SJA (B )雙輥擠漿機自動控制系統
2014-08-09 05:56:04游丙軍王顏顏
中國造紙 2014年8期
關鍵詞:調節閥
游丙軍 朱 麗 王顏顏
(1.汶瑞機械 (山東)有限公司,山東安丘,262100;2.濰坊港華燃氣有限公司,山東濰坊,261061)
雙輥壓榨擠漿機是目前制漿過程紙漿洗滌或濃縮的主要設備,而科學切實的自動化控制對雙輥擠漿機穩定可靠和安全經濟地運行具有關鍵的保障作用。因此,汶瑞機械 (山東)有限公司針對國產SJA(B)系列雙輥擠漿機的特點,優化了雙輥擠漿機自動控制系統,有效地保證了雙輥擠漿機的穩定可靠運行。
本文主要介紹了SJA(B)雙輥擠漿機自動控制系統的主要控制回路、儀表控制系統及電氣系統。
1 主要控制回路
本文以SJA945為例介紹SJA(B)雙輥擠漿機的主要控制回路。SJA945雙輥擠漿機的工藝控制流程圖如圖1所示。
1.1 進漿流量PID控制
用戶根據產量現場設定流量計 (FT-1001)流量,并與調節閥FCV-1001組成PID控制回路自動調節。
1.2 進漿濃度PID控制
要求SJA型雙輥擠漿機進漿濃度在3%~6%,SJB型雙輥擠漿機進漿濃度在5%~10%,用戶現場設定濃度計QT-6001與QCV-6001組成PID控制回路自動調節,并與流量計FT-1001一起計算雙輥擠漿機的產量。
1.3 轉速調節
當進漿流量、進漿濃度及系統壓力改變時,PLC根據設定值輸出信號,調節油路中比例調節閥的開度,從而自動調節兩個擠漿輥的轉速,以達到需要的濃度和產量。
1.4 噴淋控制
在噴淋水管處裝有開關閥KS-3001、KS-3002和KS-3003,由用戶根據需要現場設定噴淋時間及間隔時間。
1.5 報警連鎖
當槽體內壓力過高、零速開關無信號、液壓馬達壓力過高、輥間距過大、液壓系統溫度過高、液壓系統油位過低時,系統會發出警報。
2 儀表控制系統組成及作用
雙輥擠漿機儀表控制系統見表1。

表1 雙輥擠漿機儀表控制系統
(1)由漿泵輸送的漿料進入雙輥擠漿機前,通過裝在管道上的濃度變送器QT-6001在顯示屏上實時顯示濃度;并且可根據現場設定,由PLC控制位于漿管旁路上的加水調節閥QCV-4001來自動調節。
(2)在進漿管道上裝有流量計FT-1001,根據需要,可現場設定進漿流量并由PLC控制調節閥FCV-1001來自動實現。
(3)在進漿流量及進漿濃度改變時,PLC根據設定輸出信號調節油路中比例調節閥的開度,從而自動調節兩個擠漿輥的轉速,以達到需要的濃度和產量。
(4)在液壓馬達上裝有速度傳感器ST-4001,測量擠漿輥的轉速,在顯示屏上即時顯示。

圖1 SJA945雙輥擠漿機工藝控制流程圖
(5)在槽體底部裝有兩個壓力變送器 (PT-2001、PT-2002),可即時測量槽體的進漿壓力,在顯示屏上即時顯示,超過設定壓力時發出警報,并關閉進漿閥及泵。
(6)在噴淋水管處裝有控制閥,由用戶根據需要現場設定噴淋時間及間隔時間。
(7)在液壓系統中裝有壓力變送器,當液壓馬達轉矩過高時,PLC將輸出信號停止相應的泵、閥從而保護液壓馬達和液壓單元。
(8)在出料螺旋輸送機軸上裝有零速開關,當輸送機轉速低于設定的速度時,零速開關輸出信號,停止擠漿機及相關泵、閥[1]。
(9)在移動輥一端設有行程開關,當線壓力過大使移動輥移動到極限距離時,發出信號給PLC從而停止雙輥及漿閥。
(10)在液壓油槽中設有液位開關、溫度傳感器等,當油液位過低或油溫過高時,發出警報并停止相應泵、閥。
3 電氣系統
雙輥擠漿機的雙輥采用液壓馬達傳動,油泵、螺旋、進漿泵以及噴淋水泵等電機均由PLC通過電機保護器控制。
4 PLC控制系統
4.1 PLC控制系統的硬件設計
由于現場操作環境比較惡劣,溫度、水汽、粉塵、電磁干擾都客觀存在,需要設備有較強的環境承受能力,故選擇高性能的西門子S7-300和觸摸屏作為主控單元。PLC控制系統的硬件配置見表2。

表2 PLC控制系統的硬件配置

表3 PLC控制系統的I/O點清單
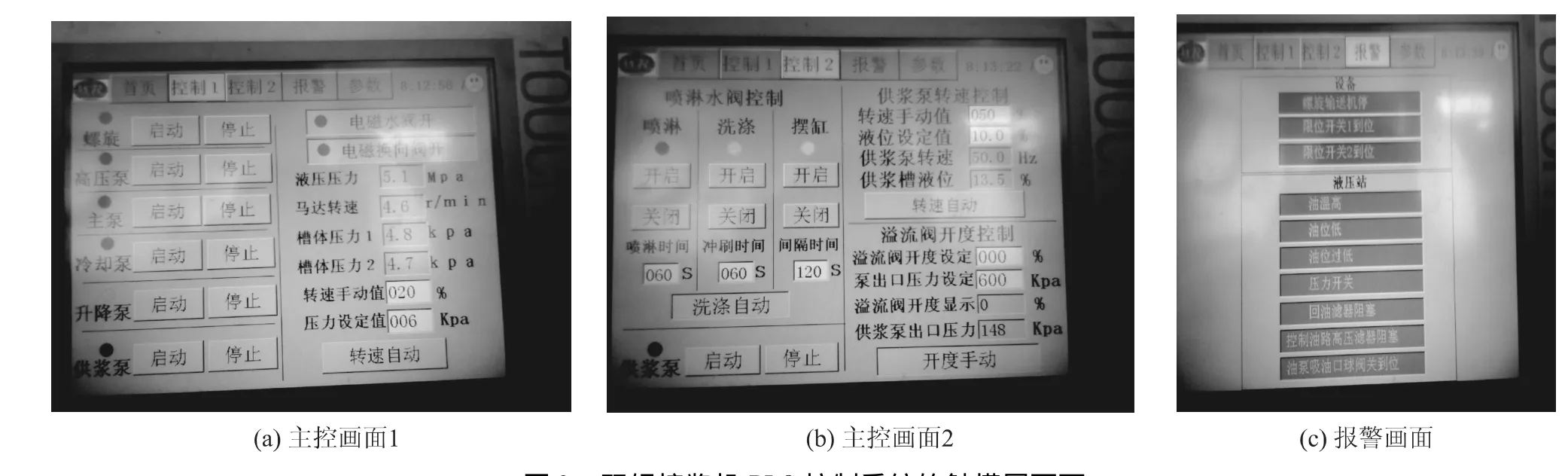
圖2 雙輥擠漿機PLC控制系統的觸摸屏畫面
4.1.1 PLC控制系統的網絡結構[2]
系統使用西門子S7-315 CPU作為主控制器,擴展2個EM的處理數據的能力很強,通信速度很快,并且提供標準的以太網口,即可與總系統的管理層通信,也可跟本設備系統的上位機通信。
4.1.2 PLC控制系統的I/O點分配
PLC控制系統的I/O點清單見表3[3]。
4.2 觸摸屏畫面
圖2為雙輥擠漿機PLC控制系統的觸摸屏畫面。由于控制點較多,主控畫面分2個:①液壓站、螺旋、供漿泵啟停及槽體壓力顯示,見圖2(a);②噴淋水閥、供漿泵轉速控制,見圖2(b)。圖2(c)為報警畫面。
4.3 PLC控制系統的難點、要點
PLC控制系統的難點及要點包括:要確保進漿的濃度、流量穩定;輥子轉速要根據系統壓力自動調節,轉速范圍:2~15 r/min;液壓站系統 (如壓力、液位、油溫)報警、保護等。
5 應用案例
日照華泰紙業有限公司于2010年新上一條10萬t/a楊木漿洗選漂生產線,選用汶瑞機械 (山東)有限公司的SJA945雙輥擠漿機及自動控制系統。該控制系統采用S7-300作為主處理器,所有參數如槽體壓力、液壓馬達轉速、系統壓力等參數均由觸摸屏顯示、操作并與DCS通信。該項目一次試車成功,各項指標均達到設計要求。
6 結語
SJA(B)雙輥擠漿機自動控制系統在控制出漿干度、產量和洗滌效果等關鍵指標方面發揮著越來越重要的作用,既可保證用戶工藝指標要求,又可保證設備的安全性。目前四川永豐漿紙股份有限公司、日照華泰紙業有限公司、印尼IKPP紙業公司等企業均使用SJA(B)雙輥擠漿機,且其自動控制系統運行穩定,取得了很好的效果。
[1] SHAO Ying-zhu,WANG Yong-jin,ZHAO Fei,et al.Maintance and Selection of the Wash Press[J].China Pulp & Paper,2009,28(5):51.邵瑩珠,王永金,趙 飛,等.雙輥擠漿機的選擇與維護[J].中國造紙,2009,28(5):51.
[2] Zhong Zhaoxin.Principle and Application of the Program Logic Controller[M].Guangzhou:South China University of Technology Publisher,2002.鐘肇新.可編程控制器原理及應用[M].廣州:華南理工大學出版社,2002.
[3] Manual of the lingrun hydraulic press station.靈潤液壓站使用說明書. CPP
猜你喜歡
儀器儀表用戶(2023年11期)2023-10-25 01:46:48
儀器儀表用戶(2023年10期)2023-09-12 08:24:28
儀器儀表用戶(2022年11期)2022-11-03 12:38:58
儀器儀表用戶(2022年10期)2022-09-29 04:36:58
儀器儀表用戶(2022年9期)2022-08-30 05:39:48
儀器儀表用戶(2022年5期)2022-05-06 09:02:30
儀器儀表用戶(2022年4期)2022-04-01 03:17:02
儀器儀表用戶(2021年12期)2021-12-10 16:02:25
儀器儀表用戶(2021年11期)2021-11-29 02:20:36
石油化工自動化(2018年5期)2018-11-14 02:34:26
