柴油機連桿鍛造成形工藝設計
2014-10-10 07:32:12沙奔陳文琳楊棟喻建軍合肥工業大學李之文合肥汽車鍛件有限責任公司
鍛造與沖壓 2014年1期
文/沙奔,陳文琳,楊棟,喻建軍·合肥工業大學李之文·合肥汽車鍛件有限責任公司
柴油機連桿鍛造成形工藝設計
文/沙奔,陳文琳,楊棟,喻建軍·合肥工業大學李之文·合肥汽車鍛件有限責任公司

針對某型號柴油機連桿采用輥鍛制坯—模鍛成形工藝生產時材料利用率低的問題,對輥鍛工藝重新進行工藝計算,并利用有限元軟件對連桿鍛造成形過程進行模擬,分析坯料在輥鍛型槽中的變形過程、應力分布及受力情況,得到輥鍛金屬流動情況,合理分配金屬,最終獲得合格鍛件,材料利用率從原工藝的69.5%提高到了77.6%。
連桿屬于長軸類鍛件,沿軸線方向上截面變化劇烈,所以長期以來,連桿一直被視為較難鍛造的一種零件。連桿常用的成形工藝有模鍛、模鑄、粉末冶金鍛造等,但目前國內企業采用的主要成形方式還是模鍛。在模鍛成形中,采用輥鍛制坯是當前較好的方法,由于輥鍛設計較為復雜,設計人員對輥鍛制坯時的金屬流動情況不了解,故常常依據經驗進行工藝設計,而輥鍛坯料金屬分配不合理,會導致終鍛成形時飛邊較大,材料利用率低。
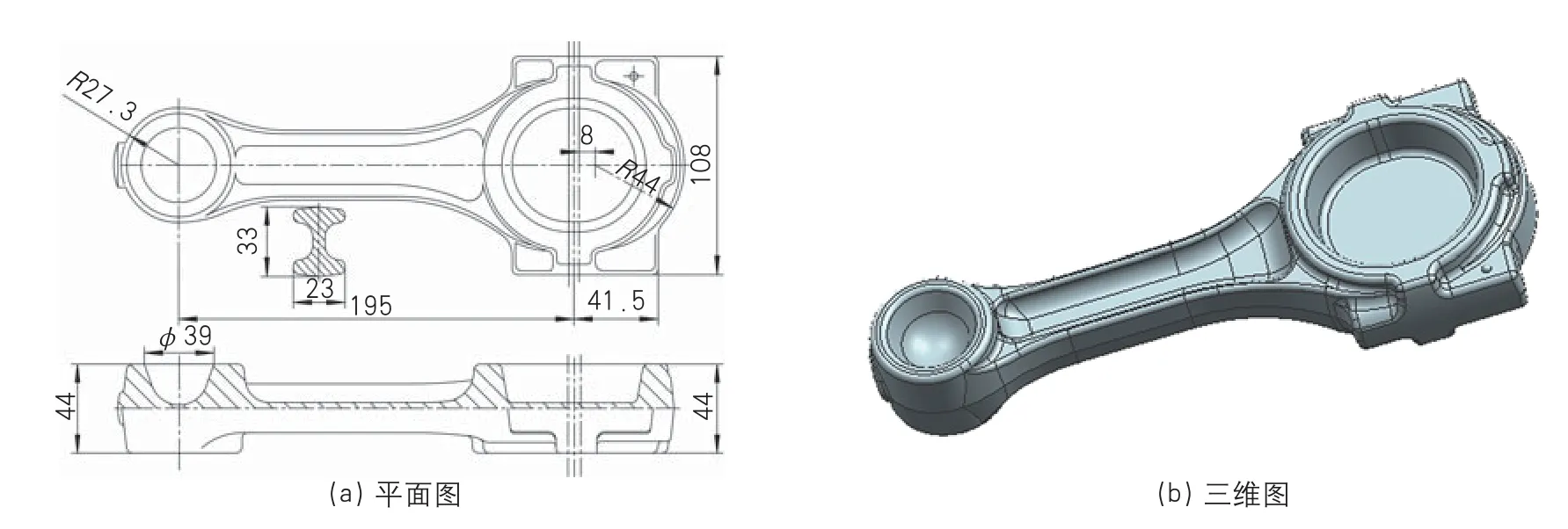
圖1 連桿鍛件圖
因此,本文將對某型號柴油機連桿進行工藝計算,建立輥鍛制坯的有限元模型,了解、分析金屬的流動情況,調整輥鍛工藝,以期望能合理地分配金屬,成形出合格鍛件,達到提高材料利用率的目的。
連桿工藝分析
如圖1所示為某型號柴油機連桿,該連桿鍛件質量約2.8kg,材料為40Cr,屬于帶工字形截面的長軸類復雜形零件。其中連桿大頭部橫截面積大,桿部截面細小,鍛件橫截面變化大。目前某公司生產該連桿的工藝流程為:下料→中頻加熱→4道次輥鍛制坯→預鍛(630t摩擦壓力機)→終鍛(1000t摩擦壓力機)→熱切邊→熱校正。坯料采用規格為φ65mm×157mm的棒料,終鍛件周圍的飛邊較大,材料利用率僅為69.5%。其主要原因是輥鍛坯料分配不合理,需要重新進行工藝計算。
輥鍛制坯工藝設計
計算毛坯圖的繪制
首先根據鍛件圖繪出計算毛坯圖,如圖2所示。其中計算毛坯的橫截面積可按下式計算:

式中 A計——任一處計算毛坯截面面積 (mm2);
A鍛——相對應處鍛件的截面面積(mm2);
A飛邊——相對應處飛邊槽截面面積(mm2);
η——充滿系數,形狀簡單的鍛件取0.3~0.5,形狀復雜的鍛件取0.5~0.8。
連桿鍛件形狀較為復雜,所以本文中充滿系數η值選取為0.6。

圖2 連桿計算毛坯圖
原始毛坯尺寸的設計
依據計算毛坯最大截面尺寸,選取原始毛坯直徑為φ64.7mm,由此按照標準鋼材型號選擇φ65mm的圓鋼坯,并由下式計算原始毛坯長度:

式中 L0——原始毛坯長度(mm);
V0——原始毛坯體積(mm3),由鍛件截面圖計算得到;
F0——原始毛坯截面面積(mm2);
Ky——燒損系數,中頻加熱取0.5%~0.8%。
計算得L0為142mm,故最終確定原始毛坯尺寸為:φ65mm×142mm。
輥鍛道次的確定及型槽系的選擇
根據計算毛坯圖得到連桿桿部所對應的最小截面面積Fmin=600.3mm2,而原始毛坯截面面積F0=π(d0/2)2=3316.6mm2,由下式計算得輥鍛制坯過程中的總延伸系數:

式中 λS——總延伸系數;
F0——原始毛坯截面面積(mm2);
Fmin——最小截面面積(mm2)。
計算得總延伸系數λS=5.52。
輥鍛道次Z可由下式確定:

式中 Z——輥鍛道次;
λS——總延伸系數;
λP——平均延伸系數,通常取1.4~1.6。
計算可得連桿的輥鍛制坯道次Z為3.98,取整為4。
適用于圓形坯料的常用輥鍛型槽系組合中,橢圓—方形型槽系允許的延伸系數較高,輥鍛時坯料穩定性較好;橢圓—圓形型槽系允許的延伸系數較小,輥鍛坯料表面質量較好;橢圓—方形—平橢圓形型槽系允許的延伸系數較高,終鍛坯料桿部截面形狀與連桿較為接近。
經計算分析,4道次上述型槽系組合中只有橢圓—方形型槽系能達到設定的桿部截面積要求,所以連桿桿部選用橢圓—方形—橢圓—方形4道次型槽。同理,可確定連桿小頭部選用橢圓—圓形2道次型槽。
輥鍛毛坯圖和各工步圖的設計
根據計算毛坯圖設計出輥鍛毛坯圖,其中,將桿部圓形截面依據等面積原則換算成方形截面,因為連桿大頭部的截面尺寸與原始坯料截面尺寸相差不大,所以在輥鍛制坯過程中并不成形,而作為機械手夾持的料頭部分。由圖解法分別計算出輥鍛毛坯第Ⅱ、Ⅲ、Ⅳ道輥鍛工步圖,如圖3所示,再由輥鍛毛坯各工步圖計算出各型槽的幾何尺寸。
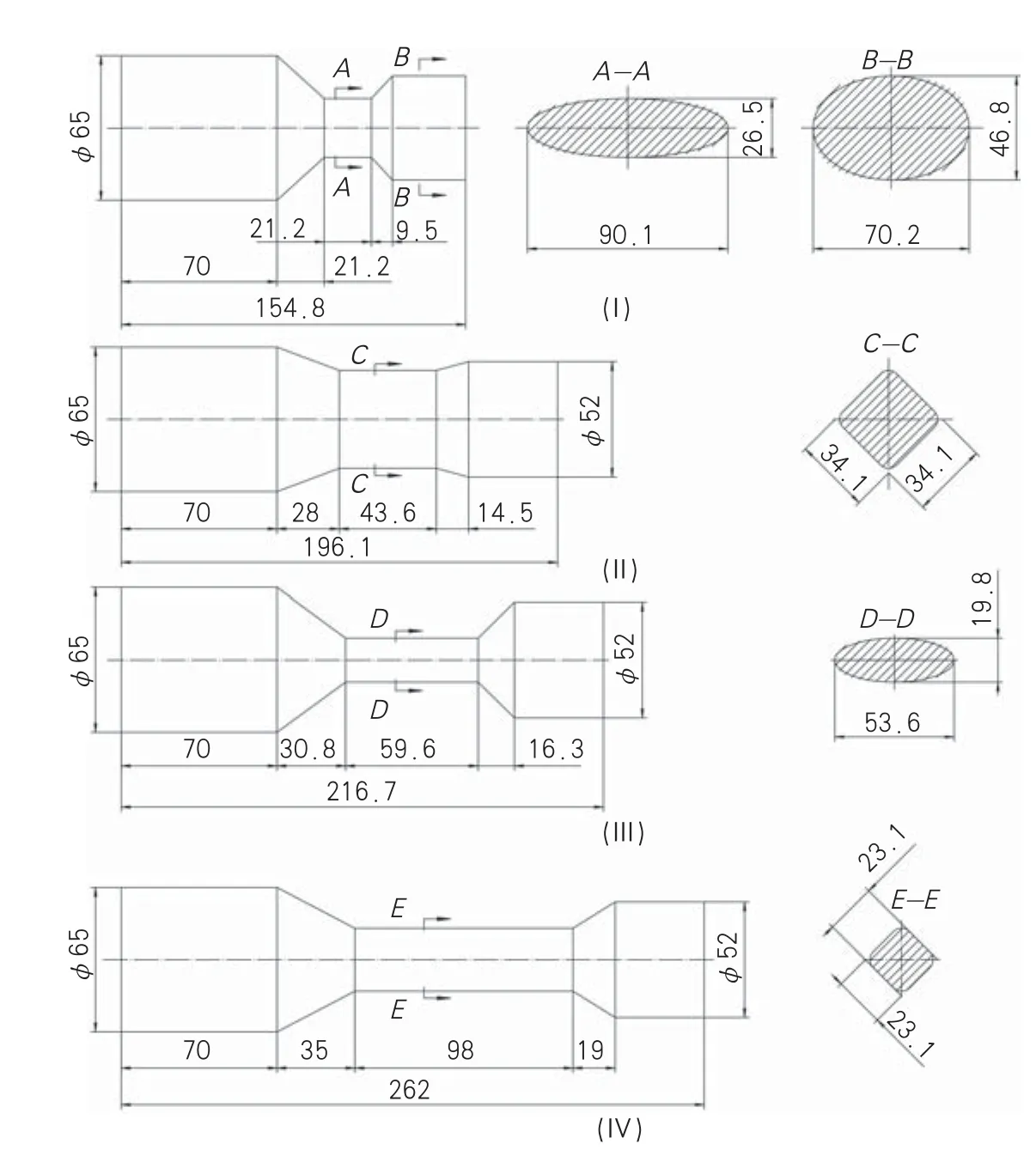
圖3 輥鍛工步圖

圖4 有限元模型
成形過程有限元模擬
建立有限元模型
根據連桿輥鍛制坯—模鍛成形工藝特點和剛粘塑性有限元理論,分別建立輥鍛制坯過程、模鍛過程的有限元模型,如圖4所示。具體設置為:坯料定義為塑性體,模具定義為剛性體;坯料材料為40Cr,對應的國際牌號為AISI 5140,模具材料為H13鋼;坯料初始溫度為1180℃,模具預熱溫度為250℃;輥鍛時,對工件端部進行上下位移約束,鍛輥的角速度為6.6rad/s,預鍛時,采用速度控制,模具下行速度為250mm/s(符合630t摩擦壓力機),終鍛時,采用速度控制,模具下行速度為400mm/s(符合1000t摩擦壓力機);坯料與鍛模的摩擦采用剪切摩擦模型,模具采用水基石墨潤滑劑潤滑,摩擦系數為0.3。
依據圖4的有限元模型對原有的毛坯尺寸進行模擬,其結果如圖5所示。可以看出,模擬所得的各工步的坯料與實際生產中對應工步的坯料在外形形狀上基本一致,用此坯料進行預鍛和終鍛,預鍛件、終鍛件所產生的飛邊的大小和形狀與實際的預鍛件、終鍛件一致。由此可知,通過有限元模擬能夠較準確地預測金屬的宏觀流動情況,從而驗證了有限元模型的正確性。

圖5 模擬與實物對比圖
模擬結果及分析
將經過工藝計算所得的輥鍛模具進行實體建模后,使用理論計算得到的φ65mm×142mm毛坯,進行有限元模擬,以第一道次輥鍛制坯過程為例(圖6)進行分析如下:
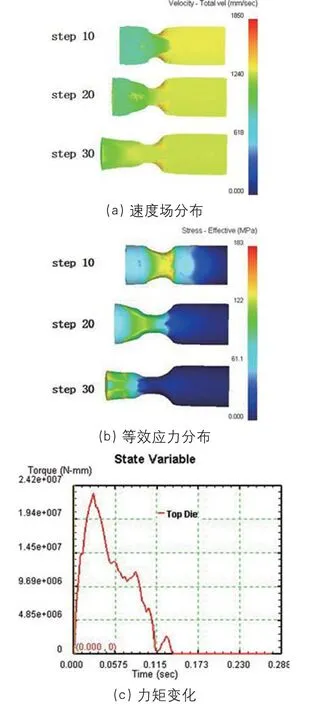
圖6 第一道次輥鍛時坯料變形情況
從圖6a可以看出,坯料在高度方向經輥鍛模具壓縮后,除一小部分金屬橫向流動而使坯料的寬度略有增加外,大部分被壓縮的金屬沿著坯料的長度方向流動。夾持的料頭端金屬流動速度大于鍛輥的線速度,變形區的金屬流動速度要小于鍛輥的線速度。并且在變形區內,從軸向方向看,越靠近模具的金屬流動速度越大。而在高度方向上,由于接觸摩擦力的影響,貼合模具的上下斷面金屬流動速度小,而中心位置的金屬流動速度大。所以,在輥鍛變形過程中金屬的流動速度分布是不均勻的。
圖6b為第一道次輥鍛制坯過程中的應力分布情況,setp10所示工件中間被模具咬合后,在咬合力的作用下,中間桿部發生變形,形成應力場。隨著變形的進行,連桿小頭部對應的坯料也發生變形,由于桿部的變形量比小頭部的大,故應力值比較大。
圖6c為第一道次輥鍛制坯過程中的力矩變化情況,輥鍛時,坯料在輥鍛模具中逐步變形,通過局部變形累積為整體變形,因此輥鍛工藝較一般模鍛工藝所需成形力要小得多。輥鍛力矩是選擇輥鍛設備的重要依據,從圖6c中可以看出,輥鍛力矩隨著輥鍛過程的進行發生變化,且與型槽形狀有關,在中間桿部時,壓下量大,輥鍛力矩達到最大。
如圖7所示為原工藝采用尺寸為φ65mm×157mm的毛坯和理論計算所得尺寸為φ65mm×142mm的毛坯終鍛時的載荷—行程變化曲線,開式模鍛中分鐓粗、成形、靠模階段,在靠模階段載荷明顯迅速增大,這與實際情況吻合。兩種情況下的最大載荷力分別為:9.17×106N,8.12×106N。由于后者的輥鍛坯料減少,并且金屬分配更加合理,故使得其在終鍛時的最大載荷比前者下降了約1.05×106N。模具受到的載荷降低,壽命提高。

圖7 兩種坯料終鍛時的載荷—行程變化曲線

圖8 φ65mm×142mm的坯料模擬結果
坯料經過4道次輥鍛制坯、預鍛、終鍛成形后得到終鍛件,如圖8所示。鍛件充填良好,飛邊較原工藝有所減少,無折疊等鍛造缺陷,符合設計要求。此時材料利用率為77.6%。
結束語
⑴通過有限元軟件對原生產工藝進行模擬,所得的各工步坯料與實物形狀大小一致,驗證了有限元模型的正確性,也說明數值模擬能為工藝制定提供理論指導。
⑵對連桿輥鍛制坯工藝進行重新設計,并對連桿輥鍛制坯—模鍛成形過程進行數值模擬,最終得到合格鍛件,且材料利用率從原工藝的69.5%提高到了77.6%。
沙奔,碩士,主要研究方向為塑性成形與模具CAD。
猜你喜歡
上海節能(2020年3期)2020-04-13 13:16:16
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
機械工程師(2015年10期)2015-02-02 01:14:03
石油化工應用(2014年8期)2014-03-11 17:40:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24