泮托拉唑鈉腸溶片薄膜包衣工藝研究
2014-10-29 15:57:50北京英茂藥業有限公司101407胡崇茂陳佩英胡曉曉高磊
首都食品與醫藥 2014年16期
北京英茂藥業有限公司(101407)胡崇茂 陳佩英 胡曉曉 高磊

附表1 包衣液處方配比
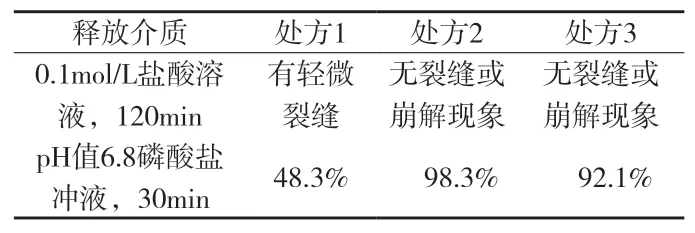
附表2 泮托拉唑腸溶片累積釋放百分率,%
泮托拉唑鈉腸溶片是國家食品藥品監督管理局國家藥品標準(WS1-(X-120)-2003Z),為消化系統用藥,規格為40mg(按C16H15F2N3O4S計算),適用于活動性消化性潰瘍(胃、十二指腸潰瘍),反流性食管炎和卓-艾氏綜合征。本品主要成份為泮托拉唑鈉,為白色或類白色結晶性粉末,在水中易溶,其20mg/ml水溶液pH值為9.5~11.0,貯藏時需要在遮光,密封,涼暗處保存[1]。本品由于在胃溶中不穩定,且見光易變色,故根據其特殊性質,選用丙烯酸樹脂作為其腸溶薄膜包衣材料,將其制成口服腸溶片,同時確定其薄膜包衣工藝參數,并考察影響丙烯酸樹脂包衣質量的因素。
1 儀器與試藥
BG-10型高效包衣機(南京天塔機械設備有限公司);RCZ-8A智能藥物溶出儀(天津市富蘭斯電子科貿有限公司);FA1104N電子天平(上海精密科學儀器有限公司);962型色差儀(美國愛色麗);JM-180型膠體磨(鄭州玉祥機械設備有限公司);YD-1片劑硬度測試儀(天津市富蘭斯電子科貿有限公司);CSD-1型脆碎度測試儀(天津市富蘭斯電子科貿有限公司);泮托拉唑鈉腸溶片(自制),泮托拉唑鈉對照品(00575-201104,中國食品藥品檢定研究院),丙烯酸樹脂Ⅱ(20121201,連云港萬泰醫藥材料有限公司),丙烯酸樹脂Ⅲ(20121117,連云港萬泰醫藥材料有限公司),羥丙甲纖維素(130325110,山東赫達股份有限公司),二氧化鈦(20130925,寧波一品生物技術有限公司) ,滑石粉( L222N,遼寧艾海滑石有限公司), 乙醇( 吉林省新天龍實業股份有限公司)均為藥用級,三醋酸甘油酯(9-16-3-1, 江蘇瑞佳化學有限公司)為食用級。
2 方法和結果
2.1 泮托拉唑鈉腸溶片包衣工藝研究
2.1.1 包衣材料的選擇 選用羥丙甲纖維素作為隔離層包衣材料;丙烯酸樹脂Ⅱ和丙烯酸樹脂Ⅲ共同作為腸溶層包衣材料。丙烯酸樹脂Ⅱ由甲基丙烯酸與甲基丙烯酸甲酯(50:50)共聚而得,可溶于乙醇、pH值大于6的微堿性溶液中,不溶于水及pH值小于5的酸性溶液中;丙烯酸樹脂Ⅲ由甲基丙烯酸與甲基丙烯酸甲酯(35:65)共聚而得,可溶于pH值7.0以上溶液中,不溶于水[2]。根據胃腸道的pH值特性, 采用對pH敏感的丙烯酸樹脂Ⅱ和丙烯酸樹脂Ⅲ對本品片芯進行包衣, 以達到在腸內釋藥的目的。
2.2.2 包衣材料和增塑劑比例篩選
根據包衣材料的性質和預試驗, 丙烯酸樹脂的用量(二者比例為1:1)為片芯重量的8%~10%, 選擇三醋酸甘油酯作為增塑劑。對包衣材料和增塑劑的比例進行了比較,包衣處方詳見附表1。取丙烯酸樹脂Ⅱ、丙烯酸樹脂Ⅲ、滑石粉和二氧化鈦混勻;將三醋酸甘油酯溶入10ml乙醇中,加入到上述混合好的物料中,攪拌制成軟材,將軟材過10目篩搖擺制粒,在55±5℃干燥至水分小于5.0%,粉碎成100目,即得包衣材料干粉,即薄膜包衣預混劑。將該干粉分散于85%乙醇溶液中,制成固含量為8%的包衣液,過膠體磨勻化后再過120目篩。
將符合薄膜包衣要求的片芯投入高效包衣機內,進風溫度設置為70~80℃,開啟排風和進風,鍋轉速設置為2~3r/min,點動翻片,對素片進行預熱。調節噴槍角度和位置,使噴槍霧柱中心線垂直于片床,噴槍頭距流動片床20~30cm。待片床溫度達到30~40℃時,啟動噴霧開始包衣,控制包衣液流量、加熱溫度、鍋體轉速等參數,使片床溫度控制在35~45℃。保持噴霧與干燥處于動態平衡狀態,直至包衣操作結束,得本品包衣腸溶片,測得包括隔離層在內的實際增重為10.1%(隔離層理論增重為4%,腸溶層理論增重為7%)。
取本品,按該質量標準要求,照釋放度測定法(中國藥典2010年版二部附錄XD第二法)測定其釋放度。其中耐酸檢驗:釋放介質0.1mol/L鹽酸溶液900ml,轉速100r/min,溫度37±0.5℃,時間2h,供試品片均不得有裂縫或崩解現象;接著腸溶檢驗:釋放介質pH值6.8磷酸鹽緩沖液900ml,轉速100r/min,溫度37±0.5℃,時間30min,取樣處理,用分光光度法在288nm波長處測定,計算。結果見附表2。結果表明處方1經過0.1mol/L鹽酸溶液120min后出現輕微裂縫,處方2和處方3經0.1mol/L鹽酸溶液120min后無裂縫或崩解現象,pH值6.8磷酸鹽緩沖液中30min釋放度分別達到98.3%和92.1%,因此, 擬選擇處方2的比例,即三醋酸甘油酯的用量為聚合物用量的1.6%。
2.3 抗黏劑用量篩選 在包衣過程中,噴在藥片表面的包衣液會隨著溶劑的蒸發而變黏,使得藥片在包衣鍋內出現黏結不散等現象。在包衣配方中增加抗黏劑可減小包衣液的黏性, 從而使這種情況得到糾正。本配方選用滑石粉作為抗黏劑, 并對滑石粉的用量進行了試驗考察。實驗結果見附表3。結果表明當滑石粉用量達到聚合物用量的8%時,包衣時即不會出現黏連現象。
2.4 著色劑用量篩選 本品見光易變色,故包深色衣,如鐵紅色。包衣同時還能起到使藥片美觀和便于識別的作用。在選用二氧化鈦作遮光劑的同時,使用氧化鐵紅作衣料。結果見附表4。結果表明在紅氧化鐵用量達到包衣劑總量的5%時,片子表面即看不到白色的底層,而且著色均勻、厚實,能達到良好的遮光和著色效果。

附表3 抗黏劑用量篩選

附表4 著色劑用量篩選
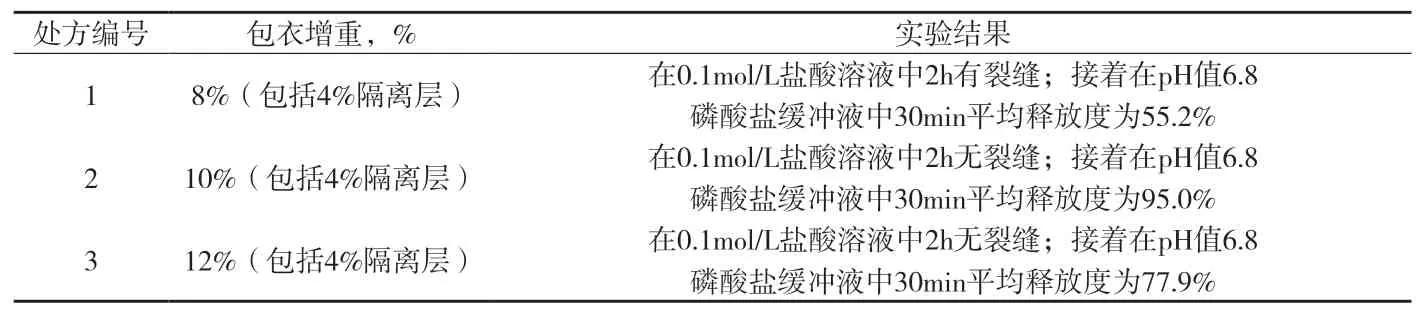
附表5 包衣增重篩選
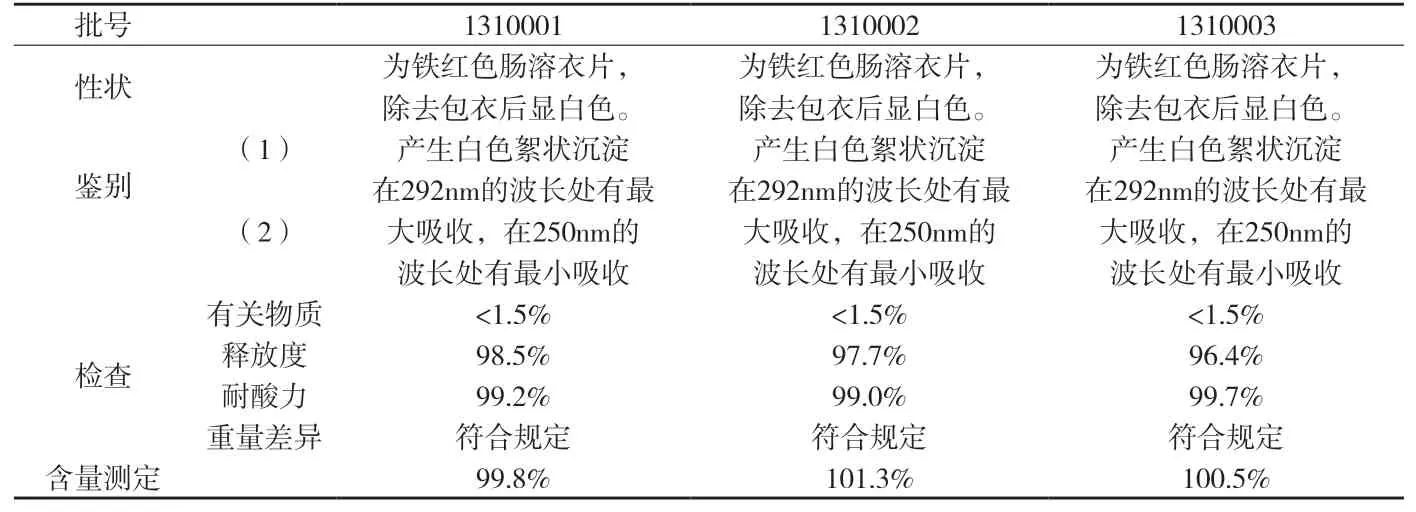
附表6 三批產品質量檢驗結果
2.5 包衣增重 稱量好各種物料,按要求配制好包衣液,投入藥片,啟動包衣設備進行包衣操作。 包衣使藥片分別增重8%、10%、12%,對包衣后的藥片測定釋放度,實驗結果見附表5。結果表明當包衣增重達到10%時, 藥片耐酸力符合要求,釋放度最高,故包衣時以增重10%較好。
2.6 包衣工藝條件參數篩選
2.6.1 衣鍋轉速 實驗表明,在噴霧包衣時,鍋轉速為7r/min較好,此時藥片在鍋內翻轉狀態良好而合適。
2.6.2 進風溫度、片床溫度 本品對熱也較敏感,故在包衣過程中溫度不能太高。控制進風溫度在 70~80℃,保持進風流量適宜,使片床溫度維持在35~45℃,既能保證包衣液中分散介質的及時揮發,以便于成膜,又能保證藥片中有效成份不會受到高熱而發生變化。
2.6.3 噴霧流量 控制噴霧流量為150g/min,霧化壓力適宜時,即可噴出細小的霧滴,霧滴在藥片表面均勻濕潤粘結,形成均勻細膩的薄膜,不產生黏片現象。
2.7 腸溶片包衣工藝驗證 通過以上各步驟篩選,確定本品包衣工藝條件如下:將上述包衣預混劑用80%乙醇溶液配成固含量為7%的包衣液,理論增重為10%。進風溫度設置為70~80℃,片床溫度控制在35~45℃。保持噴霧與干燥處于動態平衡狀態,直至包衣操作結束,得本品腸溶衣片。用上述工藝連續生產驗證三批。
2.8 驗證產品的質量檢驗 對驗證的三批產品按其質量標準進行檢驗,結果見附表6。結果表明上述生產工藝是切實可行的,重現性好。
3 討論
3.1 丙烯酸樹脂Ⅱ常用85%~95%的乙醇作溶劑,配成5%~8%的溶液作包衣用。包衣片芯要求有一定的硬度并且光潔,藥物與溶媒應無明顯的溶解作用,否則應采用先包內粉衣層,然后包溶液的方法。丙烯酸樹脂Ⅲ主要優點是成膜性好,光澤較前者好,膜致密有韌性,能搞潮,包衣時間短,操作簡便,無粉塵,常以85%~95%的乙醇作溶劑,配成5%~8%的溶液作包衣用。在實際工作中,常將二者混合使用[3]。羥丙甲纖維素可溶于水,其在本品中僅作為隔離層隔絕腸溶衣層與片芯直接接觸,其增重的多少對本品腸溶效果影響很小。
3.2 滑石粉的細度:實踐證明,滑石粉的細度對噴霧操作和衣膜質量有較大影響,而且這種影響常被忽視。滑石粉細度不足時,會加快滑石粉在包衣液中的沉降分層,使包衣液無法正常使用,而且噴霧時會堵塞噴槍。此外,滑石粉細度不足時,還會使衣膜粗糙、易磨損。因此,一般應控制滑石粉的細度在200目以上。
3.3 該產品腸溶片包衣時,由于片芯呈弱堿性,而腸溶衣一般呈酸性,若腸溶層直接與片芯接觸,既會使片芯成分變色失效,也會使衣層成分發生變化。故一般要先用羥丙甲纖維素包隔離層,其增重為4%,然后再包腸溶層,該腸溶層的增重一般為片芯重量的6%~7%。
