ADI在發動機曲軸生產中的開發應用
2014-11-24 08:22:48濱州海得曲軸有限責任公司山東256600王守河屈厚余
金屬加工(熱加工) 2014年5期
濱州海得曲軸有限責任公司 (山東 256600)王守河 張 東 屈厚余
奧鐵球鐵,國內習慣稱奧貝球鐵,國外稱之為ADI(Austemperrd Ductile Iron),是球墨鑄鐵經奧氏體等溫淬火處理后獲得的,強度和伸長率不僅遠超過普通球墨鑄鐵,也超過調質鋼和滲碳鋼。作為一新材料、新工藝,其獨特的工藝特點、良好的力學性能和可加工性及低廉的制造成本,用于內燃機曲軸的生產,具有非常廣闊的市場。
一、ADI曲軸毛坯鑄件化學成分
為保證ADI曲軸力學性能的穩定性,對曲軸鑄造用原材料進行適當控制,在普通球墨鑄鐵曲軸所用原材料基礎上使鐵液S、P含量降低。有兩種方式:其一,全部優質廢鋼+合金配比+增碳劑;其二,50%優質生鐵+50%優質廢鋼+合金配比+增碳劑。所得鐵液化學成分按表1控制。

表1 鐵液化學成分(質量分數) (%)
嚴格控制S含量,以減少鑄件產生氣孔、縮松傾向;嚴格控制P含量,以減小鑄件低溫脆性之傾向。以是否在鐵液中加入Mo等合金元素,ADI可分為合金化型與非合金化型。為控制鑄件制造成本并經多次對比試驗,綜合確定采用非合金化型。
二、ADI曲軸毛坯鑄造工藝選擇及澆注過程質量控制
目前,比較常用的曲軸毛坯鑄造工藝有殼型鑄造、鐵模覆砂造型、樹脂砂造型、潮模砂造型等,其中殼型鑄造與鐵模覆砂造型工藝由于其工藝穩定性好、冷卻速度快、鑄件外觀光滑細膩且缺陷少、球化穩定性及石墨大小得到顯著改善,尤其是鑄件內部產生縮松、氣孔、夾渣等常見鑄造缺陷的傾向大幅減少,從而可得到優質的曲軸毛坯鑄件。
殼型鑄造與鐵模覆砂鑄造工藝均適于曲軸毛坯多品種大批量生產。單件曲軸毛坯重量在20kg以下時用殼型鑄造工藝優勢較大,而在20kg以上時用鐵模覆砂造型工藝更容易控制毛坯質量。
這兩種鑄造工藝澆注過程質量控制基本相同:生鐵、廢鋼、合金材料、增碳劑、球化劑等原料來源及質量穩定;殼型/鐵型需及時、定期更換;爐前工藝參數的嚴格控制;現場操作人員的綜合素質保證;技術人員的跟蹤、分析、改進等。在ADI曲軸開發研究過程中對該兩種鑄造工藝生產的毛坯都進行了驗證。
目前國內對這兩種鑄造工藝掌握較好的生產廠家,大批量生產的曲軸毛坯鑄造內外綜合廢品率能夠控制在3%以內,曲軸毛坯鑄件的鑄態金相及力學性能可達到表2指標。

表2 殼型鑄造/鐵模覆砂造型鑄態金相及力學性能指標
三、ADI曲軸金相組織力學性能要求及等溫淬火工藝參數確定
1.ADI曲軸金相組織及力學性能要求
參照GB/T24733—2009《等溫淬火球墨鑄鐵件》標準,適于用來生產曲軸的ADI牌號及相關的力學性能最小值見表3。其中,重點選擇QTD800-10和QTD1050-6兩個牌號進行試驗研究。
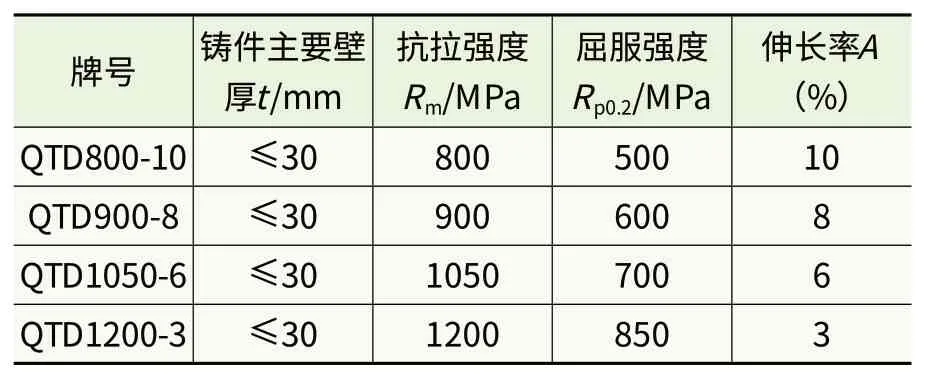
表3 單鑄或附鑄試塊的力學性能
2.曲軸毛坯等溫淬火工藝確定
根據擬選ADI牌號QTD800-10和QTD1050-6金相組織及力學性能要求并經過多次對比試驗后,確定采用的等溫淬火工藝分兩個階段。第一階段,鑄件高溫石墨化退火:890~930℃,保溫2.5h,隨爐冷卻,得到95%以上鐵素體組織,這一階段的主要目的是消除鑄件鑄態組織中存在的滲碳體;第二階段,等溫淬火工藝:奧氏體化溫度880~920℃,保溫2h,等溫溫度370~390℃,保溫2h。
隨著鐵模、殼型鑄造技術的推廣應用以及鑄造工藝的日臻完善,鑄態游離滲碳體和磷共晶體完全可控制在3%以下,直接進行高溫奧氏體化后等溫淬火,工藝曲線如圖1所示。
將均勻奧氏體化保溫后的鑄件毛坯迅速轉入等溫轉變的鹽浴爐,以避免產生珠光體。在等溫轉變的過程中,使針狀鐵素體形成、長大,更多的碳擴散到臨近的奧氏體中,獲得高碳(1.6%~2.4%)奧氏體和針狀鐵素體的混合組織,其具有高的強韌性及優良的耐磨性,這是所期望的ADI組織,而不是奧氏體+貝氏體。
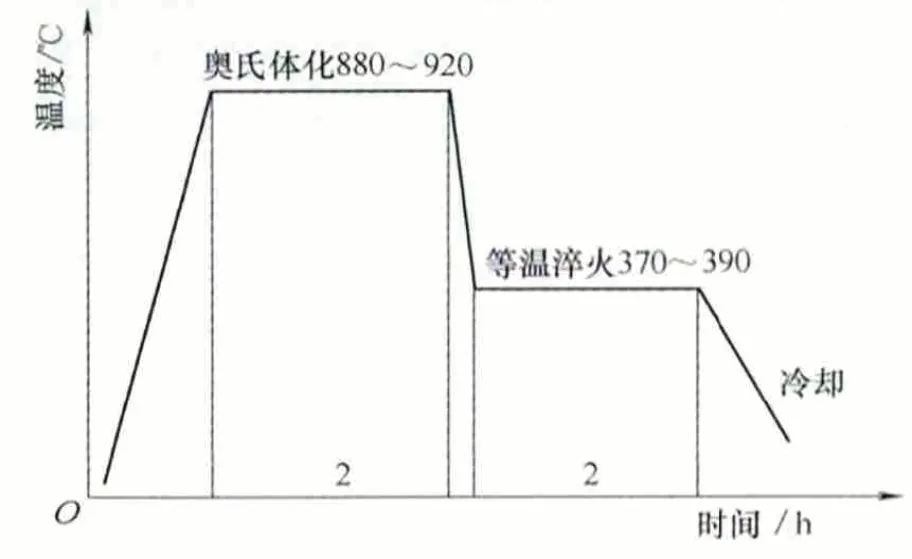
圖1 球墨鑄鐵奧氏體等溫淬火工藝曲線
3.等溫淬火工藝驗證
將經等溫淬火處理的兩型號曲軸,從平衡鐵部位取樣作金相分析、力學性能檢測,結果見表4。其基體組織是類似貝氏體的針狀鐵素體和奧氏體。

表4 Ⅰ型曲軸QTD800-10和Ⅱ型曲軸QTD1050-6試驗數據

圖2 Ⅰ-1型曲軸QTD800-10
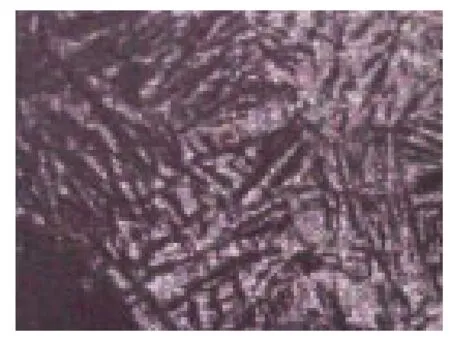
圖3 Ⅰ-2型曲軸QTD800-10
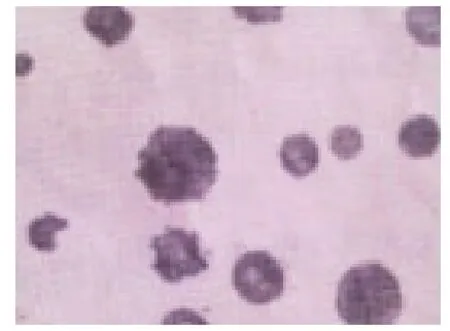
圖4 Ⅱ-1型曲軸QTD1050-6

圖5 Ⅱ-2型曲軸QTD1050-6
四、ADI曲軸基體硬度及機加工工藝特點
1.ADI曲軸基體硬度特點
ADI曲軸基體硬度可達30~35HRC,因此曲軸軸頸不需再進行任何表面強化處理,其軸頸表面耐磨性較珠光體基體球墨鑄鐵曲軸的耐磨性有顯著提高,尤其是曲軸經圓角滾壓后,軸頸表面與滾壓支撐輪在高接觸應力作用下使其表面粗糙度及表層硬度得到進一步改善,這對于經過精加工以后再進行圓角滾壓的曲軸效果特別好。資料表明,基體硬度30~35HRC的ADI曲軸軸頸表面耐磨性與經軸頸表面中頻感應淬火的珠光體球墨鑄鐵曲軸45~50HRC的軸頸表面耐磨性相當,該工藝已在美國聯合收割機增壓機型上得到應用和推廣。
2.ADI曲軸機加工工藝特點
ADI曲軸基體硬度一般控制在30~35HRC,較普通珠光體球墨鑄鐵曲軸基體硬度高。開發中經等溫淬火后曲軸基體硬度多集中在305~332HBW,較普通珠光體球墨鑄鐵曲軸基體硬度250~300HBW高出50HBW,加工中曲軸磨削過程與普通珠光體球墨鑄鐵曲軸區別不大,但是其車削、鉆削及攻螺紋等加工難度增大,尤其是曲軸油孔及法蘭盤攻螺紋工序表現更突出,當使用普通高速鋼鉆頭、絲錐加工ADI曲軸油孔及螺紋孔時,就會出現較頻繁的斷鉆頭、斷絲錐現象,且加工效率較低。
經對比分析,ADI曲軸屈服強度較普通珠光體球墨鑄鐵曲軸要高,熱導率要低,且加工硬化現象明顯,這樣對加工ADI曲軸所使用鉆頭和絲錐的強度及耐熱性提出更高要求。經試用,采用硬質合金鉆頭、絲錐加工ADI曲軸油孔、螺紋孔底孔和攻螺紋時,加工效率及加工質量得到改善。據資料介紹,使用硬質合金涂層刀具加工超過305HBW的ADI曲軸效果較好。據國外最新研究,由氧化鋁和碳化硅組成的合金材料刀具能夠滿足高硬度ADI曲軸的粗、精加工。總之,ADI曲軸還沒有實現大批量生產,對其加工特性及刀具的研究、選用還需進一步探索。
五、ADI曲軸的圓角滾壓及系列試驗
對加工后的兩種型號ADI曲軸進行圓角滾壓,滾壓前根據曲軸的結構尺寸、名義工作彎矩及所要求的安全系數等參數進行具體分析與計算,分別采用相應的滾壓力,圓角滾壓后對兩種曲軸進行疲勞試驗,其中ADI-1曲軸名義工作彎矩為504N m,曲軸疲勞試驗數據見表5、表6。

表5 本公司對ADI-1曲軸疲勞試驗數據
該試驗結果表明,曲軸疲勞彎矩在1200N m左右,曲軸安全系數≥2.0。

表6 發動機廠對同批次ADI-1曲軸疲勞試驗數據
該曲軸彎曲中值疲勞極限為1120N m,曲軸名義工作彎矩為504N m,安全系數≥2.0,高于一般標準1.6~1.8的安全系數要求。對經過疲勞試驗驗證滿足要求的兩種ADI曲軸均進行了臺架試驗,并將其中一種曲軸進行了裝機試驗,試驗過程正常。
六、ADI曲軸應用前景分析
目前,發動機曲軸所用材質分為鍛鋼曲軸和球墨鑄鐵曲軸,鍛鋼曲軸主要用于中高爆發壓力的增壓發動機,球墨鑄鐵曲軸主要用于較低爆發壓力的自然吸氣發動機。從現階段產品價格看,相同規格型號的鍛鋼曲軸是球墨鑄鐵曲軸的兩倍甚至更高。
ADI具有良好的強韌性,特別是具有很高的疲勞強度,與鍛鋼曲軸相比具有成本優勢,是制造發動機曲軸的理想材料,汽車曲軸是最能發揮ADI性能潛力并最能體現ADI應用價值的典型結構件。福特公司及克萊斯勒公司前期開發認為:ADI是一種新型工程材料,能夠替代鍛鋼用于發動機曲軸。
隨著我國汽車工業的供求關系日漸平衡,市場競爭逐步加劇,汽車價格日趨下降;另外,原材料價格持續上漲,生產成本增加,利潤空間縮小,因此,零部件、發動機、整車降成本已成為現階段一個不容回避的問題,其中,科技降成本首當其沖,這就為ADI在汽車特別是在發動機曲軸中的應用帶來了一個難得的歷史機遇期;同時,殼型鑄造、鐵模覆砂造型等鑄造工藝在曲軸鑄造毛坯生產中的成熟應用也為此創造了前提條件,等溫淬火工藝及成套設備也已在全國有多家分布,從零部件廠、發動機廠到汽車廠技術開發人員對ADI都開始關注。ADI曲軸在一定范圍內替代40Cr、42CrMo等合金鋼鍛造曲軸的可行性研究論證、開發、試驗、推廣應用等一系列工作將逐步展開。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03
