支重輪精鍛工藝研究及模具設計
2014-10-10 07:32:08張新東張開舉山推工程機械股份有限公司履帶底盤事業部
鍛造與沖壓 2014年1期
關鍵詞:工藝
文/張新東,張開舉·山推工程機械股份有限公司履帶底盤事業部
支重輪精鍛工藝研究及模具設計
文/張新東,張開舉·山推工程機械股份有限公司履帶底盤事業部

支重輪作為挖掘機與推土機底盤件四輪一帶中的一輪,其主要作用是支撐挖掘機與推土機整機重量,讓履帶軌面沿著輪子前進。目前該鍛件年市場需求量大,約200萬件左右,屬于底盤件中的易損件。因其工作時受力較大,故需具備較高的綜合機械性能,其毛坯需要采用鍛造成形。如圖1所示,每個支重輪由左、右兩個半輪鍛件焊合而成。根據其工作時的使用狀況,外表面和兩端面鍛造后允許不加工,只在內孔進行后續機械加工即可。

圖1 支重輪
該支重輪鍛件的傳統鍛造工藝方法為:使用空氣錘鐓粗壓扁,再在摩擦壓力機上終鍛成形(有的品種需要進行兩次打擊),所得到的鍛造毛坯精度低、表面質量差,因此輪體鍛件的內、外表面需保留很大的加工余量,并在后續機加工時車削掉,材料利用率低,且車削加工工時多,不符合目前節能降耗、可持續發展的工業發展要求。鑒于此,本文提出了采用支重輪精鍛工藝代替普通鍛造工藝,以提高支重輪鍛造毛坯的精度,減少后續機加工工時,提高材料的綜合利用率和市場競爭力,以此達到降本增效的目的。
支重輪精鍛工藝介紹
支重輪材料為40Mn2,是一種中碳合金鋼,該零件的形狀特點是:高輪轂且存在深孔與凸緣,零件外形直徑落差大,壁厚較薄,金屬流動較為困難。根據現有設備特點,決定采用開式精密熱模鍛成形方法,以降低變形抗力。根據支重輪結構形狀及精鍛工藝特點,確定輪體的外表面直接精鍛成形而不再留加工余量,只在內孔部位留少許加工余量,從而使材料利用率和生產效率得到顯著提高。
采用的鍛造生產線是德國米勒·萬家頓的PSH4450型全自動電動螺旋壓力機鍛造線(圖2),該生產線實現了無人化操作,生產效率高,質量穩定,主要工藝流程介紹如下:
⑴棒料上料。原材料使用自動上料機進行上料,減輕了操作人員的勞動強度。
⑵棒料中頻感應加熱(圖3)。加熱溫度控制在(1200±30)℃,爐口安裝有紅外線測溫裝置和溫度三分選機構。

圖2 PSH4450型全自動電動螺旋壓力機鍛造線

圖3 中頻感應加熱
⑶PSH4450型電動螺旋壓力機鍛造。在壓力機上布置3個工步成形,即鐓粗、預鍛、終鍛。棒料鐓粗工序主要是去除棒料表面氧化皮,鐓粗至合適的高度并在預鍛型腔中能夠準確定位。輪體精鍛工藝中預鍛型腔的設計非常重要,其主要作用是實現輪體預成形,承擔了60%左右的變形量,減少了終鍛型腔的磨損,顯著提高了終鍛模具的使用壽命。終鍛模起最終成形的作用,在踏面處型腔拔模斜度設計為1°,在模具上需要有上、下頂料機構以保證順利脫模,終鍛過程如圖4所示。因鍛造工作環境惡劣,采用機器人自動噴霧潤滑冷卻。

圖4 終鍛成形
⑷400t曲柄壓力機切邊、沖孔。使用復合模具一次性完成切邊、沖孔(圖5),上模卸料采用碟形彈簧,下頂料采用液壓式,便于機器人準確抓取鍛件。這大大提高了生產效率,減少了設備和模具及操作人員的數量,降低了生產成本,鍛件的質量也能得到保證。

圖5 切邊、沖孔
支重輪精鍛模具結構設計
傳統支重輪的鍛造模具存在以下弊端:⑴終鍛模具使用壽命低,鍛造支重輪1000~2000件后,模具老化嚴重,鍛件表面質量低,需更換模具。⑵老化后的模具進行堆焊修復后翻新使用,需消耗大量焊材,焊接工藝復雜,模塊在爐加熱時間約40h,且堆焊后的模具加工困難,模具成本大幅增加。因此在支重輪精鍛模具結構設計中,迫切需要解決這些弊端,以達到降低模具成本及能耗、提高模具壽命的目標。
如圖6所示為支重輪精鍛模具結構簡圖,模具材料選用H13,此種材料具有良好的韌性、強度、耐磨性和淬透性,在室溫和500~600℃時的力學性能幾乎相同,適合制造各種形狀復雜、沖擊載荷大的鍛造模具。
該輪體預鍛及終鍛模具均采用組合鑲塊式結構。其上、下模均由型芯鑲塊和模塊本體鑲嵌構成,上、下模固定在帶有承擊面的模座上,鍛造過程中主要依靠上、下模座的承擊面閉合來保證鍛件尺寸精度,而上、下模并不直接接觸。在生產過程中終鍛模具型腔內壓力減少,從而顯著降低了模具型腔內部的老化程度,模具壽命一般為5000~6000件,是原來的3倍。其次,組合鑲塊式模具結構使得模具外形減小,且老化后只需直接進行降面數控加工翻新,翻新修復過程大大簡化,相比于傳統模具的堆焊修復工藝來說,耗時短、加工簡單,且無需氣刨、保溫、堆焊、回火等工藝。

圖6 組合鑲塊式支重輪精鍛模具
在上、下鑲塊中心均設置頂桿,與鑲塊間采用間隙配合,通過壓力機打桿限位,使壓力機滑塊在回程時將鍛件頂出型腔。
支重輪精鍛生產節材效果介紹
采用支重輪精鍛工藝后,因鍛件尺寸精度和表面質量均能滿足產品使用要求,故鍛件的外表面和部分內孔可直接鍛造成形而不再進行機械加工。經機械加工后的精鍛支重輪如圖7所示。

圖7 經機械加工后的精鍛支重輪
以一種批量較大的20t級挖掘機用支重輪鍛件為例,鍛造工藝改進前后的棒料下料尺寸、重量和材料綜合利用率的對比見表1。
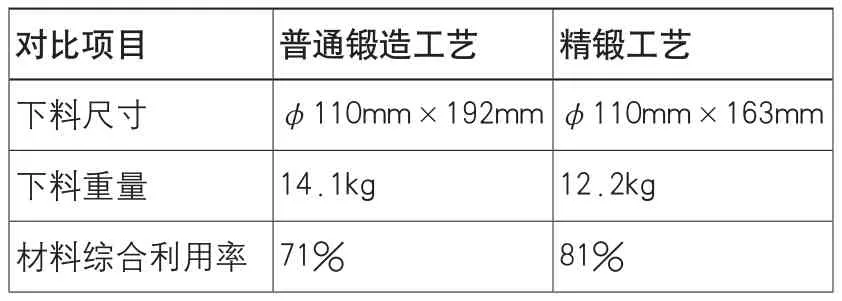
■ 表1 鍛造工藝改進前后的對比情況
由表1可知,與普通鍛造工藝時的下料重量相比,精鍛工藝每件可節約原材料1.9kg,材料綜合利用率由原來的71%提高到81%。同時,因大部分工件的表面不再車削,后續車削機加工工時節約了60%。
經過多次的試鍛試驗、跟蹤及不斷改進,目前該支重輪的精鍛技術已經成熟穩定,生產的鍛件經過后續工序加工、檢驗及探傷,其機械性能及金相組織均符合技術要求。目前該精鍛輪體已實現穩定批量生產及供貨。
結束語
⑴實踐證明,支重輪精鍛工藝方案相比于傳統鍛造工藝,在大大提高生產效率的同時,保證了鍛件表面質量,減少了后續機加工工時,達到了降本增效的目的。
⑵組合鑲塊式精鍛模具結構解決了現有支重輪模具壽命低、翻新困難等難題,提高了模具的生產效率,降低了模具的制作成本。
⑶該輪體精鍛模具結構設計及工藝方案為其他輪體等類似鍛件在鍛造工藝改進方面提供了相關的實踐參考。
⑷全自動電動螺旋壓力機鍛造生產線實現了無人化操作,生產效率高且質量穩定,代表了行業內今后的發展方向,具有借鑒價值。
公 示
根據《新聞記者證管理辦法》及新聞出版總署《關于開展新聞記者證2013年度核驗工作的通知》的相關要求,《鍛造與沖壓》雜志對2013年12月31日前已申領新聞記者證人員的資格進行了嚴格審核,現將通過年度核驗的人員名單進行公示,以接受社會監督。新聞出版總署舉報電話:010-83138953。
已通過本單位年度核驗人員名單:王曉燕。
張新東,黨委書記、副總經理,具有三十多年鍛造工藝設計、自動化熱模鍛設備技術和維修管理的經驗,主持完成了多個鍛件新產品的開發和生產線設備大修及改造項目,其中4000t熱模鍛壓力機的大修、搬遷、調試項目獲得山推工程機械股份有限公司科技成果一等獎。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52