零件圖中尺寸標注常見問題的討論
2014-11-28 08:17:44蔣瑋
機械工程師 2014年6期
蔣瑋
(鄭州輕工業學院 機電學院,鄭州 450002)
0 引言
一張完整的圖紙不僅要準確地表達立體的形狀,而且必須在視圖中標注正確尺寸。視圖只能表示零件的形狀,零件的大小要靠標注尺寸來決定。若圖中缺少一個尺寸,零件就無法加工;若標注錯誤一個尺寸,加工出來的零件就將成為廢品,造成一定的經濟損失。
零件圖上標注尺寸應做到正確、完整、清晰、合理。“正確”就是要符合國家標準。“完整”就是尺寸標注不多不少。“清晰”就是尺寸布局合理,不影響看圖。“合理”即標注的尺寸首先應該滿足設計要求,以保證產品質量,滿足工藝要求,利于制造和測量。所以在標注尺寸時必須認真負責,一絲不茍。
零件圖的尺寸主要有定形尺寸、定位尺寸和總體尺寸。總體尺寸一般比較容易標注,不再贅述。本文主要針對定形尺寸、定位尺寸進行分析。
1 利用形體特征表達式標注定形尺寸
零件的尺寸標注一般以形體分析法為主,這就要求標注尺寸前,務必要把零件的構形分析清楚。零件是由基本幾何體(如棱柱、棱錐、圓柱、圓錐、圓球、圓環等)通過疊加和挖切兩種方式組合而成的立體,具有比較復雜的形狀、大小特征,這就造成在標注尺寸的時候容易漏標、重復標或者標注不合理、不清晰。為了避免上述問題的出現,在標注尺寸時采取把形狀復雜的立體分析成為由基本幾何體構成的方法,即形體分析法。每一個基本體都具有一定的形狀和大小,并處于復雜形體中的某一具體位置。
由于零件的結構千差萬別,對于復雜零件而言,工程圖樣本身只適合繪制,卻難以用文字表達。一般情況下,分析零件時口頭表達會采取代號法(如形體1、形體2…)來表達。但是復雜零件在紙上表達時就非常繁瑣,不便于學習與工程設計時對零件結構分析與表達。這樣在標注尺寸時,尺寸標注不完整就不便進行檢查。文獻[2]提出了利用形體特征表達式輔助繪制和識讀機械圖的方法。在此基礎上,筆者試圖尋找利用形體特征表達式輔助尺寸標注的方法。
2 形體特征表達式
2.1 簡單形體與形狀特征簡圖
根據CAD/CAM 技術特征造型的思想,形體的特征可分為形狀特征和位置特征。形狀特征是用于描述形體幾何形狀的特征,由一個或多個簡單特征組成。每一個形狀特征又同時具有層面輪廓特征和成型輪廓特征,它們分別表示構成形體的層面輪廓形狀特征和層面累加的輪廓特征。描述簡單形體輪廓形狀的簡化圖形稱為形狀特征簡圖。基本形體與簡單組合形體的特征簡圖如表1 所示。形狀特征簡圖由帶有上下標的成型輪廓特征圖表示,其中下標表示層面輪廓特征圖,上標表示層面輪廓特征圖的投影方向。用V、H、W 分別表示正面投影面、水平投影面和側面投影面。成型輪廓特征圖和層面輪廓特征圖是形體兩個特征視圖的簡化圖形。在表達時只畫出反映主要輪廓特征的線。

表1 基本形體與簡單組合形體的特征簡圖
2.2 復雜形體與形體表達式
復雜形體是多個簡單形體通過不同的位置組合而成的,因此要把實體的形狀特征和位置特征采取一定的方式表達出來,適合交流。復雜形體的形體特征表達式是用來描述復雜形體形狀結構組成的式子。將帶有約束特征標記的形狀特征簡圖通過正負號聯接就成為形體特征表達式。疊加就用“+”號表示,挖切就用“-”號表示。由于分析尺寸時一般直接分析各個簡單形體的定位尺寸,所以本文中暫不帶約束特征標記。
下面以圖1 所示軸承座的尺寸標注說明利用形體特征表達式輔助尺寸標注。將形體拆分成簡單形體(如圖2所示),并注意位置關系,寫出形體表達式,然后根據形體表達式再進行尺寸分析和標注。
如圖1 所示的軸承座,可以用形體表達式表示為
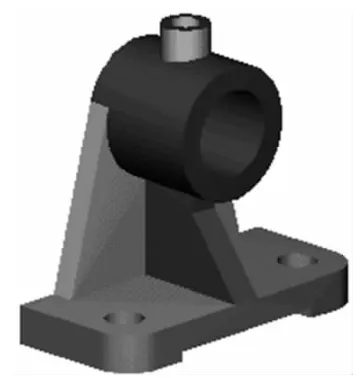
圖1 軸承座
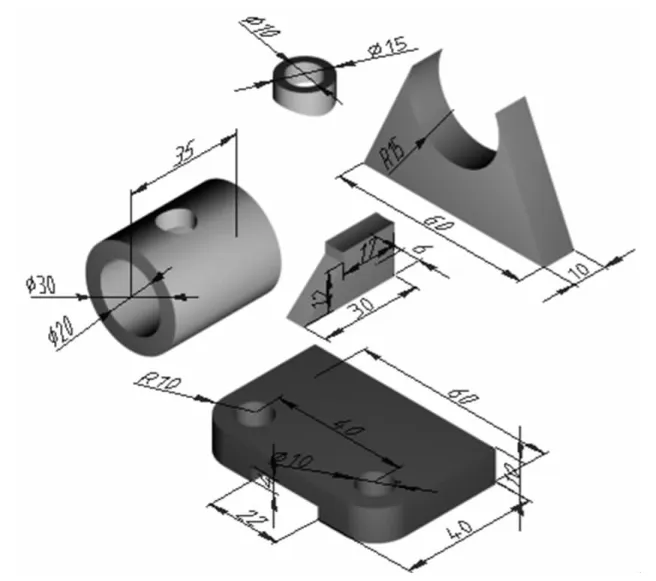
圖2 將形體拆分成簡單形體

2.3 定形尺寸的標注
形體的定形尺寸是用于描述形體幾何形狀特征的尺寸,如圓柱的直徑和高,長方體的長、寬和高等。定位尺寸是用于描述形體相對位置的特征。
以圖1 所示的組合體為例進行尺寸分析,其各組成部分的定形尺寸如表2 所示。

表2 各組成部分的定形尺寸
通過上述例子可以看出,利用形體表達式來分析尺寸、標注尺寸一目了然,每個基本形體的定形尺寸基本上都是確定的,可以避免尺寸標注的重復或者遺漏,達到標注完全的要求。尤其是對于復雜的形體,可以方便地書面表達出逐個形體的定形尺寸,進行檢查、修改,方便交流。
3 定位尺寸的標注
為了準確地標注定位尺寸,首先要選擇恰當的尺寸基準。所謂基準,就是指度量尺寸的起點。由于每個零件都有長、寬、高三個方向的尺寸,因而每個方向至少有一個主要基準。尺寸基準一般選擇零件的對稱面、零件上較大的加工面、零件的結合面、重要的平面和軸肩。根據基準的作用不同,又可分為設計基準和工藝基準。
3.1 設計基準
設計基準是根據零件在機器中的作用和結構特點,為保證零件的設計要求而選定的一些基準。設計基準一般是根據零件的工作原理確定的點、直線、平面和確定零件在機器中方位的接觸面、對稱面、端面、回轉面的軸線等。如圖3主視圖中中心線和底面是設計基準。
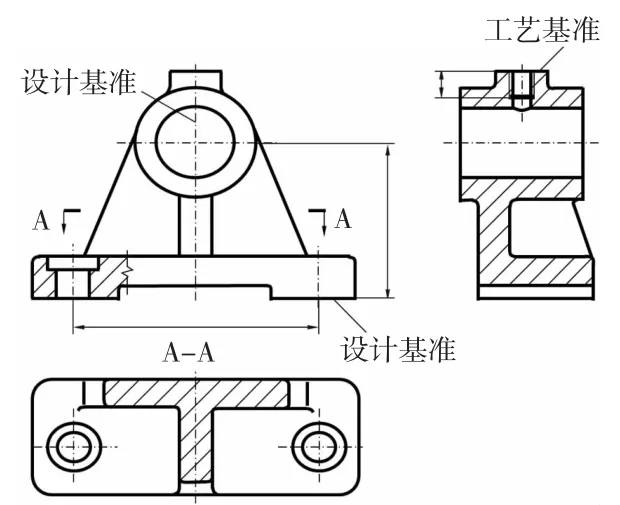
圖3 主視圖中中心線和底面是設計基準
3.2 工藝基準
工藝基準是確定零件在機床上加工、檢驗和裝配過程中使用的基準,以及測量零件尺寸時所利用的點、線、面。工藝基準分為定位基準、測量基準和裝配基準。如圖1中左視圖所示為工藝基準(圖3 右圖)。
3.3 雙基法標注尺寸
在零件圖標注尺寸時,首先明確所標注零件的設計基準、工藝基準,以及兩個基準之間的關系。從設計基準出發標注尺寸,能保證設計要求;從工藝基準出發標注尺寸,則便于加工和檢測。因此,最好使工藝基準和設計基準重合。當設計基準和工藝基準不重合時,所注尺寸應在保證設計要求的前提下,滿足工藝要求。因此在標注尺寸時要牢牢把握住“雙基準”,即基于“雙基法”進行尺寸標注,才能達到合理標注尺寸的要求。
所以,如圖1 所示的軸承座定位尺寸分析后應該標注為表3 所示的樣式。

表3 雙基法標注尺寸樣式
4 尺寸標注中應把握的四個原則
1)功能尺寸直接標注原則。由于零件在加工制造時總會產生尺寸誤差,在加工時,圖樣中所標注的尺寸都必須保證其精度要求,沒有注出的尺寸則不檢測。對于影響產品工作性能、裝配精度和互換性的功能尺寸必須直接注出。如圖4 所示,尺寸b 表示中心高度,是有設計要求的重要尺寸,直接注出時加工者就會以底面為基準,直接加工檢測尺寸b,保證設計要求。而注成尺寸c、d,雖然理論上c+d=b,但是由于加工和檢測時的誤差累積,很難保證b 能滿足設計要求。

圖4 尺寸標注方法
2)非功能尺寸符合制造工藝要求原則。零件的制造工藝取決于材料、設計要求、結構形狀、產量大小等,因此,按制造工藝標注尺寸時,必須根據實際情況來處理。
如圖5 所示的軸,要按照軸的車削加工順序標注尺寸。對比圖6 所示的加工過程,就可以看出圖5的尺寸就是圖6 中尺寸的總和。

圖5 軸的尺寸標注示例

圖6 軸的加工過程
3)避免封閉尺寸鏈原則。封閉尺寸鏈是首尾相連,形成一整圈的一組尺寸,每個尺寸叫尺寸鏈中的一環。加工時,由于要保證每一個尺寸的精確度要求,從而會增加加工成本。因此尺寸一般都應注成開口的,對精度要求最低的一環不注尺寸,稱為開口環;這樣既保證了設計要求,又可以節約加工費用。如圖7(a)中尺寸b、c、d、e 就是一組封閉尺寸,這樣標注就存在一個多余尺寸。如圖7(b)中,把尺寸e 省略。

圖7 封閉尺寸鏈標注示例
4)方便測量原則。標注尺寸時應該考慮到測量是否方便,同時考慮是否能夠使用普通測量工具就能測量,以減少專用量具的設計和制造,降低經濟成本。
如圖8,在加工階梯孔時,一般是從端面起按相應深度先做成小孔,然后依次加工出大孔。因此標注軸向尺寸時,應從端面標注大孔的深度,以便測量。

圖8
5 結論
通過分析,零件圖標注尺寸時,以形體特征表達式為基礎對零件進行形體分析,標注定形尺寸;以設計基準、工藝基準為基礎標注定位尺寸,從而避免了尺寸標注的重復或者遺漏等問題,并強調了尺寸標注時應遵循的四個原則,解決了零件圖尺寸標注的若干常見問題,從而達到合理尺寸標注的目標。實踐表明,這樣標注尺寸邏輯性強,思路清晰,直觀而又鮮明。
[1]唐克中,朱同鈞.畫法幾何及工程制圖[M].北京:高等教育出版社,2009:84-91.
[2]章易程,朱益紅,楊振祥.利用形體特征表達式輔助繪制和識讀機械圖[J].工程圖學學報,2005(2):128-131.
[3]趙潤平,宗榮珍.AutoCAD 工程繪圖[M].北京:北京大學出版社,2009.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年10期)2019-06-03 10:12:04
藝術啟蒙(2018年7期)2018-08-23 09:14:18
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03
