0.03mm;選用G76 提供的30°牙型角加工。程序如下:
加工狀態如圖5 所示,刀具三個切削刃同時參加切削,切削力非常大,易產生扎刀,零件易報廢;切屑從三個刀刃口的方向相互擠壓刀刃排出,切削熱不能及時帶走,刀具嚴重磨損;刀具材料紅硬性差,刀具角度變化大,粗加工完后必需換刀才能進行精加工;機床主軸系統受力變形較大,機床進給機構受力大易損壞。
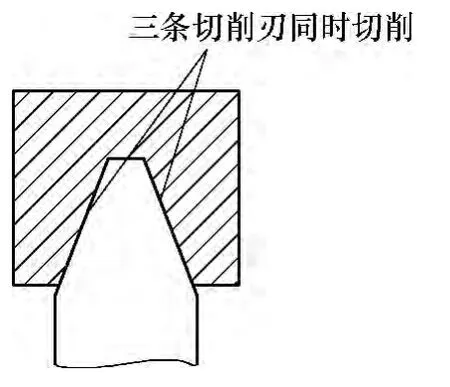
圖5 30°方式車削蝸桿切削過程圖
加工的結果:刀具易磨損,如圖6 所示,一把刀具最多只能加工一件零件就要對刀具進行刃磨、調整,刀具壽命短,操作者勞動強度非常大;采用低速切削,零件加工時間長、單件加工時間超過1h,生產效率低、產品質量不穩定,合格率只有30%,甚至更低;切削力非常大,對機床工藝系統的剛性要求非常高。
為了適應生產的需要,必須對加工方法進行創新改進,才能完成生產加工任務。綜合以上分析,刀具材料和車削加工方式的創新是解決問題的關鍵。筆者經過反復研究,并結合長期實踐經驗的總結,概括出了高效的數控車削蝸桿的加工方法。

圖6 加工一件蝸桿磨損后的高速鋼刀具
三、高效數控車削蝸桿加工
1.刀具的選擇
高效加工蝸桿選用硬質合金刀具。硬質合金刀具磨損小,一把刀具能加工5 件零件以上,加工5 件零件后的刀具如圖7 所示,因而實現了延長刀具壽命,縮短加工時間,降低生產成本、產品質量穩定的目的。

圖7 加工5 件零件后的刀具圖
硬質合金刀具選擇40°刀尖角,以保證刀尖角與蝸桿的牙型角相同。為了保證牙型正確,前角一般取0°,后角大于螺旋升角2°~3°,刀頭寬0.9mm,刀具表面粗糙度值Ra≤0.4μm。
刀具安裝時保證刀具兩切削刃對稱中線與工件的軸線垂直,刀具前刀面與水平面平行,刀具前刀面與工件軸線在同一平面上。選擇刀具兩切削刃對稱中線與刀頭寬度中點處為對刀點,以利于在加工中刀具損壞后,進行重新換刀時提高重合精度。選用的硬質合金刀具如圖8 所示。
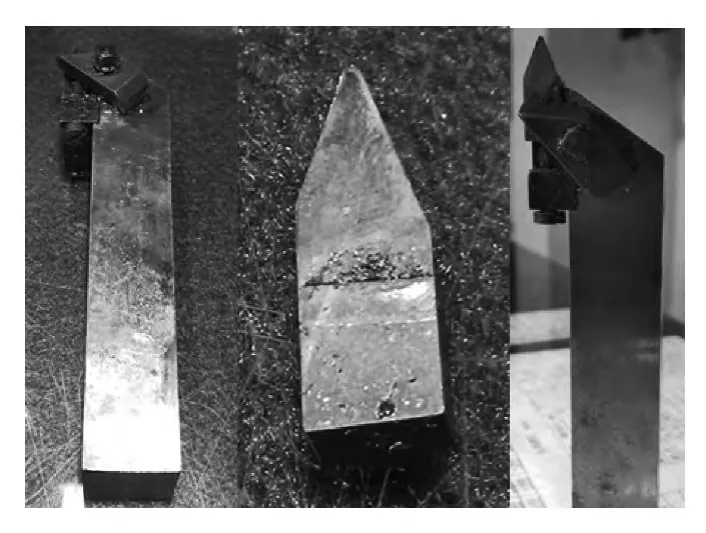
圖8 硬質合金刀具
2.高效加工方法及分析
由于加工蝸桿的牙型角是40°,但是G76 所能加工的牙型角沒有40°,這給加工帶來困難。針對全刃參與切削的情況,利用G76 能夠車削6 種角度螺紋的優勢進行切削過程改進,使用30°和55°的牙型角通過兩次斜進刀的方式加工出40°的牙型角,第一次切削蝸桿的左側面,第二次切削蝸桿的右側面,兩次切削完成牙型的加工。這種方法,不但保證了加工質量,而且大大節省了加工時間,提高了生產效率。
第一次車削完成蝸桿左側面:選擇40°刀尖角的硬質合金刀具,刀頭寬0.9mm;切削參數S=400,最大吃刀深度0.2mm,最小吃刀深度0.04mm;選用G76 提供的55°牙型角加工。程序如下:
從上面的程序可以看出,對轉速S400 進行了提升,第一刀吃刀深度增加一倍為Q200,P020055 中的55 是車削牙型角為55°的螺紋,陽面由車刀牙型角保證,陰面牙型半角20°由G76 中55 參數保證牙型半角為27.5°,則形成一個47.5°牙型角的螺紋,如圖9 所示,刀具右側與螺紋右側形成7.5°角度差異的空間。刀具由左側和前面切削刃參與切削,右側刃面是由刀尖擬合出來,因此避免了三刃切削造成的嚴重不足,而且有較大的排屑空間。同時減小刀頭的寬度,可以作為一條切削刃參與切削。
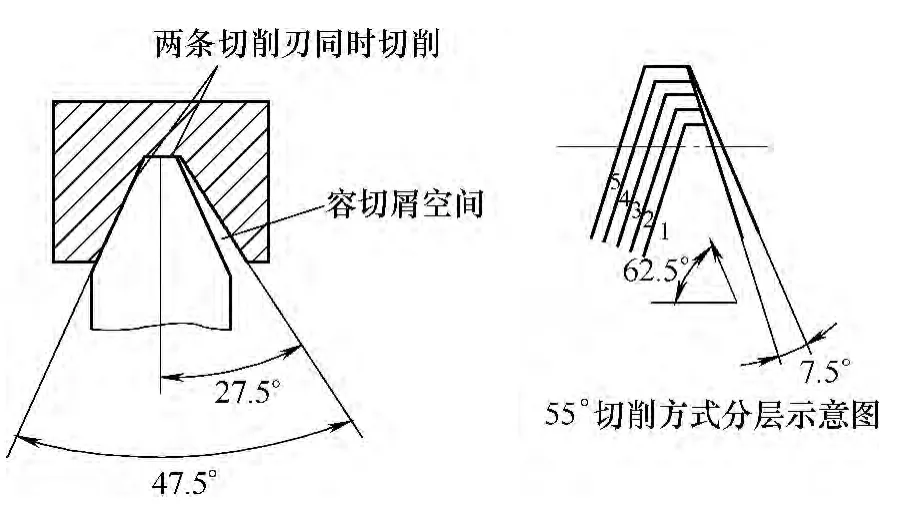
圖9 55°車削蝸桿圖
第二次車削完成蝸桿右側面:第一次加工形成的牙型角為47.5°,不滿足40°牙型角的要求,因此進行右側牙形的車削工作。選用G76 提供的30°牙型角加工。程序如下:
如圖10 所示,加工中因為是單刃車削,排屑容易,切削力小,因此增大切削參數,最小吃刀深度增加一倍為Q80,第一刀吃刀深度增加一倍為Q400,P020055 更改為P020030 車削30°牙型角的螺紋,車削55°牙型螺紋與30°牙型螺紋時,螺紋起始點不發生變化,螺紋不會發生亂扣。現只需要進行余量的調節,否則會出現蝸桿超差現象,完整的蝸桿牙型圖如圖11 所示。
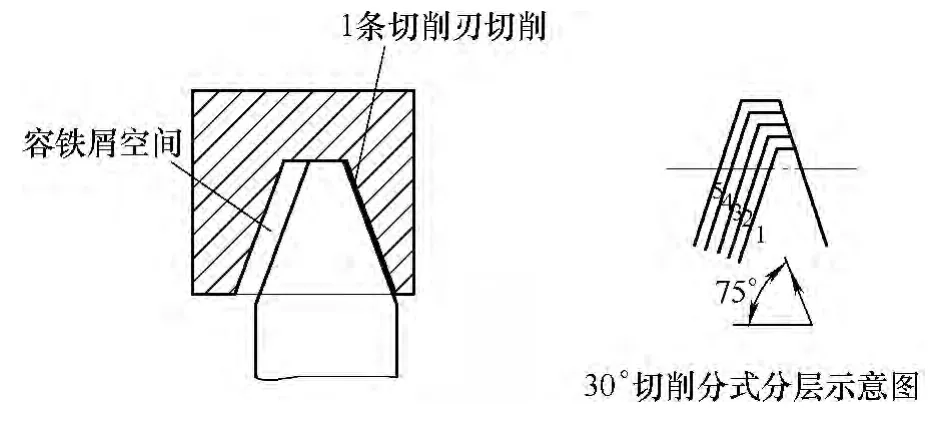
圖10 30°角車削蝸桿圖
用30°的方式可以車出完整的40°牙型角的蝸桿,齒根寬度是 1.934mm,而蝸桿理論齒根寬為2.03mm,小于最終尺寸0.1mm。但尺寸太接近,不方便調整尺寸進入公差,因此車削時的起刀點應該向左移動約大于0.2mm (方便加工進行的取值),但應該小于1.034mm。現將刀補向左移動0.3mm,車削出零件,如圖12 所示。此時蝸桿的分度圓已加工出來,利用齒厚卡尺測量蝸桿,副尺調整高度為[3-(理論齒頂直徑-實際齒頂圓直徑)/2],主尺測量出法向尺寸,因為法向齒厚=軸向齒厚×0.996 5,因此可以視同為法向齒厚=軸向齒厚,測量出軸向齒厚值X。
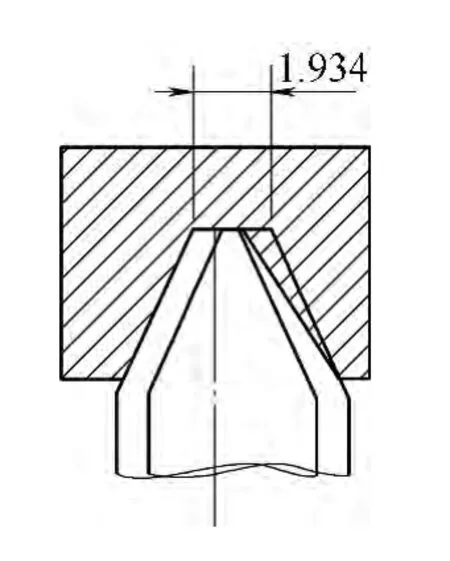
圖11 完整的蝸桿牙型圖
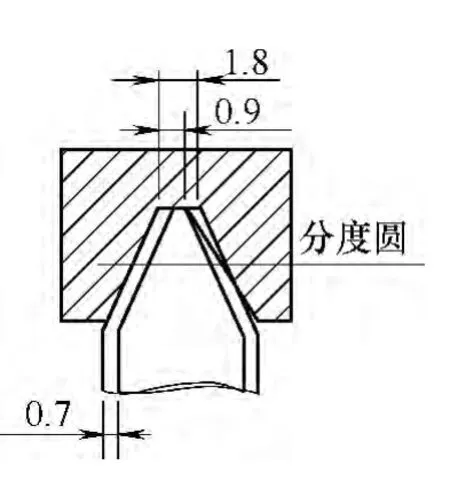
圖12 刀具移動0.3mm后形成的牙型圖
四、檢查蝸桿
蝸桿的主要測量參數有周節、齒頂圓直徑、分度圓直徑和法向齒厚。其中齒頂圓直徑可用游標卡尺和千分尺測量。周節主要由機床傳動鏈保證,粗略的測量可用游標卡尺測量或用光學投影儀測量。
分度圓直徑可用三針測量。其原理和測量方法與測量螺紋相同。
三針測量蝸桿(α=20°)計算公式:

dD取值1.672Mx。
法向齒厚測量:蝸桿的齒厚是一個很重要的參數,在齒形角正確的情況下,分度圓直徑處的軸向齒厚與齒槽寬相等,但軸向齒厚無法直接測量,常通過對法向齒厚進行測量來判斷軸向齒厚是否正確。法向齒厚可用齒輪卡尺進行測量,齒輪卡尺(見圖13)由互相垂直的齒高卡尺1 和齒厚卡尺2 組成。測量時,卡腳側面必須與卡尺側面平行,也就是卡尺平面與蝸桿軸線相交一個蝸桿導程角γ,齒高卡尺調到h1的尺寸(齒頂圓直徑誤差對齒頂高有影響),齒厚卡尺所得的讀數就是法向齒厚的實際尺寸。
采用高效數車的方法加工完成的蝸桿如圖14 所示。對加工后的蝸桿進行檢查,檢驗結果如表2所示。
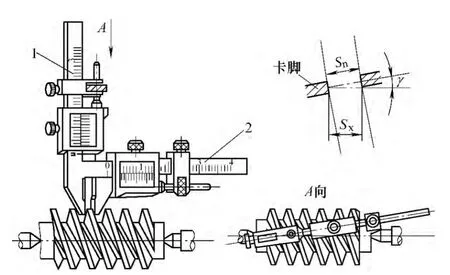
圖13 齒輪卡尺測量法向齒厚

圖14 高效數車加工的蝸桿實物圖
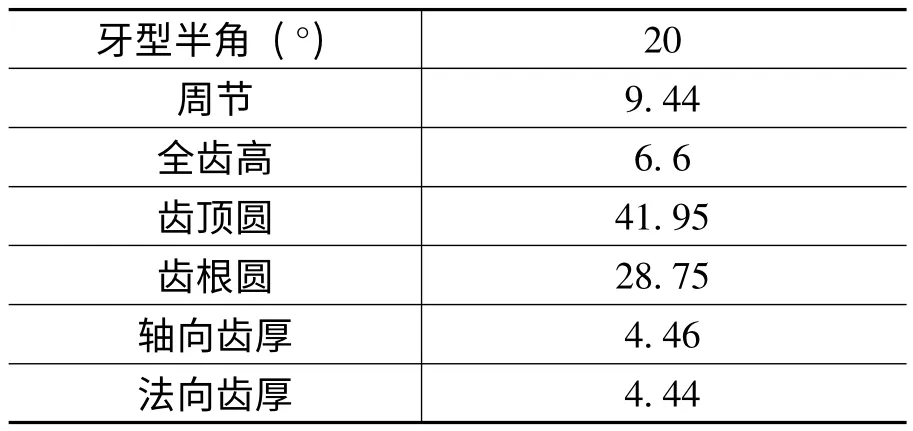
表2 蝸桿零件的實際檢測尺寸(單位:mm)
根據檢驗的結果可以看出,采用高效方法加工的蝸桿所有尺寸均在公差范圍內,達到了圖樣的技術要求,本次加工零件10 件,調試程序報廢1 件,其余全部合格,合格率90%。中途刃磨刀具一次,單件加工時間只有20min。
五、結語
本文介紹的優化方法,從刀具的選擇優化出發,利用數控車床的斜進刀方式,采用左、右側面兩次進刀的方式進行加工,留出充分的排屑空間,使刀具受力情況大大改善,提高了機床的穩定性和刀具的使用壽命,同時,使切削參數得到較大的提升,加工時間大大縮短,零件質量穩定;數控程序簡單、可操作性強,刀具易調整。經檢驗,加工的蝸桿尺寸均在公差范圍內,達到了技術要求。實踐操作驗證,改進后的加工方案加工質量得到提高,加工時間節省66%,大大縮短了生產周期。此方法對同類零件的加工具有指導作用。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
