大型鍛件生產工程設計 (上)
2014-10-10 07:32:16喻興娟王宙平陳文勛中國聯合工程公司馮會來大連世杰航空鍛造有限公司
鍛造與沖壓 2014年1期
文/喻興娟,王宙平,陳文勛·中國聯合工程公司馮會來·大連世杰航空鍛造有限公司
大型鍛件生產工程設計 (上)
文/喻興娟,王宙平,陳文勛·中國聯合工程公司馮會來·大連世杰航空鍛造有限公司
大型自由鍛生產建設工程綜合性強,涉及的工種多,必須從多角度分析、考慮選擇匹配系統的設備,進而確定廠房土建、公用工程的設計。
大型鍛件制造業既是國家裝備制造業的基礎行業,也是關系到國家安全和國家經濟命脈不可或缺的戰略性行業,是國家能力的重要組成,其發展水平是衡量一個國家綜合實力的重要標志。大型鍛件產品是電力、冶金、石化、造船、鐵路、礦山、航空航天、軍工、工程等裝備的基礎部件,其經濟帶動性強,輻射作用大,是產業鏈上不可缺少的重要一環。隨著經濟和裝備制造業的快速發展,我國鍛造行業發展速度加快,行業內重要企業數量快速增加,鍛件產量也迅速增長,全國自由鍛件產量已超過300萬噸。
大型自由鍛生產建設工程綜合性強,涉及的工種多,必須從鍛件產品的尺寸、重量、年產量等角度來分析、考慮選擇壓機的規格,配套加熱爐和熱處理爐的數量、參數,以及上下道工序煉鋼、鑄造、鍛造、熱處理、加工等的設備匹配,進而確定各廠房的參數,進行廠房土建、公用工程的設計。
市場經濟條件下,服務對象、服務范圍在不斷變化,服務的產品品種、等級、數量不可避免會有較大發展或變化,工程設計時必須考慮分期建設的可能,必須遵循一次規劃、綜合考慮、分期實施的設計原則。
對于產品品種和等級基本不變或變化的范圍不涉及廠房設備升級,只涉及規模加大及產量提高的鍛件生產項目,分期建設一般有以下3種方式:
⑴擴建廠房,增加壓機。
⑵在已建的廠房內增加壓機(現有廠房面積足夠的前提下)。
⑶通過挖潛式技術改造,提高現有壓機生產過程中的機械化、自動化程度和生產效率等。
對于產品品種和等級變化大,涉及廠房、設備升級的項目,只能采用擴建廠房、增加壓機的方式。
不管是采用擴建廠房增添設備或另建廠房增添設備的方法,還是廠房一次建成、設備分期增添,都需要進行多種方案的比較,然后擇優選定。不管是哪種發展方式,加熱爐、鍛后熱處理的能力、上下道工序以及公用動力配套設施等的設計都應留有同步發展的可能。
系統平衡配套
大型鍛件的生產是一個有機的整體,是一個系統工程,包括煉鋼、鑄造、鍛造、熱處理、加工等各個子系統,而每個子系統又包括若干環節。如煉鋼包括備料、電爐、精煉爐、真空室、真空泵、起重運輸、作業面積等環節,鍛造包括加熱爐、壓機、操作機、鍛后熱處理爐、排煙系統等,每個環節的能力都將影響整個煉鋼系統、鍛造系統的生產能力。同樣,每個子系統的生產能力,也將影響整個大型鍛件熱加工系統的生產能力。大型鍛件的生產,必須考慮整個系統生產能力、生產系統的配置合理、綜合平衡。
上述各個環節中,鍛造能力是核心,前后工序——煉鋼、熱處理、加工設備能力的配備都必須圍繞這個核心進行。作為一個新建或改擴建的大型鍛件生產工程項目,必須針對具體項目的生產綱領、薄弱環節采取措施,不能只考慮在一定程度上解決產品生產等級和生產能力的問題,而未完全解決規模批量生產的系統平衡問題,以致企業只在一定程度上具備大型鍛件的生產能力。任何一道工序、一個子系統能力的不協調、不平衡,都將直接導致處于核心地位的鍛造能力得不到最大的發揮,必將成為生產能力提升的瓶頸。
例如,雖然有的鍛造生產企業配備了相當噸位的鍛造壓機,也配備了操作機,但沒有配套煉鋼設施,其所需鋼錠必須向鋼廠或重機廠采購,這些重機廠的液壓機提高產量或增加鍛造壓機后,鋼錠外供量明顯減少,鋼錠采購成了問題。對新上60MN、70MN自由鍛液壓機來說,常用鋼錠重量為50~160t,80~125MN自由鍛液壓機常用鋼錠重量為80~300t。為保證鍛件質量,應采用熱鋼錠,以減少能耗、降低成本。由于沒有配套煉鋼設施,故只能采用冷鋼錠,鋼錠脫模以后要入爐做緩冷處理,大鋼錠冷卻以后再加熱到鍛造溫度,不僅加熱緩慢、時間長,要耗費大量燃料,大大增加成本,而且難免在加熱中會出現問題。從產品質量的角度講,大型自由鍛件的質量受鋼錠影響巨大,要提高大鍛件的綜合性能,必須減少鋼錠的成分偏析,改變非金屬夾雜物的形態,使鋼中有害氣體和有害元素的含量達到最低,這是保證大鍛件質量的必要前提條件。而目前國內擁有60MN以上自由鍛液壓機的民營企業大都無煉鋼能力,所需50t以上鋼錠都只能采用冷錠,原材料質量無法自我控制,不僅影響鍛件質量,也增加了企業的能耗和成本。與此同時,為使大型鍛造液壓機能正常生產,必須準備較多的加熱爐加熱冷鋼錠,不僅增加了加熱爐的數量,也增加了廠房面積,生產成本難以下降,以上種種因素直接影響了企業的競爭力。而這些企業要新建煉鋼設施有一定難度,一方面投資有限,另一方面國家會嚴格控制。
設備的選擇與匹配
遵循“生產綱領不可沒有但不宜死扣”的自由鍛造車間設計經驗,考慮到市場經濟條件下不斷變化的服務對象、服務范圍,大型自由鍛車間應按照“以不變應萬變”的指導思想,不經能力計算而配套選用鍛造設備、加熱爐、熱處理爐的方法進行工程設計。
自由鍛壓機
根據大型鍛件的尺寸、重量、材質決定自由鍛液壓機的壓力噸級以及輔助設備的規格,根據生產綱領決定鍛造液壓機的數量。常規鍛造時,自由鍛造液壓機生產能力按表1選用,特殊情況下鍛造液壓機的生產能力則需依據采取的特殊措施來分析選定。
以前,常規鍛造時120~125MN等級自由鍛造液壓機可鍛最大鋼錠按300t考慮,并以此進行車間設備的配套。后來隨著鍛造工藝技術的進步以及鍛造操作機等輔助設備的進一步發展,這一界定早已被突破,最大鋼錠等級已達500t,名義重量已達570t。隨著科技的發展和大型高性能產品的出現,鍛件生產不可避免地面臨大型化、高性能這一新的要求與挑戰。現在自由鍛造液壓機的規格最大已經達到185MN,最大的鋼水澆鑄能力也已超過600t,中信重工的一次性鋼水澆鑄能力已達到750t。
加熱爐、鍛后熱處理爐
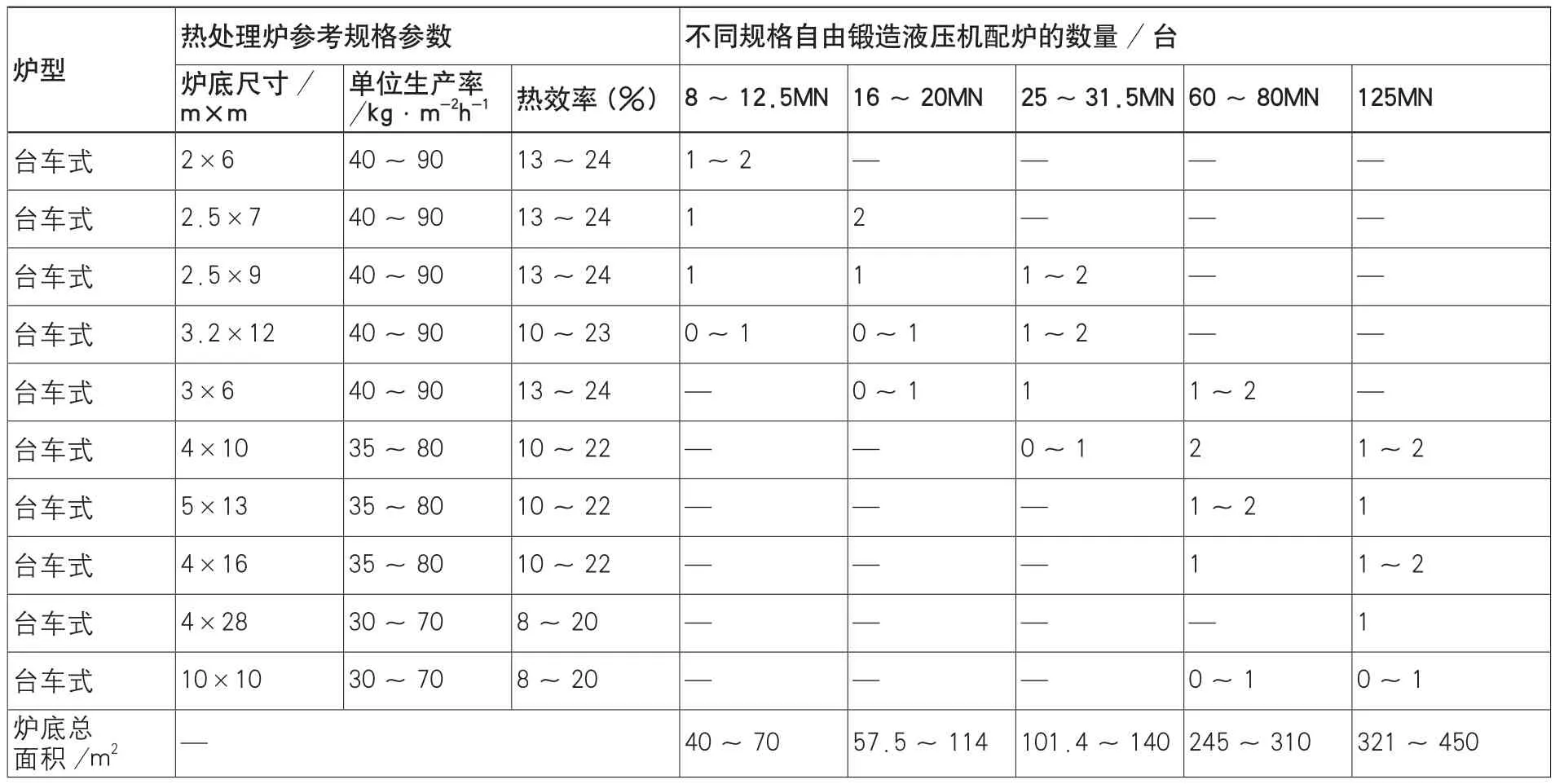
大型自由鍛液壓機是大型自由鍛生產企業的核心,為了充分發揮自由鍛液壓機的能力,配套加熱爐和鍛后熱處理爐數量、規格的匹配選擇,其最基本的要求是不能由于爐子生產能力的不足而影響或限制鍛壓設備生產能力的發揮。

■ 表1 自由鍛造液壓機常規鍛造時的生產能力
在爐子參數、規格的選擇上,必須能滿足配套設備可生產的最重、最長、最寬尺寸的鋼錠、毛坯和鍛件的加熱與熱處理的要求,有利于配爐和組織生產,即遵循所謂“柔性生產”的指導思想。而爐子的配套數量和規格,不僅要考慮上述3個方面的要求,而且還要根據壓機近期和遠期生產的發展目標,工藝設計中所考慮的生產過程中機械化、自動化程度的配套水平以及工業爐自身所具有的技術性能等來確定。項目規劃時可采取一次規劃、分步實施的辦法來進行,廠房一次建成或分期建設,爐子分批分期采購安裝,在規劃設計時預留相應的爐子安裝的可能性,煙道走向、煙囪位置、高度、出口直徑等設計時更應統籌考慮。
常規生產時,以氣體燃料為熱源時推薦的加熱爐、鍛后熱處理爐與鍛造設備的習慣配套見表2、3。
隨著液壓技術的發展、鍛造工藝技術的進步、鍛造操作機等輔助設備的進一步發展完善,壓機的生產能力大幅度提高。尤其是先進工業爐技術的大量應用,如新型筑爐材料、燃燒器的應用,控制技術和爐子技術性能的提高,爐子的熱效率、單位生產率大大提高,上述習慣已被突破。同時,隨著重大裝備制造業的不斷發展升級,所需鍛造壓機的規格也越來越大,爐子的規格、數量也在不斷升級、擴大、增加。

■ 表2 鍛造設備與加熱爐配套選用推薦表
■ 表3 鍛造設備與鍛后熱處理爐配套選用推薦表
廠房參數的選擇
作為大型自由鍛件生產的核心——鍛造車間,具有以下兩個特點。
廠房高大
一般由多跨廠房組成,主跨——液壓機鍛造跨大多在30~36m,起重機軌高一般在15~24m。目前國內外大鍛件生產所用的鍛造設備及主廠房的參數見表4。

■ 表4 鍛造設備與主廠房參數

■ 表5 鍛造設備與起重運輸設備、鍛造操作機的常規配套習慣
起重能力大
作為車間的運輸(操作)設備的起重機、鍛造操作機等,同樣起著關鍵的作用,如果這些配套設備的能力不足以滿足車間大型鍛件的運輸或鍛造操作,也會成為鍛造產能提升的瓶頸。目前國內外在大鍛件生產方面形成的液壓機與起重機、鍛造操作機的常規配套習慣見表5。
但經生產實踐總結,表5中的起重能力已顯不足。據悉,國外在技術改造設計中已有100~125MN鍛造壓機選配起重能力為700t的鍛造起重機的報道。我國新建的大型自由鍛廠家配套的起重機能力也有擴大的趨勢,如通裕重工120MN油壓機就配備了400t·m鍛造操作機和550t/300t鍛造行車。
物流運輸方式的選擇
廠區內的物料運輸是各工序之間生產聯系的紐帶,通過運輸使廠區內各部門的生產成為有機的整體,合理的物流運輸是工廠設計成功的重要因素。工廠物料運輸工具和運輸方式的選擇與生產產品、產品工件特征及產品批量密切相關,運輸方式決定運輸工具。對大型自由鍛件的專業生產廠家來說,鍛件尺寸、重量大,很難采用叉車、汽車等運輸工具來輸送。
大型鍛件生產廠大多自帶煉鋼設施,為避免大鍛件生產所用的熱錠在運輸過程中因室外氣象條件變化造成鋼錠內外大溫差而形成表面開裂,并確保熱錠送至鍛件生產車間后的表面溫度不低于550℃,滿足其熱裝爐的要求,熱錠的運輸一般采用保溫車;鍛后熱處理后進入下道工序——粗加工,粗加工后再進行熱處理,廠房之間、跨與跨之間最為簡便有效的運輸方式是采用電動地面平車;廠房跨內工位間的吊運大多采用空中運輸起重機。
根據供電方式不同,廠房之間、跨與跨之間的鍛件運輸電動平車有以下4種選擇:
⑴拖纜式。需分段設電源插座,拖地電纜易磨損或被熱的料頭、氧化皮燒壞,或被車上掉落的料頭、運料等物砸斷,運距受限。
⑵滑線式。需設供電地溝,溝內易積水或臟物等從而影響安全供電。同時車上載物掉落易砸壞地溝蓋板,阻礙平車正常行駛。保持溝內清潔干燥不易,清理更難,不少廠家不愿意采用。
⑶卷纜式。供電電纜收放的速度難與平車運行同步,時有拉斷電纜或拔出供電插銷的現象發生,實際生產中較少采用。
⑷低壓滑觸式。以36V安全電壓供電,適應性較強,現在有不少廠家采用此種車型。但低壓滑觸式電動平車結構復雜,維護保養需要跟上。 (未完待續)
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
汽車零部件(2014年11期)2014-09-18 11:57:16
消費者報道(2014年7期)2014-07-31 11:23:57