鏜削逐層掃描加工的擴展應用
2014-12-02 01:32:30河南平原光電有限公司焦作454001陳利波劉紅德
金屬加工(冷加工) 2014年3期
關鍵詞:深度
河南平原光電有限公司 (焦作 454001)陳利波 梁 兵 劉紅德
數控銑削較深型腔類零件時,由于棒銑刀裝夾方式屬于懸臂結構,加工時刀具側齒距離刀柄越遠,銑削剛性越差,造成切削讓刀量不一致,銑后造成內腔側壁尺寸口大底小,俗稱“倒梯形”。如果尺寸精度要求較低,深度方向可以用分層銑解決,但層間有接刀痕。如果加工7 級及以上精密尺寸時,棒銑刀銑削將很難保證精度要求,側壁表面粗糙度也較差。
筆者針對加工中心銑削時出現的實際問題,采用以鏜刀代替銑刀逐層掃描的加工方法,很好地解決了型腔加工側壁讓刀問題,并保證側壁表面粗糙度值Ra=0.8μm。在承接多家研究所外協產品加工中,為保證異形腔體精密尺寸起到關鍵作用。此項工藝改進直接產生的經濟效益超過百萬元,因加工工藝方法領先,關鍵重要零件形位精度得到保證,回頭客戶簽訂加工合同量穩步增加,訂價權多在我方。
1.發展狀況及趨勢
隨著電主軸高速數控機床的普及,鍍鈦等涂層刀具及陶瓷刀具的廣泛使用,使我們的加工范圍更廣,刀具轉速可以實現8 000~12 000r/min 的準高速加工,15 000~50 000r/min 高速加工,以鏜代銑逐層掃描的加工方法,加工時間會大幅縮減,對關鍵零部件的加工將發揮更大作用,這一加工理念必將被廣泛應用。
2.創意設計內容
思路起源于我部承接某研究所大殼體零件加工時,零件精密尺寸出現直徑相同圓孔套合扁孔共柱面結構,起初并沒有得到重視,當加工中心實際銑削時,發現孔口與孔底加工后尺寸不一致,俗稱“喇叭口”,并且圓孔與扁孔二次銑削產生嚴重接刀痕現象,銑扁孔時傷到了圓孔,形成四段圓弧,不能保證形位尺寸精度。
經分析主要是棒銑刀夾緊屬于懸臂結構,加工時刀具側齒距離刀柄越遠,銑削剛性越差,如果分層銑時,距離刀柄近的側齒會二次銑傷前部側齒已銑成形的腔體側壁,造成讓刀量不一致,形成“倒梯形”或“喇叭口”現象。要消除讓刀量不一致及二次銑傷側壁問題,受鏜孔讓刀量小的啟發,創新求變,采用以鏜刀代替銑刀逐層掃描的加工方法。
通俗理解:棒銑刀銑型腔時,是用側齒按編程軌跡銑成形,較深內腔采用分層銑削,分層深度一般設定為1~5mm,適合于較低精度內腔加工。我們采用粗銑后,使用鏜刀按編程軌跡鏜內腔輪廓,內腔深度采用分層鏜每層設定為t=2 [h (2r -h)]1/2(推算方法見圖1),保證表面粗糙度值Ra≤0.8μm,逐層掃描形成內腔側壁。由于微量旋風鏜削,每層切削力接近相等,型腔加工讓刀問題得到解決,側壁表面粗糙度值Ra≤0.8μm。
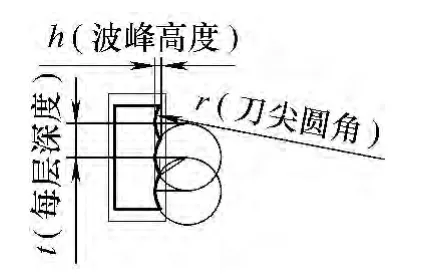
圖1 內腔深度分層鏜殘留峰值
設:每層深度為t,已知:鏜刀尖圓角為r,h≤表面粗糙度值Ra,則

(1)技術原理及理論依據:加工中心常規鏜孔的切削軌跡是致密螺旋線形成孔側壁。
棒銑刀銑腔體側面時,是以銑刀側齒為母線按編程軌跡使致密母線形成側壁;銑孔及弧軌跡是采用微分圓弧插補原理,使致密母線形成柱孔或弧面側壁。
以典型零件(見圖2)為例,如果加工一個定軸心、定轉向的鋁合金零件,7 級精度,上部是圓孔,下部是相同直徑的扁孔(總深度50mm 左右),粗糙度值Ra=0.8μm,加工難題就出現了,要鏜孔,下部是扁孔不能鏜;要銑孔,加工精度差、表面粗糙度差,側壁讓刀,上部孔與下部圓弧二次加工將產生接刀痕。

圖2 典型零件示意圖
零件加工的主要難點是:側壁讓刀,有接刀痕;表面粗糙度差。銑孔不可行,只能在鏜孔方面尋求解決辦法,鏜扁孔似乎不可能,這就要打破傳統思維觀念,創新求變。我們自編工藝,編制程序與操作人員試加工,測試修正加工參數,采用先單邊留量0.06mm 粗加工腔體內形,再使用φ20mm 雙刃對稱鏜刀,按編程軌跡旋風插補精鏜上部圓孔和精鏜下部扁孔直徑相同的兩段圓弧,深度進刀由常規鏜孔的致密螺旋線切削軌跡改變為致密等直徑同心圓組切削軌跡,不抬刀逐層按編程軌跡掃描精鏜上部圓孔和精鏜下部圓弧面。因為高速微量不換刀持續切削,切削力保持一致,鏜刀是刀尖切削,刀尖處鏜刀桿的剛性不變,加工中讓刀及接刀痕問題迎刃而解,可保證側壁表面粗糙度值Ra≤0.8μm。
(2)實現的途徑及可行性分析:加工刀路已經確定,具體實現要靠計算。
用SolidWorks 三維軟件繪制計算型腔輪廓切削軌跡殘留峰值圖,要求達到圖樣(見圖2)規定的表面粗糙度值Ra=0.8μm。
使用CK 基礎刀柄,代號TW2026E (參數來源于大昭和精機株式會社,BIG+KAISER CK 模塊式鏜刀系列圖冊)。依據圖2 角部尺寸4×R10mm,選用雙刃對稱鏜刀,鏜刀直徑按φ20mm,繪制計算圓周切削殘留峰值圖(見圖3)。

圖3 型腔輪廓切削軌跡殘留峰值放大圖
根據圓弧切削殘留峰值圖計算設定切削參數:當進給量≤0.28mm/r,計算得出切削殘留峰值為0.000 78mm,可以滿足表面粗糙度值Ra=0.8μm 的要求。
設:刀具轉速S=6 000r/min,則:圓弧軌跡進給速度F=6 000r/min×0.28mm/r=1 680mm/min。
工件上半部分每層的加工周長按刀具中心軌跡計算為:(100-20)×3.14=251.2mm,刀具每加工一周的旋轉數=加工周長÷進給量=251.2 ÷0.28≈897r,刀具每加工一層的切削時間=每加工一周旋轉數÷刀具轉速=897 ÷6 000≈0.15min。
同理,我們可以計算出工件的下半部分環形腔的刀具中心軌跡的每層加工周長為232.92mm,刀具每加工一周的旋轉數=環形腔刀軌中心軌跡周長÷進給量=232.92÷0.28≈832r,刀具每加工一層的切削時間=每加工一周旋轉數÷刀具轉速=832 ÷6 000≈0.14min。
用SolidWorks 三維軟件繪制計算內腔深度吃刀逐層掃描切削軌跡殘留峰值圖,要求達到圖樣規定的表面粗糙度值Ra≤0.8μm (見圖4)。

圖4 內腔吃刀逐層掃描鏜刀殘留峰值圖
使用機夾式鏜刀片(代號CCGP060204FLA),鏜刀修光刃圓角r=0.4mm (參數來源于大昭和精機株式會社,BIG+KAISER CK 模塊式鏜刀系列圖冊)。
根據吃刀深度層間殘留峰值計算設定切削參數:
當軸向每層吃刀深度≤0.05mm;滿足表面粗糙度值Ra=0.8μm,每層吃刀深度=0.05mm,切削殘留峰值=0.78μm <0.8μm,已知工件上半部分加工深度為20mm,孔每加工一層切削時間=0.15min,每層吃刀深度=0.05mm,可以計算出上半部分圓弧軌跡插補鏜孔時間=0.15×(20 ÷ 0.05)=59.8min;工件下半部分環形腔的深度為30mm,每加工一層的時間=0.14min,下半部分環形腔的加工時間=0.14×(30 ÷0.05)=83.16min;總加工時間=59.8+83.16=142.96min。
該加工方法主要適用于轉速較高的數控機床(轉速大于8 000r/min),用SolidWorks 三維軟件繪制計算切削軌跡殘留峰值圖,在機床、刀具允許的條件下,盡量提高刀具轉速,加大軌跡進給速度,提高生產效率。
3.創新點
我部承接某研究所大殼體零件加工時,首次采用以鏜刀代銑刀逐層掃描的加工方法,高質量完成了該項航空產品加工任務,得到甲方的贊揚。該項加工工藝創新,打破了傳統的鏜刀只能加工圓孔的觀念,在高速切削的基礎上,內腔粗銑后,鏜刀既可以加工扁孔,也能加工各類型腔,很好地解決了銑削讓刀引起的“倒梯形”或“喇叭口”現象。
4.應用和推廣情況
(1)實際應用于某研究所大殼體零件加工(思路起源),如圖5 所示。

圖5 應用以鏜刀代銑刀逐層加工
粗銑內形后,鏜刀按編程軌跡差補鏜圓孔、鏜斷續臺階孔,很好地解決了讓刀“喇叭口”現象和臺階孔與圓孔銜接處產生接刀痕問題。
(2)推廣應用于某研究所“U 形架”零件加工,如圖6 所示。

圖6 以鏜刀代銑刀逐層掃描法推廣應用
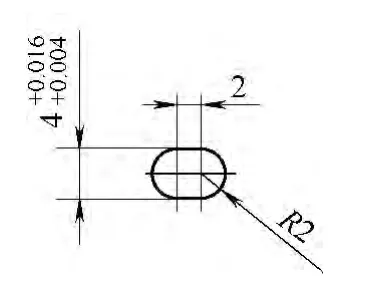
圖7 精密槽放大圖
(3)思路拓展應用于加工某外協廠零件,如圖7、圖8 所示。
加工7 級精度長槽,寬4G7,長6mm,深10mm。銑削會產生讓刀,電脈沖會產生電極損耗形成錐槽,線切割不能加工盲槽。我們采用密排鏜孔,疊壓法加工制成長槽,已知:R=2mm,h≤0.000 8mm。
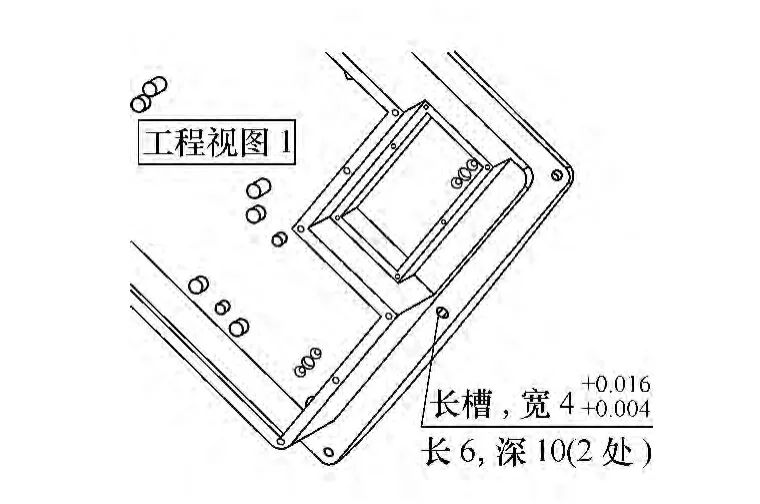
圖8 零件圖

槽長度方向陣列鏜孔數=兩端R 中心距÷t=2 ÷0.113≈18 次
(4)公式t=2 [h (2r -h)]1/2的靈活應用:當銑削內、外直線輪廓時,若圖樣要求側面粗糙度3.2μm,使用銑刀直徑φ10=2r,則t=0.358mm;若刀具轉速=1 000r/min,則刀具速度=1 000×0.358=358mm/min。
若圖樣要求側面粗糙度值Ra=1.6μm,使用銑刀直徑φ10=2r,則t=0.253mm,若刀具轉速=1 000r/min,則刀具速度=1 000×0.253=253mm/min。
依次套用公式,可以作為選定刀具速度的依據,最大限度縮短加工時間,提高生產效率。
5.經濟效益及社會效益
推廣應用于某研究所“U 形架”零件加工,首批零件單件加工費用4 萬多元,共加工3 件(見圖6);由于質量得到保證,又簽訂、加工了類似零件3批次,共7 件,包括該研究所各批次整套“跟蹤裝置”產品零部件加工、試裝生產,各批次整套產品累計產值約170 余萬元。
思路拓展應用于加工某外協廠零件,首批零件單件加工費用4 千余元,共加工11 件(見圖8);由于質量得到保證,又簽訂、加工第二批次。
筆者所在的制造部是精密制造車間,生產的外協產品大部分是各研究所的重要零件,任何一個零件出現質量問題不僅增加車間生產成本,還將影響公司的形象和履約率。以鏜代銑逐層掃描工藝創新技術,保證了產品的高質量,為公司贏得了好聲譽。
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57
