高強度管線鋼激光電弧復合焊接技術研究現狀
2014-08-05 09:06:04朱加雷崔志芳焦向東
電焊機 2014年5期
朱加雷,崔志芳,焦向東
(1.北京石油化工學院機械工程學院,北京 102600;2.平山中誠燃氣有限公司,河北 石家莊 040500)
0 前言
隨著世界經濟的快速增長,對石油、天然氣等化石能源的消耗也日益增加。由于石油、天然氣的產地與下游市場一般相距遙遠,需要進行長距離輸送,油氣管道則肩負著這一能源輸送的重任。管道運輸已成為我國繼鐵路、公路、水路、航空運輸之后的第五大運輸行業。對于石油、天然氣等流體來說,管道運輸具有長距離、不間斷、經濟、安全、高效、可靠等特點,因此在近幾十年取得了巨大的發展。截止2013年,全世界管線長度為3 559 186 km,其中天然氣輸送管線占世界管道總量的80.5%。2013年中國天然氣管線長度增長到48 502 km,相比2010年的38 566 km,增幅為25.8%,這種快速發展勢頭在未來的幾十年中仍將持續。
在鋪設距離快速增加的同時,世界上各石油公司也都在不斷地尋求降低成本、提高效益的途徑。在管線建設項目投資中,鋼管的成本約占40%,采用高鋼級管線鋼管能夠減少壁厚,而高壓輸送可以在不改變輸量的情況下減小管徑,管徑和壁厚的減小則帶來了工程投資費用的降低。另外,在高壓輸送時,采用高鋼級管線鋼管還能顯著降低運行投資[1]。同一條管線建設項目用 X80鋼替代 X70鋼,可降低成本7%;采用X100代替X70,則可降低成本30%,經濟效益顯著。圖1為同樣1 m長度的不同級別管線鋼的費用對比[2]。因此,自2002年開始,X100管線鋼已經開始應用于加拿大北部的管道建設當中,2004年2月,埃克森美孚公司和加拿大TransCanada管道公司已經成功在加拿大阿爾伯塔省北部焊接了1.6 km長的X120高強鋼管線[3]。可以預見,在不久的將來,X100、X120 甚至更高級別的管線鋼在油氣管線工程中將得到廣泛應用[4]。但在高級別管線鋼實現大規模推廣應用之前,包括焊接性在內的一系列問題尚需進一步研究[5]。
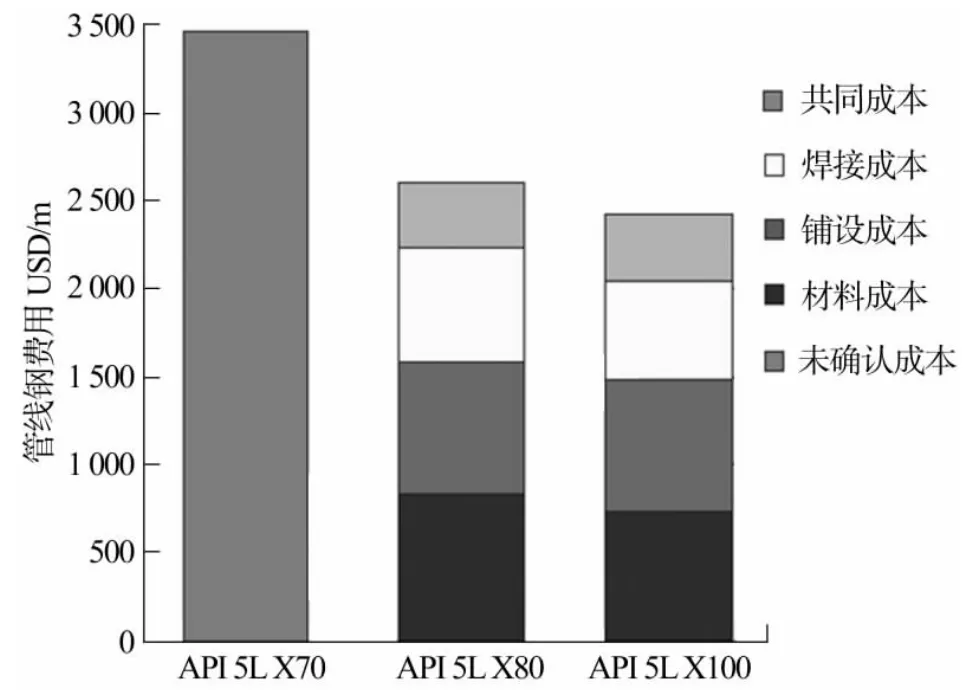
圖1 1 m長度不同級別管線鋼的預計花費
1 激光電弧復合焊接優點及激光器對比
管道環焊是管道現場施工中的關鍵環節,目前大多采用焊條電弧焊、藥芯焊絲半自動焊和熔化極氣體保護自動焊(GMAW)等方式進行,但上述焊接方法的缺點是完成一個接頭需要多個焊接站和多層焊道。激光焊接技術應用于管道環縫焊接,無需開坡口或者坡口尺寸很小,甚至可以一次焊透,無疑將是管道焊接技術的又一場革命[6]。但單純的激光焊和激光填絲焊焊縫粗糙,焊縫處應力集中系數大,且焊接過程中要求較高的接頭裝配精度(接頭裝配間隙小于0.5 mm)。試驗證明,單純激光焊焊接的厚壁金屬,焊縫疲勞強度低,而激光電弧復合焊可以很好的解決這一問題。激光電弧復合焊的兩種熱源相互影響,焊接速度比單純激光焊還要高,是傳統電弧焊速度的5~10倍。同時,根焊的熔寬比單純的激光焊高,提高了間隙橋接能力。復合焊的焊縫光滑、疲勞強度高,應力集中系數也得到了改善,有巨大的商業潛力。因此,如何拓展激光電弧復合焊的焊接材料范圍,并適用于厚壁高強管線鋼的焊接,已經成為當前的研究熱點之一[7]。
2000年,英國克蘭菲爾德大學(Cranfield university)、美國愛迪生焊接研究所(EWI)和英國焊接研究所(TWI)就已經開始研究了管線鋼激光焊接的潛能,EWI和Cranfield大學致力于一個國際管道研究理事會的項目,TWI在英國石油公司(BP)探索項目的直接資助下開展工作。EWI、TWI和Cranfield大學隨后一起在一組贊助商資助的名為“YAG PIPE”的項目中合作研究。所有的三個項目研究均已經表明,Nd:YAG激光–GMAW復合焊接具有增加焊接效率的潛力。激光根焊或許可以替代內焊機根焊(IWM)或帶銅襯墊的內對口器焊接,被用于單道、雙道和英國Cranfield大學開發的CAPS自動焊接系統的填充焊。EWI和TWI分別使用3 kW和6 kW的激光器,以3 m/min和3.5 m/min的速度焊接了3 mm的根焊道。EWI和TWI針對不同類型激光器的研究表明,使用Nd:YAG激光器存在潛在的生產利益。由于光電轉換效率、物理尺寸和冷卻的要求,雖然Nd:YAG激光器可能被用于鋪管船上,但并不適合用于陸上管道的鋪設。半導體激光器屬于固態激光器,相比Nd:YAG激光器,其能源效率提高30%,操作費用降低50%,并便于移動,可能是管道焊接應用的理想選擇。半導體激光器很少有足夠的光束質量保證焊接的小孔效應,因此通常被用于熱傳導焊接當中。近來的工作表明,半導體激光器的能量密度可達2.5×105W/cm2以上,在6 mm厚的鋼板上可以獲得小孔焊接效果。然而,對于管道現場焊接,需要高速根焊技術,目前的半導體激光器不能滿足必需的生產率要求。光纖激光器的電光轉換效率可超過20%,激光效率高、光束質量好、傳導光纖直徑小、結構緊湊、使用壽命長,且不需要Nd:YAG激光器那樣的大輸入功率或冷卻系統。因此,光纖激光電弧復合焊被確定為最有前途的管道焊接應用技術,高功率光纖激光器為該技術的野外現場施工應用提供了可行性[8]。
2 光纖激光電弧復合焊接研究現狀
TWI針對X80管線鋼平板進行了光纖激光電弧復合焊接工藝試驗,試驗板厚為11 mm,復合焊采用Yb摻雜光纖激光器,功率7 kW,GMAW弧焊電源為AB Aristo 450。試板接頭采用Y型坡口,鈍邊深度6 mm。分別采用平焊、立焊和仰焊位置模擬管線全位置焊接。沖擊試樣厚度為標準Charpy試樣的2/3。平焊、立焊和仰焊三種焊接位置低溫(-10 ℃)沖擊功平均值分別為69 J、78 J和73 J[9]。針對壁厚為11.7 mm的X100管線鋼進行了電弧焊與激光電弧復合焊的對比試驗研究,結果表明,如采用GMAW焊接,一個焊口至少需要四個焊道;如采用激光-GMAW復合焊完成根焊道,GMAW填充焊只需一個焊道即可,顯著提高了焊接生產效率[10]。
德國焊接教育與培訓研究所國際有限公司哈勒研發部進行了管道激光電弧復合焊接必需的相關技術和設備的研究,包括組對誤差、環境影響、整套設備移動性能以及不當位置焊接等內容。重點在于使用典型的激光深熔焊接效果,進行6~10 mm鈍邊的根焊試驗,比較了對接接頭激光復合焊時激光束和電弧可能的組合形式,如圖2所示。
在第一階段,使用4.5 kW的光纖激光器進行了6 mm鈍邊的復合焊接研究,第二階段使用10 kW光纖激光器進行了8 mm鈍邊的復合焊接研究。設計的具有額外自由度的復合焊機頭如圖3所示。可以通過弧形引導機構和帶夾持的鉸鏈機構調整激光束和電弧之間的相對位置,實現激光和電弧之間不同的組合方式。在長達6 m的管件上進行了激光電弧復合焊接,相比標準管端,此種情況具有較大的組對間隙和邊界偏離。安裝在管道上的整套系統如圖4所示。兩個階段的試驗對應的坡口尺寸、首層復合焊打底焊縫以及完整填充后的焊縫如圖5、圖6所示。在上述研究基礎上,開發了新的管道激光電弧復合焊原理樣機,如圖7所示。定位速度可達6 m/min,焊接速度高達3 m/min。適應管道直徑尺寸500~700 mm。集成激光工作頭可以與高達20 kW功率輸出的光纖固體激光器配合。德國焊接教育與培訓研究所國際有限公司哈勒研發部的研究證明了管道建設中光纖激光電弧復合焊接的主要適應性及在應用時所必須的全位置焊接工藝行為。結果清晰表明了復合焊接工藝潛在可行性,可以使用其進行鈍邊尺寸為12~15 mm的高質量打底焊接[11]。

圖2 激光束和電弧組合形式

圖3 激光電弧復合焊機頭
哈爾濱工業大學先進焊接與連接國家重點實驗室針對X80管線鋼開展了激光電弧復合焊接接頭微觀組織和力學性能的研究工作。激光MAG復合焊接系統包括IPG YLR-4000型光纖激光器和福尼斯TPS 4000型焊接電源。光纖激光系統和MAG焊槍固定安裝于自制機構之上,并保證激光頭垂直于焊接工件。通過間隔45°將半個圓周四等分,在五個等分點分別進行激光電弧復合焊接試驗,五個焊接位置如圖8所示。在上述五個不同位置的試驗均獲得了高強度、高韌性的激光電弧復合焊接接頭,焊縫呈“高腳杯”狀,分為電弧區和激光區兩個部分,五個位置的焊縫深度可達8 mm,最大和最小焊縫寬度分別是5 mm和1.5 mm[12]。

圖4 6m長管道上的激光電弧復合焊接系統
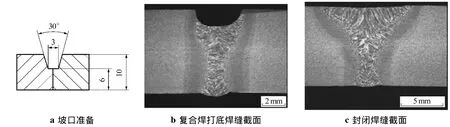
圖5 第一階段坡口準備和焊縫截面成形

圖6 第二階段坡口準備和焊縫截面成形
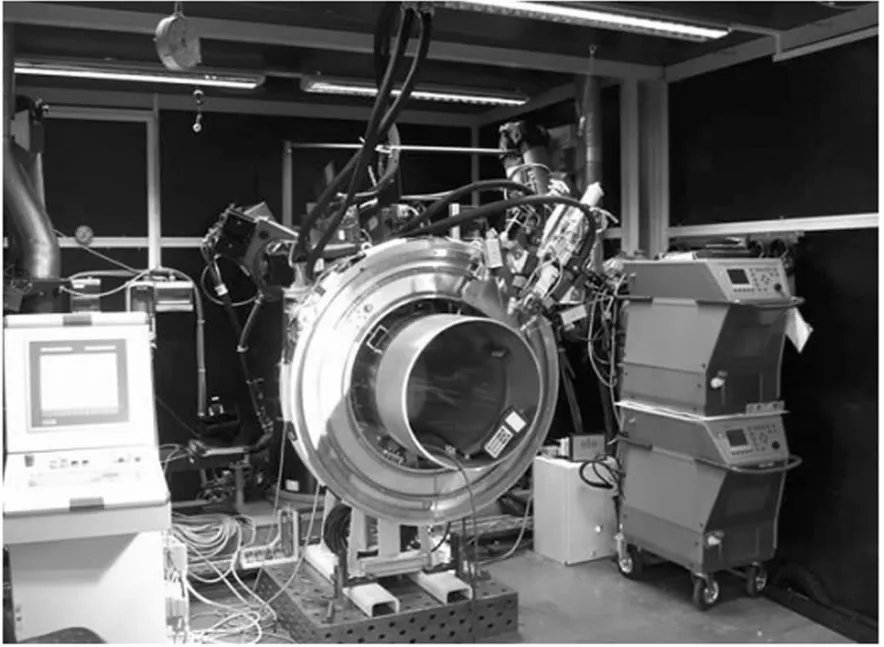
圖7 新型管道激光電弧復合焊原理樣機
3 結論

圖8 X80管線鋼的五個焊接位置
激光電弧復合焊接技術綜合了激光焊和電弧焊二者的優點,既具有激光焊接的深熔效果,又具備電弧焊接的良好間隙橋接能力,通過電弧焊的填充金屬還能調節焊接接頭的冶金性能,在提高高強度管線鋼焊接質量、焊接速度和生產效率等方面具有重要的工程應用價值。光纖激光器的諸多優點及相關研究顯示了光纖激光電弧復合焊接技術的良好現場施工應用前景,被譽為下一代管線鋼的焊接方法。
[1]隋永莉.國產 X80管線鋼焊接技術研究[D].天津:天津大學,2008.
[2]張驍勇,高惠臨,莊傳晶,等.焊接熱輸入對X100管線鋼粗晶區組織及性能的影響[J].焊接學報,2010,31(3):29-32.
[3]Felber S,Loibnegger F.The pipeline steels X100 and X120[J].XI-929 -09.2009:1 -24.
[4]栗卓新,馬司鳴,HEE Jin-kim.X100/X120管線鋼焊接接頭強韌化研究進展[J].電焊機,2013,43(4):1 -7.
[5]嚴春妍,李午申,馮靈芝,等.X100級管線鋼及其焊接性[J].焊接學報,2007,28(10):105 -108.
[6]郭瑞杰,付桂英,楊天冰,等.長輸油氣管道激光焊接技術[J].電焊機,2007,37(11):15 -17.
[7]姬宜朋,陳家慶,焦向東,等.激光-電弧復合熱源焊接技術[J].焊接技術,2009,38(12):1 -6.
[8]Yapp D,Blackman S A.Recent Developments in High Productivity Pipeline Welding[J].J.of the Braz.Soc.of Mech.Sci.& Eng,2004,26(1):89 -97.
[9]Howse D S,Scudanore R J,Booth G S.The evolution of Yb fibre laser/MAG hybrid processing for welding of pipelines[C].Korea:Proc.of 15th Int.Offshore and Polar Engineering Conference,2005.
[10]KEITEL S,NEUBERT J,STROFER M.Laser Based Girth Weld ing Technologies for Pipelines-GMAW Gets Support[J].Welding in the World,2009,53(5):289 -294.
[11]Steffen Keitel,Jan Neubert.Laser GMA Hybrid girth welding technologies for transmission pipelines[C].Germany:5th Pipeline Technology Conference,2010.
[12]Lei Zhenglong,Tan Caiwang,Chen Yanbin.Microstructure and Mechanical Properties of Fiber Laser-Metal Active Gas Hybrid Weld of X80 Pipeline Steel[J].Journal of Pressure Vessel Technology,2013(135):011403-1-011403-7.
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
制造技術與機床(2018年12期)2018-12-23 02:40:58
汽車工程學報(2017年2期)2017-07-05 08:13:02
