皮帶中部自動采樣機在西曲礦選煤廠的設計和應用
2014-10-22 09:33:50彭寶萍
山西煤炭 2014年1期
關鍵詞:設計
彭寶萍
(西山煤電股份有限公司 西曲礦選煤廠,山西 古交 030200)
1 選煤廠概況
西曲礦選煤廠入洗能力300萬t/a,生產的精煤是最主要的產品。煤樣的采制化過程中,煤樣的采取占采制化總精密度的80%,制樣和化驗分別占16%和4%。煤樣的采取是重要環節,煤樣是否有代表性,采樣是關鍵。人工采樣時,往往受采樣工具、人為因素等影響,煤樣的代表性不很強,不能正常反映生產出的產品質量。
2 設計裝備的必要性
由于人工所采煤樣代表性不強,也不能在規定的時間內完成每個煤樣的采制,尋求自動采樣裝備代替人工采樣很有必要,既可保證采樣時間、子樣數目、子樣重量等,又可確保橫截煤流全斷面的采取,使煤樣有代表性,并可減輕職工勞動強度,解決人為因素等影響,提高產品質量檢驗的準確度,為指導選煤生產、保證產品質量、發揮煤質技術檢查提供依據。
3 皮帶中部自動采樣機的設計.
3.1 自動采樣機的結構部
①三相異步電動機1臺:Y100L1—4、2.2 kW、380 V、1 430 r/min。②減速器 1臺:XWEK63、減速比1∶187,2.2 kW。③ZCY—II型自動采樣控制儀:由先進的單片微機及接口電路組成,可設定采樣時間周期、采樣電機運行時間,采樣裝置的停止位置等,它有完善的聯鎖和保護裝置,并有檢修狀態開關;設備檢修時,每個設備均能單獨啟動、調試。④軸承:1 209 mm。⑤彈簧托輥:規格根據皮帶寬度確定。⑥切割器:切割器是由不銹鋼材料制成。⑦接樣器:是接收煤樣的不銹鋼盤,主要是6 mm厚的不銹鋼鋼板焊接而成(固定在地面上),盤子邊緣由14 cm高的鋼板組成。
3.2 自動采樣機的設計要點
1)安裝位置的設計:安裝在701精煤皮帶上,距機尾5 m。
2)切割器的尺寸設計:按GB/T19494-2004規定,橫過皮帶切割器的開口尺寸至少應為被采煤樣最大標稱粒度的2.5~3倍;根據西曲礦選煤廠洗后產品的最大標稱粒度15 mm,切割器的開口尺寸45 mm,長度150 mm,深度80 mm。
3)切割器的采樣量設計:按GB/T19494-2004規定橫過皮帶采樣器應切取一完整的煤流橫過截段。西曲礦選煤廠701精煤皮帶速度2.5 m/s,煤流速度650 t/h,皮帶寬度1 000 mm,采樣頭開口尺寸45 mm,實際的完整子樣量為:

式中:m為子樣量,kg;c為煤流速度,t/h;b為最大開口尺寸,mm;Vb為皮帶速度,m/s。經計算一次所采子樣量為:m=3.25 kg.15 min采一次子樣,1 h累計4次,總樣量為13 kg,符合《西曲礦選煤廠安全生產技術操作規程》要求。
4)切割器的的設計:切割器由不銹鋼材料制成,并配有平衡塊,裝在鋼結構架上,保證切割器掃過煤流后能取到整個斷面的煤樣,其工作原理是:當一個采樣周期開始時,切割器沿一與皮帶中心線平行的軸旋轉,具有制動功能的驅動電機用來驅動和停止切割器,當切割器旋轉橫過皮帶全寬度時,其邊板前緣切割煤流,后板將煤樣推出。所采煤樣在每次行程終點卸料,由接近開關控制行程終點,并保證全斷面取樣,并不損傷皮帶和丟失煤樣。其技術參數,如表1所示。
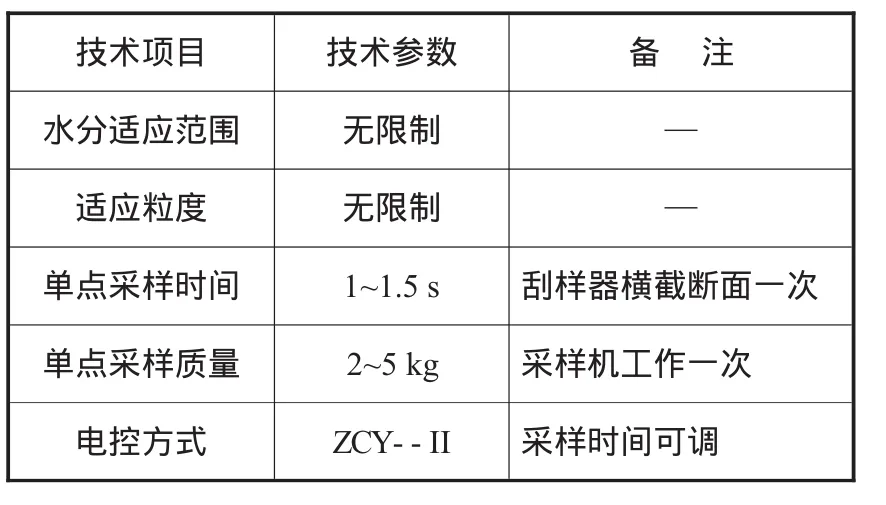
表1 采樣機的技術參數
3.3 采樣機的工作原理
采樣機裝在701精煤皮帶的機架上方,按圓的軌跡旋轉一周完成一次采樣作業,見圖1,可按煤量大小情況,確定采樣時間間隔及切割器寬度,由控制儀按程序控制。控制方式分為手動和自動兩種:手動狀態時,按起動鍵使切割器連續運轉,按停止鍵即停。自動狀態時,先進行參數設定,然后按運行鍵,切割器按照設定的采樣時間周期運行一圈,便將所采煤樣刮出皮帶進入下料槽,落入接樣器中。通過限位開關控制采樣裝置的停止位置(切割器停在垂直皮帶的上部),完成一次子樣的采取,下料槽的物料落入接樣器中;積累數次后,制樣人員再進行煤樣的制備。
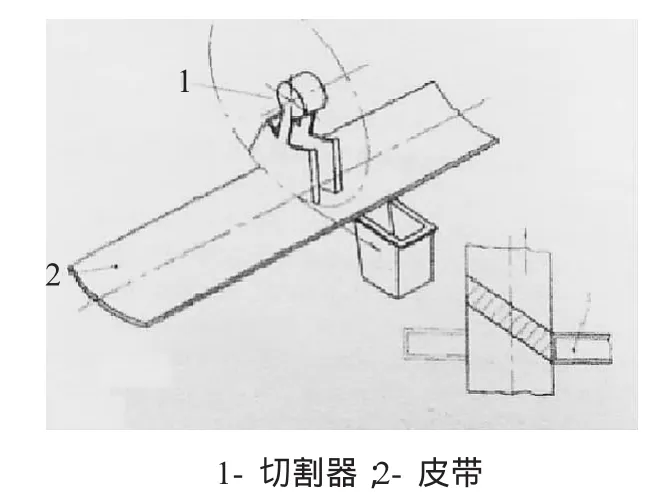
圖1 橫過皮帶采樣器示意圖
3.4 自動采樣機的維護保養
①自動采樣機每班利用停車時間清掃一次,檢查溜槽內有無雜物。②減速器三個月更換一次齒輪油。③軸承要三個月潤滑一次,涂抹干油。④接近開關每月檢查一次,有無松動或失控現象。每周應清理一次接近開關表面的積塵,過厚的積塵可能造成取樣頭失控(出現連續取料,無法停止的現象)。⑤設備螺栓每兩個月檢查一次有無松動的,有松動的及時擰緊。
4 結束語
通過自動采樣機的設計、安裝、調試、使用后,自動采樣機的運行效果穩定。實踐表明:煤樣實現自動連續取樣,提高了701皮帶所采煤樣的代表性,保證了商品煤的質量;避免了在皮帶上采樣可能引發的人身事故;提高了勞動生產率;能及時準確地為生產和經濟分析提供可靠數據。但也存在一些不足之處:例如不能及時采出精煤快開和浮浮結塊煤樣,只能采取煤樣、不能縮制等。今后應對這些不足,進行改進,以求更好效果。
[1]徐灝.機械設計手冊[M].北京:機械工業出版社,2004:9-11.
[2]洪曉華.礦井運輸提升[M].徐州:中國礦業大學出版社,2005.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04