復雜薄壁曲面鈑金零件成形分析及加工
2014-12-02 01:32:30成都凱天電子股份有限公司四川610091張智斌
金屬加工(冷加工) 2014年3期
關鍵詞:分析
成都凱天電子股份有限公司 (四川 610091)吳 涯 倪 宏 吳 濤 張智斌 易 利
在航空工業中,鈑金零件是組成現代飛機機體的主要部分,約占飛機零件總數量的70%,制造工作量約占整架飛機勞動量的15%,并有品種多、數量少、結構復雜、外廓尺寸大及剛性小等特點,直接影響飛機整機質量和生產周期。隨著機械設計自動化的不斷發展,傳統鈑金加工方式,需要反復進行工藝試驗確定展開外形尺寸,而傳統的加工方式遠遠不能滿足現代化企業生產需要,特別是航空薄壁件更是一項高效、復雜、快速加工的工程。本文以現場某項復雜薄壁鈑金零件為實踐,利用三維設計軟件UG 進行復雜薄壁鈑金成形性分析、成形加工。
1.零件分析
圖1 零件選用材料316L 不銹鋼板,材料厚度僅為0.3mm,標準為ASTM A240。零件鈑金成形存在以下困難:①轉角處一次成形困難,易起皺、拉裂。②材料厚度僅為0.3mm,材料延展性差。③曲面未知,模具設計制造困難。④零件為復雜三維曲面,需要反復工藝試驗確定展開外形尺寸。⑤采用焊接加工,屬于超薄板焊接,三維曲面焊接難度大。
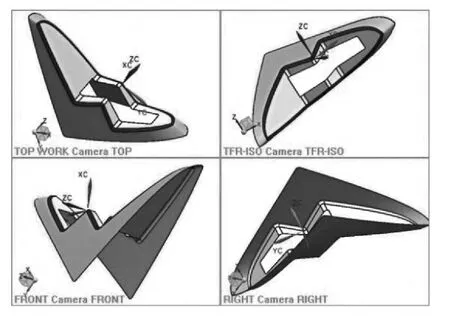
圖1
奧氏體不銹鋼316L 板化學成分與力學性能分析如表1 所示:

表1
不銹鋼316L 特性:①因添加Mo,故其耐蝕性、耐大氣腐蝕性和高溫強度特別好,可在苛酷的條件下使用。②加工硬化性優(無磁性)。③高溫強度優秀,固溶狀態無磁性。④冷軋零件外觀光澤度好。⑤相對304L 不銹鋼,價格較高。
2.零件成形可行性分析
(1)建立模型 在三維設計軟件UG 里,通過參數化命令,用數字化的方法建立三維模型坐標,并在零件下面平生成另一個平面,高于零件最底面1mm (見圖2),通過菜單命令調用出航空鈑金設計模塊,設置相對位置。
(2)成形性厚度分布 在UG 軟件里,分析可成形性一步式分析中,設置好零件材料、材料厚度后,利用可成形性一步式的厚度的設置對零件進行成形分析(見圖3),可以看出整體成形進,零件厚度的變化較大,零件厚度從0.260 6mm 變化至0.341 1mm,在折彎拐角外變化達到最大,零件厚度變化相差達到0.08mm。
在變化較大的拐角點可以看出,拐點處在成形時易起皺。
(3)成形性應力分布 利用UG 分析可成形性一步式,利用UG 軟件對零件進行應力成形分析(見圖4),可以看出零件應力的變化較大,零件應力從160.3MPa 變化至405.5MPa,在折彎拐角外變化達到最大,零件應力變化最大405.5MPa。在變化較大的拐角點可以看出,拐點處在成形時易拉裂,從圖上可以看出一步成形困難。
(4)成形性應變分布 利用UG 分析可成形性一步式,利用UG 軟件對零件進行應變成形分析(見圖5),可以看出零件應變的變化較大,零件應變從0.0168 變化至0.2197。通過分析,變化較大的拐角處應變分布如圖5 所示,拐角處一步成形時易產生拉裂、起皺。
(5)零件網狀、展開 通過UG 軟件對零件一步成形、展開,可以看出展開的圖形是相交(見圖6),在平面上無法實現的過程,利用軟件CAE 模塊進行分析,最大限度地減少了設計缺陷。
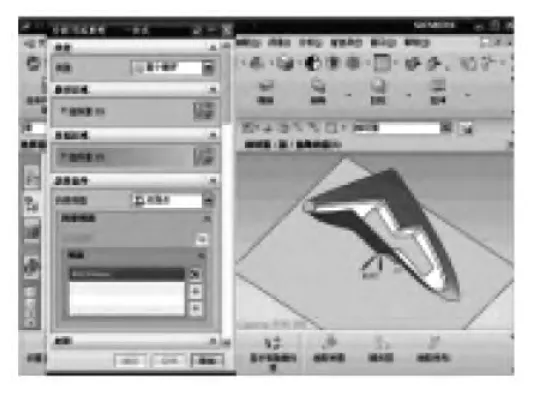
圖2 分析可成形性
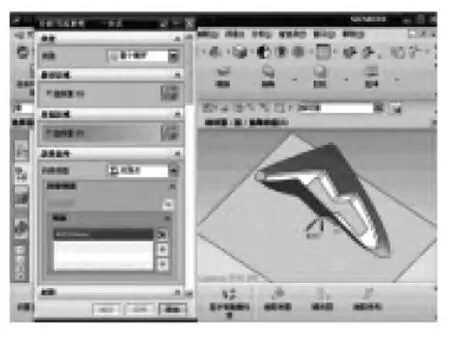
圖3 厚度分布數據
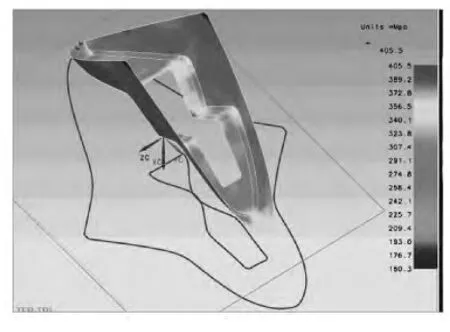
圖4 應力分布數據
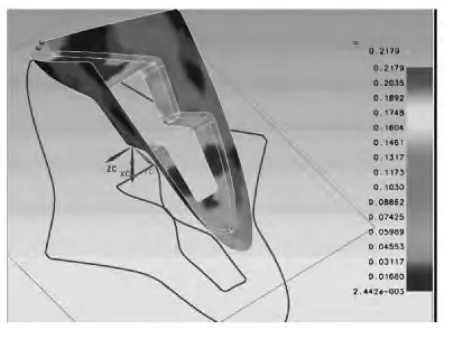
圖5 應變分布數據
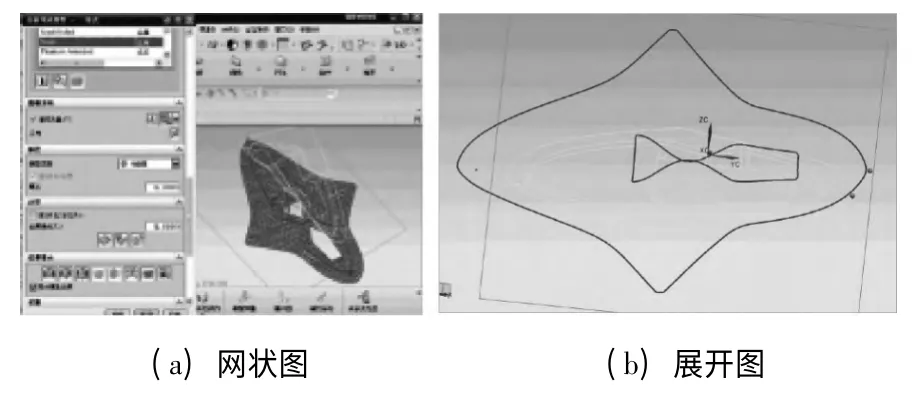
圖6
3.零件拆分及展開成形
(1)成形過程 根據UG 軟件對零件一步成形性分析,零件拆分為兩個零件加工(見圖7),拆分為曲面成形與平面成形,通過對零件的拆分,簡化成形時難題,避免在一次成形時起皺、拉裂。
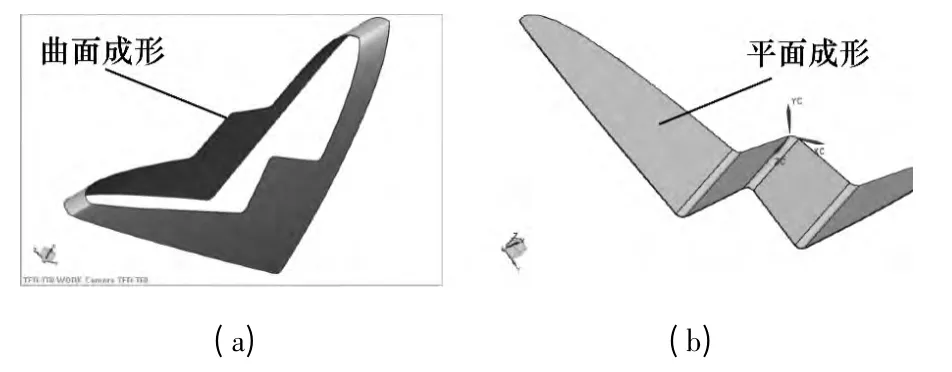
圖7
(2)零件成形分析 利用UG 分析可成形性一步式,對零件進行成形厚度、應力、應變成形曲面、平面分析(見圖8、圖9)。
(3)零件展開 在鈑金零件設計完成后,為便于加工,都要將其轉化為展開圖,以確定所需板料大小以及板料的形狀等。在傳統的鈑金零件展開時,都通過人工憑經驗計算獲得。這樣做有三方面困難:①工作量大,展開過程繁瑣。②效率低,在展開時對于一般工程師而言易產生錯誤,需要進行反復試驗確認展開準確性。③精度低,大部分展開憑經驗獲得,造成物料和人工的大量浪費。
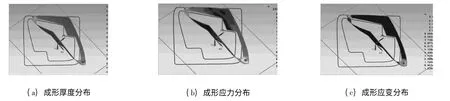
圖8 曲面成形分析

圖9 曲面成形分析
在UG 中利用鈑金模塊UG/Sheet Metal Design 的自動展開功能,可完成鈑金零件的自動展開,直接生成二維平面加工(見圖10)。對于展開后板料的形狀和大小,均可通過自動計算獲得,因此擁有高速、高精度、零錯誤率以及操作簡捷的優點。
(4)零件成形對比 根據上述零件成形性分析,對整體成形與拆分成形做對比,對比情況如表2所示。
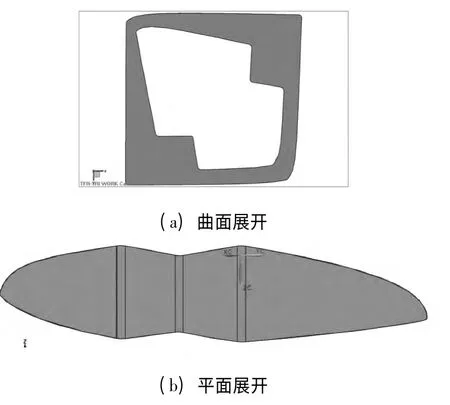
圖10

表2
通過上述表格數據比較,零件整體成形時,成形厚度與應力大小都超過了材料力學性能,展開時存在曲面相交。零件拆分為曲面和平面組合件時,在曲面成形與平面成形都能保證,厚度與應力大小都未超過材料力學性能,展開后的零件加工工藝性能較好。
4.模具快速設計
在三維設計軟件UG 中,通過建模模塊命令,首先建立三維模型,并確定三維模型坐標后。通過抽取體命令,抽取零件內平面、內曲面,隱藏建立的三維模型,利用曲面掃掠的特征(見圖11),分別作出曲面上的掃掠后相關的曲面,使抽取體與掃掠曲面縫合在一塊,形成一塊整體。然后在零件中建立平面,與零件成水平狀,并通過平面拉伸成形(見圖12)保證修剪實體時確保模具成形,模具成形定位位置。在拉伸成形后,充公利用修剪體的命令對零件進行修剪(見圖13),設置好目標體與刀具體,通過目標體與刀具體相剪切,生成凸模成形形狀(見圖14),完成后通過拉伸命令中的求差,拉伸出凸模模具(見圖15)。
根據上述圖示,通過三維軟件生成相關的上模模具、凹模模具(見圖16)。
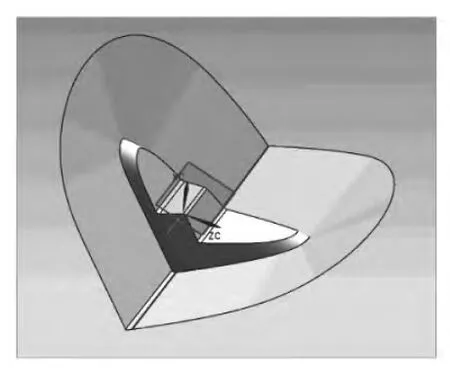
圖11 抽取、掃掠
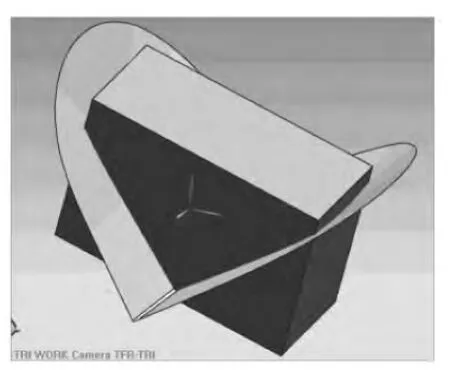
圖12 拉伸成形
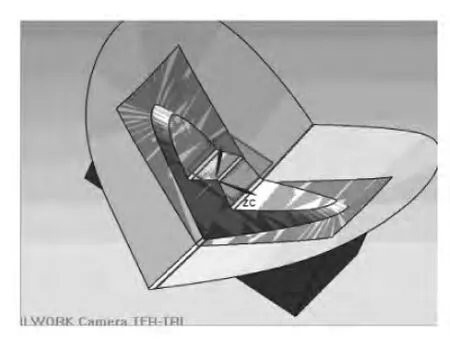
圖13 修剪體
圖14 凸模成形
圖15 凸模模具
加工的模具組合如圖17 所示,在三維軟件中可以分析,成形過程中是否存在干涉現象。通過三維軟件的設計可以快速轉換成二維圖樣,并在三維模型里可以設置好相配合尺寸,可以提高加工過程模具的返修。在模具加工過程中,編程人員通過三維模型生成編程程序,大大節約了編程人員與操作人員的輔助工作時間。在早期模具設計大部分以二維設計為主,特別是在加工復雜曲面的時,模具型面以模線樣板、樣件、模胎等模擬量的方式進行傳遞協調,模具制造精度及配合面的協調性不易保證,往往通過反復調整與修改,達到最終的圖樣要求。

圖16
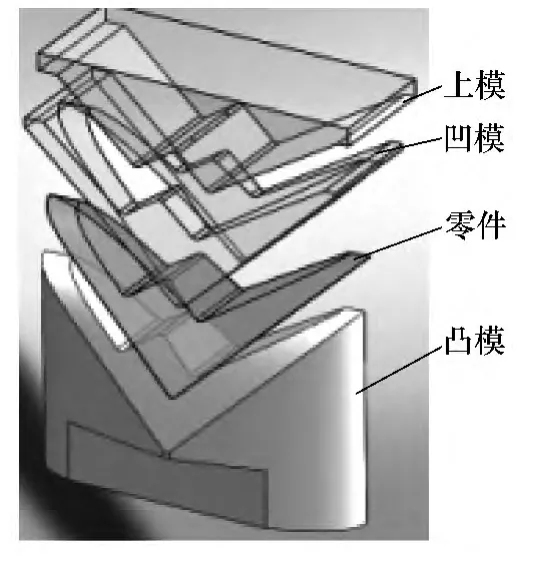
圖17 凸模模具
5.手工成形
采用手工成形的方式,操作人員利用成形凸模、成形凹模成形零件曲面、平面(見圖18、圖19),保證曲面、平面與三維建模一致。成形后,通過檢測三坐標檢測出曲平與平面符合圖樣要求。
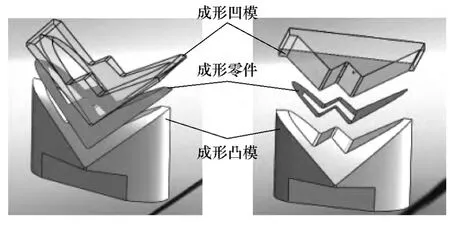
圖18 圖 19
6.零件焊接
316L 屬于奧氏體不銹鋼焊接奧氏體不銹鋼主要問題是熱裂紋(焊接過程中),焊縫和熱影響區金屬冷卻到固相線附近的高溫區所產生的焊接熱裂紋、脆化、晶間腐蝕(沿金屬晶粒邊界發生的腐蝕破壞現象)和應力腐蝕開裂(金屬材料,包括焊接接頭,在一定溫度下受腐蝕介質和拉應力的共同作用而產生的裂紋)。此外,因導熱性差,線膨脹系數大,焊接變形也大。
焊接工藝采用方法是利用焊接模具進行焊接(見圖20),夾持曲面與平面零件,使零件在焊接時處于固定狀態,首先采用點焊,點焊完成后進行滿焊,焊接時轉動焊接夾具。采用此方法焊接,盡量采用小電流、窄焊道、快速焊工藝,減少熱輸人,控制層間溫度。
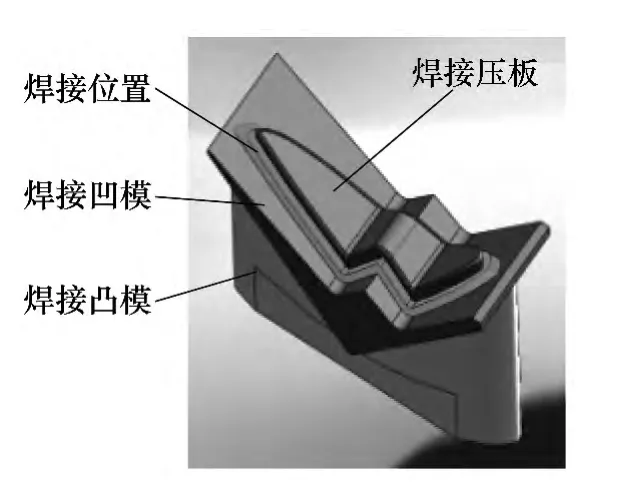
圖20
7.結語
通過三維軟件設計中制造技術,加工工廠實現了產品從設計、分析、制造的數字協同并行一體化,并且采用智能化設計制造技術,使產品研發周期縮短了50% 以上,成本降低40%,出錯返工率降低80%。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
