影響板坯熱噴號機噴號效果因素及應對措施
2014-11-06 06:16:32呂淵郭凡
冶金設備 2014年1期
呂 淵 郭 凡
(河北省首鋼遷安鋼鐵有限責任公司設備維檢中心 河北遷安 064404)
1 前言
板坯熱噴號機應用于連鑄生產環節,為了實現質量管理和跟蹤,當產品的檢驗和用戶在使用過程中遇到問題時,可以追溯發生問題的環節,及時地解決生產中設備和工藝問題。
首鋼遷鋼公司3號、4號連鑄機噴號位置位于鑄坯斷面,目前國內對該噴號方式研究很少,設備維護中缺乏經驗和理論依據,所以對板坯熱噴號機性能研究意義很大。在噴號過程中頻繁出現缺字、字跡發散等問題,嚴重影響生產節奏,導致鑄坯熱送率一直不高,手動噴號數量持續增多。
2 影響噴號效果的因素實驗對比
將板坯熱噴號機調試好,使其處于可正常噴號狀態。調整好距離,喂線速度、氣壓、電壓處于合適值,并將此值記錄下來。通過手動調節距離、氣壓、喂線速度到預先設定值。試車,噴號。噴完后用相機記錄噴號效果。進入下一個因素的試驗,直到全部完成。
2.1 噴嘴氣壓對噴號效果的影響
噴嘴氣壓影響噴號效果如統計表1所示,其他參數值為:噴嘴與鑄坯之間距離22mm,兩噴嘴間距離3 mm,角度45°,喂線速度200mm/s,起弧電壓選為1檔,現場試驗噴號結果如表11 所噴示嘴。氣壓影響噴號效果實驗記錄
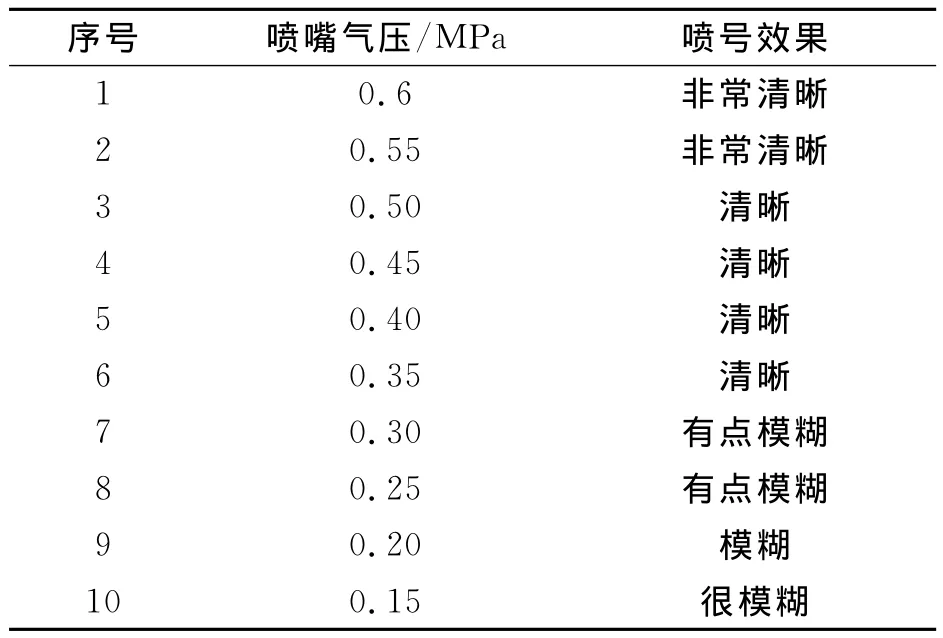
序號 噴嘴氣壓/MP a 噴號效果1 0.6非常清晰2 0.55 非常清晰3 0.50 清晰4 0.45 清晰5 0.40 清晰6 0.35 清晰7 0.30 有點模糊8 0.25 有點模糊9 0.20 模糊10 0.15很模糊
從表1的結果看出隨著氣壓的減少,字跡越來越模糊,清晰度下降,噴射字跡效果越差。可見氣壓越大越好,但是達到0.6MP a時出現了將融化后的鋁沫反濺現象,導致噴嘴堵塞無法噴號,所以選用0.55MPa為合適值。
2.2 噴嘴與鑄坯之間距離對噴號效果的影響
噴嘴與鑄坯之間距離影響噴號效果如統計表2所示,其他參數值為:兩噴嘴間距離4mm,角度45°,喂線速度200mm/s,噴嘴氣壓0.55MPa,起弧電壓選為1檔,噴嘴氣壓0.55MPa,現場試驗噴號結果如表2所示。
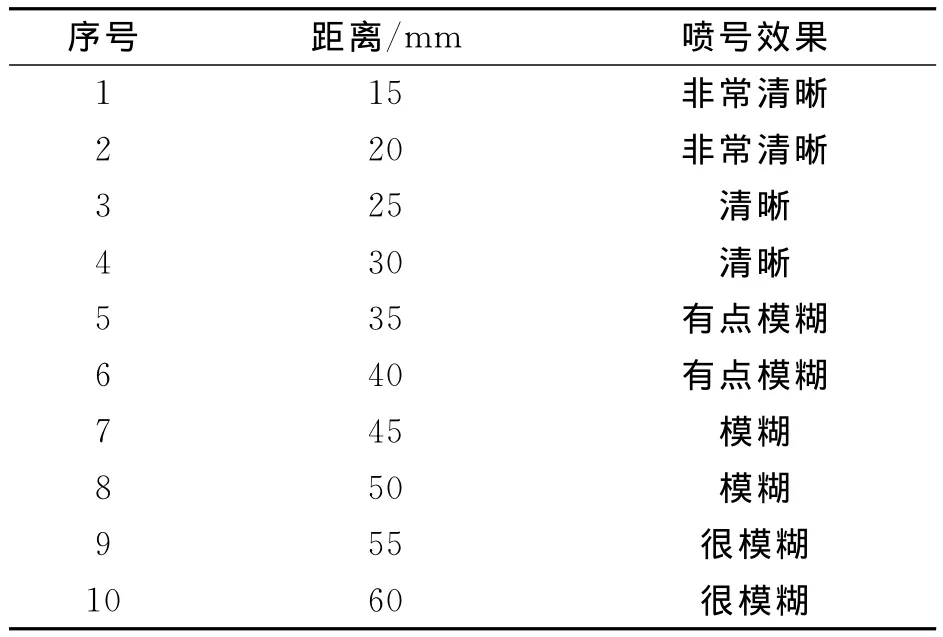
表2 噴嘴與鑄坯之間距離影響噴號效果實驗記錄
從表2的結果看出隨著距離的減少,字跡越來越清晰,噴射字跡效果越好。可見距離越小越好,但是達到15 mm時會出現了噴嘴沾有融化后的鋁沫附著物,導致無法噴號故障,所以選用20~25為合適值。
2.3 起弧電壓對噴號效果的影響
起弧電壓影響噴號效果如統計表3所示,其他參數值為:噴嘴與鑄坯之間距離22mm,兩噴嘴間距離3mm,角度45°,喂線速度200mm/s,噴嘴氣壓0.55MPa。
分析與結論從表3的結果看出隨著起弧電壓的減少字跡越窄,堆積效果減小,字跡均勻,因此起弧電壓值越小越好,但是1檔和2檔時變化不大,可見起弧電壓對字跡噴號效果影響不大。
2.4 喂線速度對噴號效果的影響
起弧電壓影響噴號效果如統計表4所示,其他參數值為:噴嘴與鑄坯之間距離22mm,兩噴嘴間距離3mm,角度45°,起弧電壓1檔,噴嘴氣壓0.55MPa,起弧電壓選為1檔。

表3 起弧電壓影響噴號效果實驗記錄
從表4的結果看出隨著喂線速度的減少字跡發散窄,字跡越來越模糊,因此起喂線速度越快越好,但是兩次變化不大,可見喂線速度對字跡噴號效果影響不大。
2.5 噴嘴間距離及角度對噴號效果的影響
噴嘴間距離及角度影響噴號效果如統計表5所示,其他參數值為:噴嘴與鑄坯之間距離22mm,起弧電壓1檔,喂線速度200mm/s,噴嘴氣壓0.55MPa。
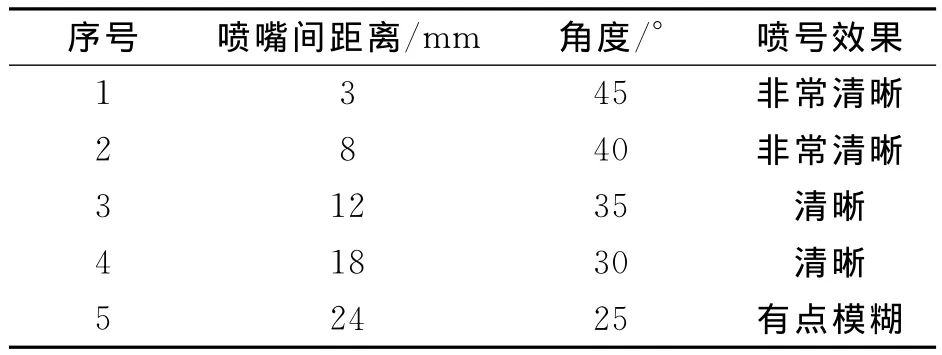
表5 噴嘴間距離及角度影響噴號效果實驗記錄
從表5的結果看出隨著噴嘴間的距離的增大,字跡越來越模糊,清晰度下降,噴射字跡效果越差;隨著噴嘴間的角度的減小,字跡越來越清晰,噴射字跡效果越好。可見噴嘴間的距離越小越好,角度越大越好。
3 應對措施
噴嘴氣壓越小,字跡越模糊,效果越差,盡量使用最大壓力噴號;噴嘴與鑄坯之間距離越近噴號效果越清晰,但是距離太近融化后的鋁沫容易將噴嘴堵塞,因此在保證噴號噴嘴不堵塞和字跡不發散的情況下,距離在20mm~25mm效果最好;噴嘴之間距離為3mm~4mm,角度為45°噴號效果最好;起弧電壓越小,字跡越清晰。如果鑄坯表面有毛刺或者切口不齊等現象,會直接導致噴號失敗或者噴號效果模糊。
[1]陸洪周,魯清遠.噴號機的研究與應用[J].連鑄,2008(4):22.
[2]易春龍,電弧噴涂技術[M].北京:化學工業出版社,2006.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
中老年保健(2021年12期)2021-11-30 02:58:01
當代陜西(2021年2期)2021-03-29 07:41:24
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
中華詩詞(2018年11期)2018-03-26 06:41:34
媽媽寶寶(2017年3期)2017-02-21 01:22:28
Coco薇(2016年8期)2016-10-09 02:11:50
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
中國醫藥科學(2015年19期)2015-02-27 12:33:11
