自由渦輪二級導(dǎo)向器精密鑄造工藝研究
2014-11-24 08:23:00常州蘭翔機械有限責(zé)任公司江蘇213022
金屬加工(熱加工) 2014年5期
關(guān)鍵詞:工藝
常州蘭翔機械有限責(zé)任公司(江蘇 213022)黃 凱
渦軸6系列發(fā)動機現(xiàn)裝機使用的自由渦輪二級導(dǎo)向器(Z6.45.200)毛坯葉型是有余量的,在加工過程中需對葉片及通道進行拋磨。該鑄造模具自渦軸6發(fā)動機研制以來一直使用至今,期間經(jīng)過了多次修理,致使葉型拋光余量越來越大,且因葉型扭曲加工后幾何公差超差較多;同時由于加工余量較大,使得鑄造表面的致密細晶層被去除,對其使用性能是不利的。經(jīng)公司研究決定利用某型機研制平臺,開展葉型無余量的自由渦輪二級導(dǎo)向器的應(yīng)用研制。
1.蠟型制作工藝選定
由于葉片為無余量,葉片型面的輪廓度公差±0.13mm,葉片排氣邊公差為+0.13-0.05mm,原有的葉型尺寸是在原有設(shè)計葉型的基礎(chǔ)上增加鑄造余量,然后通過拋光加工的工藝來保證葉型的尺寸公差。要想通過鑄造獲得葉型與設(shè)計圖樣相符的精密鑄件,關(guān)鍵在于要制造出高精度的蠟型(見圖1)因此蠟型的成形十分重要。

圖1 導(dǎo)向器蠟型
現(xiàn)有的整體葉盤蠟型成形方法主要有三種:鋼體活塊法、單體葉片蠟?zāi)Ec盤體組合法、可溶性芯塊整體成形法。
(1)鋼體活塊法 優(yōu)點:鑄件尺寸精度高,生產(chǎn)效率高。缺點:模具設(shè)計制造周期長,制造費用高,且受鑄件結(jié)構(gòu)的限制。
(2)單體葉片蠟?zāi)Ec盤體組合法 優(yōu)點:模具結(jié)構(gòu)簡單,制造費用低。缺點:組合夾具精度要求高,組合采用蠟型焊接和膠合法連接,工序較復(fù)雜,受環(huán)境及人為因素影響較大。
(3)可溶性芯塊整體成形法 優(yōu)點:模具結(jié)構(gòu)簡單,制造費用低,精度高,受環(huán)境影響小。缺點:生產(chǎn)率低。
經(jīng)分析比較,我們選取了第三種方案,這種方法關(guān)鍵是芯塊模具及芯塊組合模具的設(shè)計。
2.蠟型模具的設(shè)計與制作
由于葉片為無余量,葉片型面的輪廓度公差±0.13mm,葉片排氣邊公差為+0.13-0.05mm,精度要求較高。葉型及通道部分是靠芯塊形成,收縮率給定的正確與否直接影響鑄件的尺寸精度,由于該葉片扭角較大,最初葉型收縮率仍按單體葉片收縮法進行設(shè)計。由于該葉片在整個盤上分布相對于葉盤坐標(biāo)系的位置度的公差為0.4mm,因此葉片的均布要求很高,芯塊組合后不允許發(fā)生位移。
(1)芯塊模具 為了保證芯塊組合后不發(fā)生位移,芯塊采用精密定位銷定位(見圖2、圖3)替代原WZ6.45.200模具活塊組合定位結(jié)構(gòu)(見圖4)。
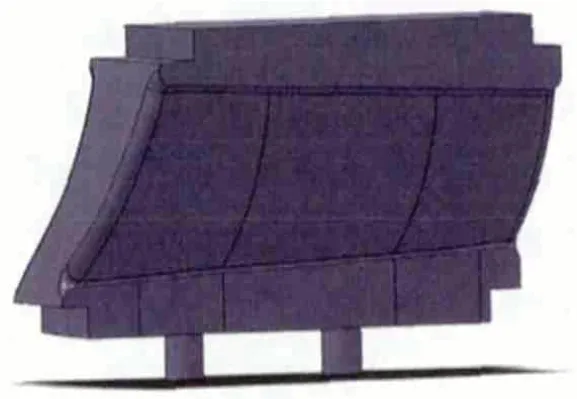
圖2 帶雙定位銷芯塊

圖3 芯塊模具組合

圖4 原有芯塊模具組合
考慮到葉片葉型主要由芯塊精度保證,因此對芯塊精度要求較高,為了保證芯塊的精度,需對芯塊模具的設(shè)計及制造采取比較高的精度,參考現(xiàn)有的加工水平,我們對芯塊模具的4塊型腔板的定位均采取了雙精密定位銷定位,定位銷孔加工都由慢走絲加工保證,均布控制在±0.02mm之內(nèi),孔徑尺寸控制在±0.01mm。雖然較原有活塊結(jié)構(gòu)相比生產(chǎn)進度稍慢,但可以消除操作上的人為誤差,保證了尿素芯塊的精度。
由于整體模具設(shè)計結(jié)構(gòu)為芯塊組合形成葉片型腔,因此需要考慮組合時的間隙。芯塊在芯塊組合模具上組合,由于組合面為曲面,因此芯塊模具在組合面上的加工要求較型面更高,型面公差應(yīng)控制在0.02mm之內(nèi),否則會造成芯塊組合后在蠟型壓制過程中由于受力不均導(dǎo)致偏擺,最后導(dǎo)致葉型產(chǎn)生偏差,最終影響蠟型精度。
(2)芯塊組合模具 芯塊組合時由組合模具保證組合精度,這就要求芯塊組合模具有較高的精度。我們對該模具設(shè)計采用雙精密定位銷定位結(jié)構(gòu),設(shè)計要求定位銷孔位置度0.01mm,定位銷孔徑公差要求±0.01mm,定位銷孔加工都由慢走絲加工保證。蠟型模的起模方式,由原模具的部分頂起改為直接放入水中將尿素型芯溶化,直接獲得蠟型,減少起模時由于傾斜導(dǎo)致的蠟型變形。芯塊組合模具底板如圖5所示。
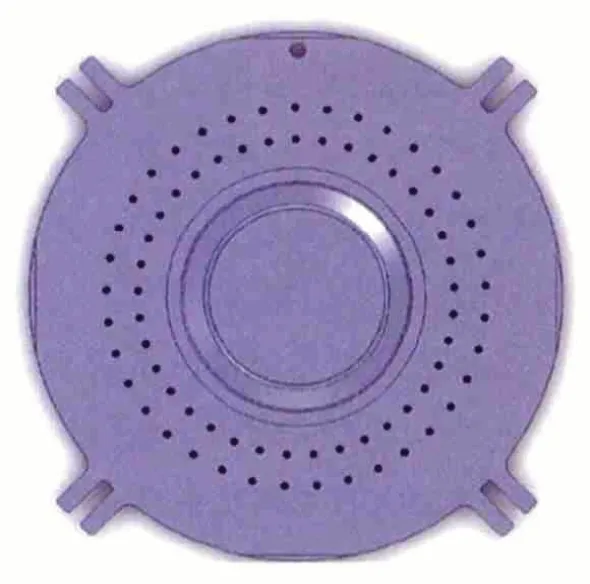
圖5 芯塊組合模具底板
3.主要工藝及參數(shù)
(1)芯塊的制作 國內(nèi)常用的水溶性型芯主要有尿素、聚乙二醇為基加填料等。我們選用原有的成熟的尿素工藝。該材料具有成本低、收縮率小、強度高、能夠自由澆注等特點。但由于尿素易吸濕,使用時需重熔后澆注,澆注溫度應(yīng)控制在133~136℃,制芯工作間濕度應(yīng)盡量小,這樣制得的芯塊表面較光潔,一定程度上有利于保證葉片的精度及表面粗糙度。制作完成后的芯塊應(yīng)抽取10%進行葉型計量,葉型輪廓度公差應(yīng)小于0.03mm。制作完成后的芯塊應(yīng)注意密封保存,防止吸潮。使用前還需對芯塊表面進行檢查,若表面存在吸濕或劃痕等缺陷的芯塊,則不允許使用。
(2)蠟型的壓制 選用的蠟料及蠟型的壓制工藝參數(shù)參照原有余量毛坯,壓蠟環(huán)境溫度控制在(24±4)℃,模具溫度25~30℃,蠟液溫度為60~66℃,壓力為0.5~0.7MPa,保壓時間5min,蠟型脫芯溫度控制在25~32℃,芯塊水溶完畢后,蠟型放在專用的托板上,以防止變形。
按以上工藝壓制的蠟型通道尺寸見附表。葉型經(jīng)三坐標(biāo)計量,符合預(yù)定收縮尺寸要求。
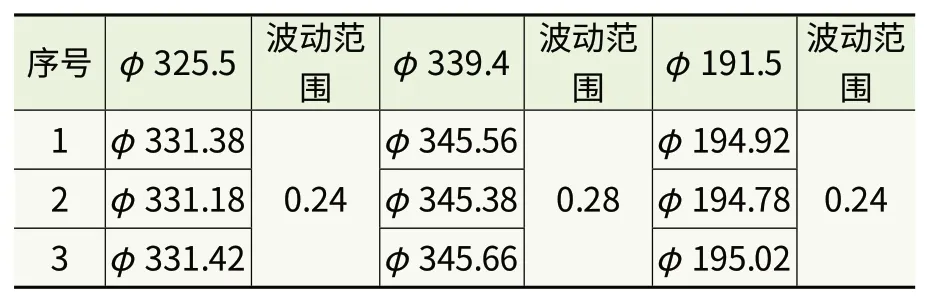
自由渦輪二級導(dǎo)向器通道蠟型尺寸 (mm)
(3)蠟型組合 由于無余量毛坯的整體結(jié)構(gòu)與有余量毛坯基本一致,故蠟型組合采用的澆道仍為原用的爪型澆道結(jié)構(gòu)。考慮到無余量葉片葉型較原有的厚度減薄可能會導(dǎo)致澆注過程中欠鑄,因此適當(dāng)?shù)貙χ鳚驳栏叨燃痈摺⒅睆郊哟郑栽黾訚沧⒊湫瓦^程中的壓力和單位面積的鋼液流量。
(4)制殼 葉片表面獲得均勻細晶將有助提高葉片的抗熱疲勞和燃氣腐蝕性能。因此采用表面涂料涂掛鋁酸鈷細化晶粒工藝,考慮到無余量葉片表面粗糙度的要求,我們采用優(yōu)質(zhì)剛玉粉作為耐火材料,其余各層沿用原有余量制殼工藝。
(5)合金熔煉及澆注 由于葉片為無余量葉片,因此葉片部分的冶金質(zhì)量較原有要求更嚴。經(jīng)統(tǒng)計,過去冶金報廢主要原因是由于葉片中夾渣超標(biāo),因此在金屬熔煉過程中應(yīng)特別注意控制,否則合格率就很難得到保證。
我們主要是通過以下途徑提高鋼液質(zhì)量:①采用優(yōu)質(zhì)的母合金,母合金使用過程中嚴格控制一次縮孔情況。②嚴格控制回爐料加入量,且加入前嚴格按照相關(guān)標(biāo)準要求進行重熔、篩選。③盡量采用在較高的真空度下進行熔煉。④由于真空澆注是采用坩堝直接澆注,我們把坩堝澆注口設(shè)計了擋渣包,以利于盡量減少非金屬夾渣流入模殼。
考慮到葉片排氣邊較薄,最薄處僅0.9mm,且受設(shè)備的限制,鋼液需先進行熔化,然后模殼轉(zhuǎn)移至爐膛內(nèi)進行澆注,此過程模殼溫度下降很快,因此澆注過程中極易產(chǎn)生欠鑄。為了保證模殼在澆注時還具有較高的溫度。模殼經(jīng)造型裝箱在950℃焙燒保溫2h后再進行轉(zhuǎn)移澆注。
根據(jù)航空材料手冊介紹,K406C澆注溫度為1450~1470℃。我們結(jié)合以往的經(jīng)驗,首次采用在1460℃進行澆注,真空度控制10-2MPa以上,澆注速度一般≤3s。
(6)清理 由于葉片較薄,且考慮到鑄態(tài)的整體葉盤熱應(yīng)力較大,采用傳統(tǒng)的振動清殼有一定的風(fēng)險,清理可能會導(dǎo)致葉片應(yīng)力集中區(qū)產(chǎn)生裂紋或裂紋萌生源,特別是裂紋萌生源無損檢查也無法檢查,最終可能會導(dǎo)致零件提前失效,因此我們先采用手工法去除外面模殼,然后將主澆注系統(tǒng)切除,隨后對鑄件進行固溶處理,使鑄件熱應(yīng)力基本釋放,隨后再采取機械振殼加手工清除的方法清除模殼。
4.檢測
(1)尺寸檢測 按照上述工藝生產(chǎn)出來的首批毛坯未發(fā)生欠鑄現(xiàn)象,表面粗糙度也基本滿足設(shè)計圖樣要求,葉型尺寸經(jīng)計量檢測基本符合圖樣要求(除個別點超出公差),但中環(huán)及外環(huán)通道尺寸超差,與設(shè)計圖樣相比超差了1mm,分析認為這主要是由于增加了主澆道尺寸,鑄件在冷卻時補縮量較原來略大,只需要通過對芯塊模具通道進行修整即可。
(2)理化及無損檢測 化學(xué)成分、力學(xué)性能、X射線、熒光、金相等檢查項目,按照YJ(R)-044-1987技術(shù)要求進行檢測后發(fā)現(xiàn)有兩件符合要求。
(3)修模 經(jīng)過修改后的模具按以上工藝再次澆注出來的毛坯尺寸及幾何公差已基本滿足圖樣要求(除個別點超出公差)。
(4)試加工及考核 鑄件完成后,選取合格件進行試加工,除個別尺寸超差,其余均滿足設(shè)計圖樣要求,并順利通過首件鑒定及裝機前工藝評審。工藝評審后,該零件順利裝機參與了某型機研制過程中的摸底試車、長期考核試車、三高試飛等一系列考核,順利通過了鑒定。
5.結(jié)語
(1)通過以上工藝研制,突破了利用傳統(tǒng)設(shè)備研制無余量整體葉盤精密鑄件的技術(shù)瓶頸。
(2)解決了原有余量毛坯金屬材料利用率低、拋光余量大,以及葉型不均勻等問題,取得了較大的經(jīng)濟效益。
(3)利用該工藝生產(chǎn)的葉型無余量的自由渦輪二級導(dǎo)向器滿足某型機研制的要求。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
