超超臨界機組用T/P92鋼焊接性能研究現狀
2014-09-17 02:41:22黃安國楊東旭
電焊機 2014年5期
關鍵詞:焊縫
楊 露,黃安國,楊 格,楊東旭
(華中科技大學材料學院,湖北武漢 430074)
0 前言
超超臨界機組是目前火電發展的必然趨勢,其最高蒸汽溫度超過600℃,壓力超過了25 MPa[1],如此惡劣的工作環境,對電站鍋爐用耐熱鋼提出了相當高的要求。目前應用于超超臨界鍋爐的新型馬氏體耐熱鋼有 T/P91、T/P92、T/P122等,我國USC機組主蒸汽管道和高溫過熱器等部件基本上都采用的是T/P92鋼。但由于T/P92鋼研制成功的時間較短,加上超臨界和超超臨界機組發展和建造的迫切需要,因此分析研究T/P92材料使用過程中的問題就顯得尤為重要。
1 T/P92試驗材料簡介
T/P92材料是20世紀80年代后期在T/P91的基礎上通過添加 w(W)=1.5% ~2.0%,并將w(M0)降為0.3% ~0.6% 而形成的[2]一種新型的9%Cr鋼,為調整鐵素體-奧氏體元素之間的平衡,加入微量元素硼,并使碳的含量保持在一個較低的水平以保證材料的最佳加工性能,以適用于超超臨界電站鍋爐,被命名為NF616[3]。通過這樣的改良,鋼的高溫強度和蠕變性能得到進一步提高,降低了電站鍋爐和管道系統的質量,提高了系統的熱效率。隨后經過長達10多年的推廣,1995年被納入ASTM標準,在1996年被ASME批準并命名為T/P92[4]。其化學成分(質量分數)如表1所示,符合ASTMA213-T92和ASMESA213-T92的成分標準[5]。
T/P92鋼是在正火+高溫回火狀態下使用,供貨態的組織為回火板條馬氏體,在超超臨界機組中主要用于蒸汽溫度不大于620℃的部件。英國曼徹特公司的T/P92鋼手冊中指出,T92鋼最適用于580℃ ~620℃之間,P92鋼可用于最高蒸汽溫度達625℃的零部件[6]。同時,TSGG0001-2012中明確指出:T/P92材料受熱面煙氣側管子外壁溫度小于等于650℃。T/P92與奧氏體鋼SUS347H許用應力如表2所示。

表1 T/P92鋼的化學成分Tab.1 Chemical composition of T92 Steel %
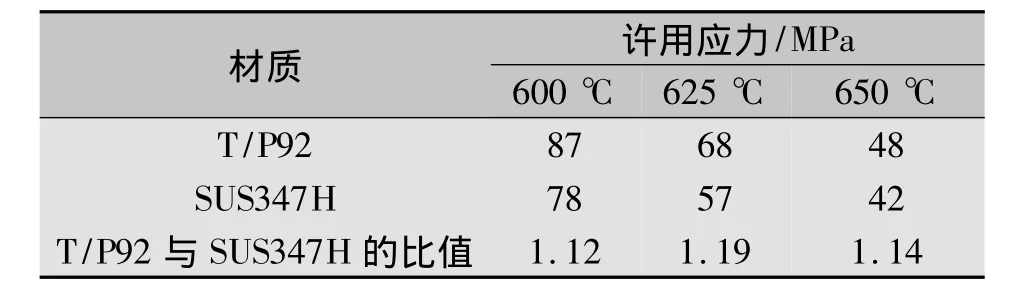
表2 T/P92與奧氏體鋼SUS347H許用應力Tab.2 Allowable stress of T92 steel with austenitic SUS347H steel
2 T/P92焊接材料選用
焊接所選用的焊材除要求焊縫金屬滿足室溫下的強度外,還必須滿足運行溫度下的韌性和強度要求。由于T/P92鋼中 Cr、Mo、V、Nb等鐵素體形成元素較多,若焊縫與母材的化學成分相同,那么在焊縫冷卻凝固過程中很易形成δ-Fe。因此選用防止δ-Fe形成且保證焊縫為全馬氏體組織的成分,有利于優化焊縫韌性。市場上T/P92鋼焊接材料的品牌主要有德國伯樂蒂森公司(Bohler-Thyssen)、英國曼徹特公司(METRODE)、日本神鋼(KOBE)等,根據母材的化學成分和力學性能(見表3),選材原則如下:
(1)保證具有與母材相當的物理性能和常溫、高溫力學性能;(2)純焊縫的AC1應與母材相當;(3)焊縫的氫含量符合低氫型堿性焊接材料標準;(4)焊接操作性能優良、工藝性能好。
3 T/P92焊接工藝
由于T/P92鋼引入我國的應用時間較短,對T/P92鋼的組織和性能、熱加工工藝及運行過程中組織性能的變化仍處于進一步探索階段。有研究表明,在650℃時效條件下,T/P92鋼的組織和性能、焊接接頭蠕變性能等均會發生一定的變化[7]。因此,為推動T/P92鋼更廣泛的應用和國產化,加深對T/P92鋼焊接接頭組織性能變化的認識,主要通過控制其焊接工藝來達到目的。在T/P92鋼結構的建造中,具體焊接工藝的選擇取決于以下因素。
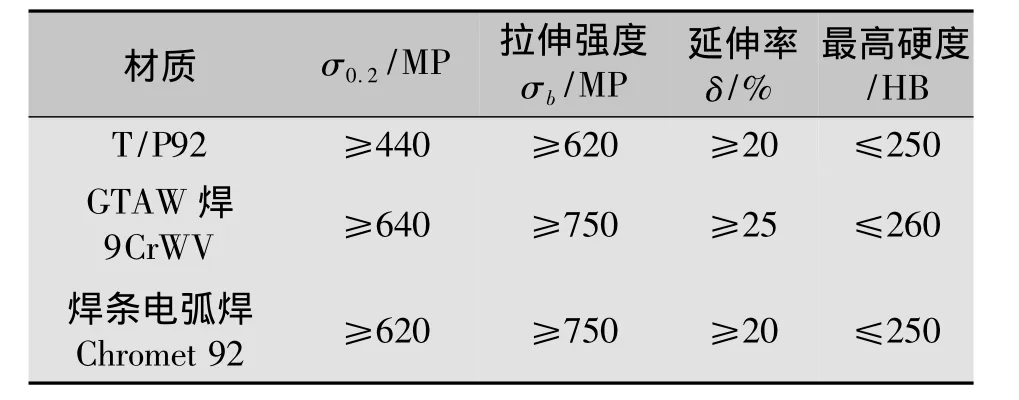
表3 T/P92母材與焊縫金屬力學性能(常溫)Tab.3 Mechanical properties of base metal and weld metal of T/P92 at room temperature
(1)被焊結構的尺寸和厚度。
(2)實際施工的環境和條件,現擁有的焊接施工設備能力。
(3)焊接工程師及焊工的技術水平和經驗。
(4)具體能選用的焊接材料的種類和質量。
(5)對焊縫金屬機械性能,特別是焊縫韌性的要求。
3.1 焊接方法的選擇
T/P92的焊接工藝是鐵素體鋼的典型焊接,同種材料焊接時可以采用鎢極惰性氣體保護焊(GTAW)用于整個焊縫(T92),或GTAW打底焊,SAW或SMAW蓋面填充(P92)。
對于T/P92鋼與異種金屬的焊接,必須考慮接頭金屬的成分。P91/P92焊接以及奧氏體/P92的焊接,其預熱、中間焊和焊后熱處理溫度均相同,區別之處是冷卻溫度和冷卻速率。要特別提醒的是,當進行異種金屬焊接時,必須仔細選擇填充材料,以使母材與填充金屬之間的碳遷移降至最少。文獻[15]指出,當T/P91與T/P92焊接時,由于這兩種鋼材的成分非常接近,因此不存在這個問題,都可獲得滿意的結果,但考慮到成本和供貨因素,選用T/P91鋼焊接材料會更為方便和經濟。
然而,當T/P92與其他材料焊接時,如P22或奧氏體不銹鋼材料,焊縫金屬成分應與低合金鋼一側的材料成分保持一致,其基本原則是焊縫強度等于或高于兩種材料中較弱的一種。對于T/P92與奧氏體不銹鋼材料之間的焊接,根據經驗一般都是采用鎳基合金焊接材料,因為鎳基材料能夠提供最佳的冶金適應性、長期的蠕變強度和塑性。
3.2 焊前預熱和層間溫度的控制
正確的焊接工藝參數是確保獲得滿意的焊縫金屬和焊接接頭的關鍵。在T/P92鋼結構的焊接施工中,需要采用有效的預熱措施以防止氫致裂紋的產生。雖然T/P92鋼的淬硬傾向強于P22鋼,且其合金化程度比T/P91還高,但Y-型坡口拘束實驗結果顯示,T/P92鋼防止氫致裂紋所需的最低預熱溫度與T/P91十分相似,明顯低于P22鋼的相應溫度。有關專家、學者認為這是因為T/P92鋼較低的Ms/Mf溫度導致了在預熱-層間溫度下,組織中存在部分未轉變的奧氏體組織的有益作用。
由圖1可知,將預熱及層間溫度控制在約200℃即可防止焊后氫致裂紋的產生。綜合其他研究及實際施工數據,推薦最低預熱溫度為200℃,最高層間溫度350℃。在實際焊接施工中,預熱及層間溫度一般控制在200℃ ~300℃。
4 焊后熱處理工藝的確定
T/P92鋼屬馬氏高合金耐熱體鋼,該類鋼焊接的主要問題是焊接冷裂紋及焊縫的韌性低。為降低裂紋傾向,改善焊縫的組織及性能,必須采取合理的熱處理工藝,使T/P92鋼焊縫熱處理后為單一的回火馬氏體組織。
李新梅、張忠文等人[8]通過試驗對日本進口的T/P92新型耐熱鋼利用金相顯微鏡、掃描電鏡和X-射線衍射儀并通過沖擊試驗研究了T/P92鋼經1 050℃正火+不同溫度回火后的微觀組織和韌性變化。研究發現在此正火條件下,正火后T/P92鋼組織為典型的板條馬氏體,并有一定量的殘余奧氏體和M23C6析出相存在。回火溫度較低時,T/P92鋼的組織形態和沖擊功變化不大,在500℃~600℃出現了馬氏體板條碎化、大部分或全部殘余奧氏體分解和一定的回火脆性;隨著回火溫度升高,組織中亞結構數量增多并出現塊狀鐵素體,而沖擊功則快速升高。
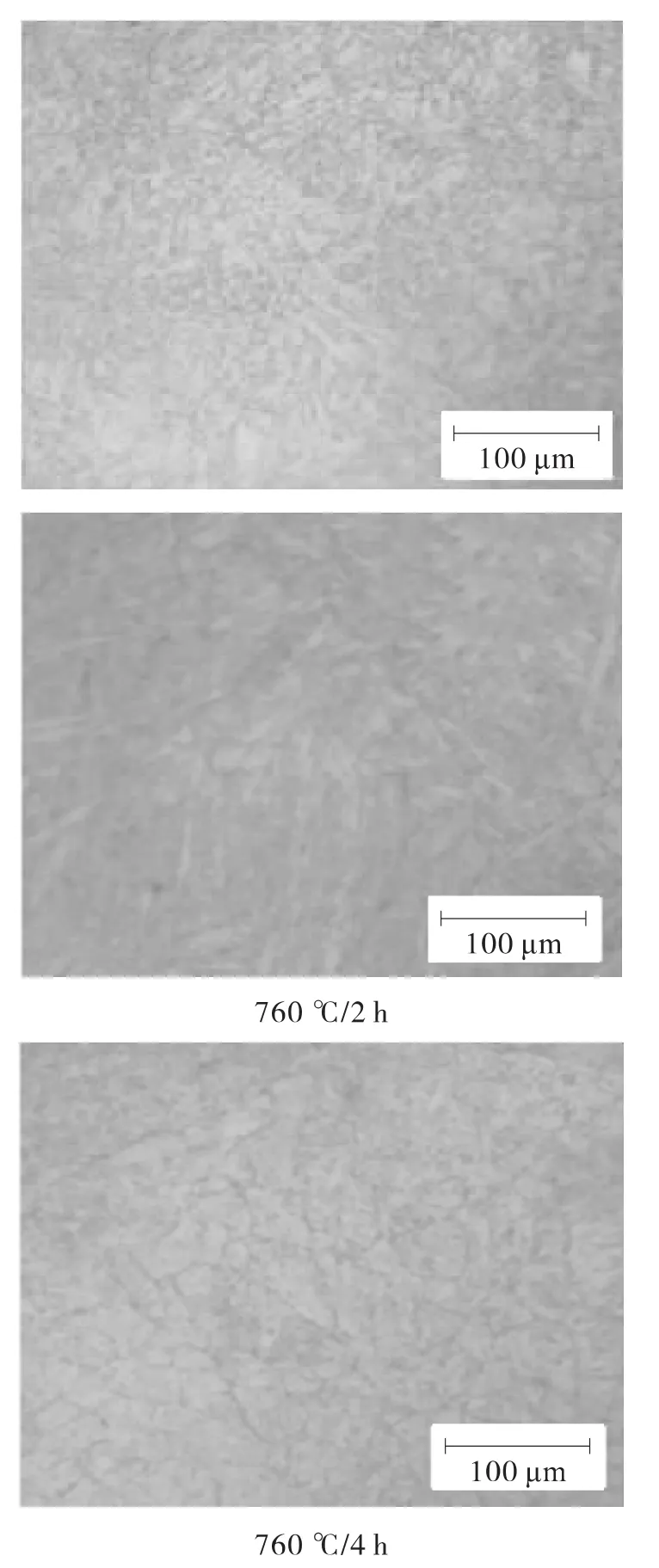
圖1 T/P92鋼焊縫金屬經不同焊后熱處理后的典型組織
S.S.Wang,D.L.Peng 等人[9]采用正交試驗的方法對不同熱處理工藝下的T/P92鋼中的析出相進行研究,通過室溫以及高溫力學性能、熱處理最佳參數的確定,得出了該種鋼材在不同熱處理工藝條件下機械性能的差別。研究表明在最佳熱處理條件下,室溫下的斷裂伸長率可以達到25%以上,在650℃下T/P92鋼的拉伸強度和屈服強度與供給的鋼相比,分別增加了48.3%和50%。并指出實際上所有的強化效應都是從優化熱處理技術開始的。
韓道永[10]為解決國內1000 MW 級超超臨界火電機組主蒸汽管道用P92鋼焊后熱處理工藝的選定問題,采用柔性陶瓷電阻主/輔加熱器同時加熱管道內外壁、兩端封堵的熱處理工藝進行主蒸汽管道焊后熱處理,得到了焊縫內壁溫度達740℃以上、內外壁最小溫差為15℃的熱處理效果。采用該熱處理工藝,特別是對厚壁管道進行焊后熱處理,可以保證恒溫過程中焊縫內壁溫度符合P92鋼回火溫度要求,保證了焊接接頭綜合機械性能的均勻性。同時提出了在距焊縫中心一定距離采用硅酸鋁棉密實封堵,封堵效果對管道熱傳播方式、熱量散失影響較大,應作為今后研究需要重視的主要方向。
在實際熱處理中,采用TIG焊接T/P92鋼管。與T/P91鋼類似,T/P92鋼焊后不需要后熱保溫。但是,由于其焊接層間溫度處于馬氏體相變的溫度之間,由此為確保焊縫組織的馬氏體轉變的充分進行,在進行焊后熱處理之前,焊縫需要先冷卻至100℃以下。
T/P92鋼焊縫金屬及母材熱影響區在正常焊接冷卻速度下,焊后將轉變為硬脆的全馬氏體組織,組織硬度非常高,一般為400~450 HV。因此,不論結構壁厚大小,都必須進行焊后熱處理。同時,根據現場環境和條件適當延長焊后熱處理恒溫時間,可以提高熔敷金屬的伸長率和韌性。當然,為了使焊縫硬度符合規定要求而一味延長熱處理恒溫時間也是不可取的,這樣會降低焊縫使用壽命。建議在壁厚大于120 mm以上時,如果受條件限制影響焊縫硬度,可以分兩次進行焊后熱處理,即焊到80 mm時熱處理一次,全部焊完后再進行一次熱處理。
5 T/P92焊接接頭性能研究
T/P92鋼母材的基本成分為0.1%C-9%Cr-0.5%Mo-1.7%W,同時加入了V、Nb、N 和B 微合金化。嚴格控制和平衡其化學成分使其淬火后獲得幾乎不含殘余δ鐵素體的全馬氏體組織。焊縫是由溫度非常高的熔融狀態冷卻下來的鑄造組織,馬氏體板條粗大,硬度相當高。這類鋼一般通過控軋控冷工藝制造。在焊接過程中,焊縫金屬沒有這種控軋控冷的機會,很難通過細晶強化和位錯強化來改善焊接接頭的性能。因此需要對新型馬氏體耐熱鋼的焊接性能進行分析。
5.1 T/P92鋼可焊性研究
5.1.1 焊接裂紋敏感性
T/P92鋼合金含量在10%以上,屬高合金鋼,具有一定的冷裂紋傾向,雖然該鋼中有關C、S、P含量低、純凈度較高,但仍存在一定的冷裂紋傾向。
李斌[11]通過敏感性實驗對T/P92鋼的斜Y坡口在焊接前分別在100℃、150℃以及200℃條件下進行預熱,觀察發現在溫度不低于150℃時焊接不會出現裂紋,而T/P91鋼、P22鋼則分別需要預熱到180℃、300℃才能保證不出現裂紋,這說明T/P92鋼在對焊接裂紋的敏感性上要低于T/P91鋼、P22鋼等。
由于T/P92鋼具有冷裂紋傾向,因此要求焊接過程中在保證適當的焊前預熱和控制層間溫度的同時,也要注意焊后熱處理溫度的選擇。預熱、層間溫度過高容易導致焊接過熱而使熔池凝固緩慢,導致組織粗大從而破壞焊接接頭的韌性,反之過低則防止裂紋的效果不明顯。T/P92鋼焊縫金屬及母材熱影響區在正常焊接冷卻速度下,焊后將轉變為硬脆的全馬氏體組織,組織硬度相當高,一般為400~450 HV[12]。因此,焊后熱處理就顯得尤為重要,而且焊后熱處理應在較短的時間內進行,因為經過焊后熱處理后T/P92鋼馬氏體組織若長期暴露在潮濕的環境下,將產生很高的應力腐蝕開裂敏感性。同時,在實際應用中,為使焊縫金屬獲得足夠的回火,熱處理保溫時間稍長或溫度稍高都是有利的。
5.1.2 焊接接頭的韌性
焊縫由于熔敷金屬沒有控軋和形變熱處理的機會,晶粒不可能由此獲得細化。又由于熔敷金屬中的Nb、V在焊接線能量過大時,在凝固冷卻過程中難以呈微細的C、N化合物析出,從而Nb、V完全固溶,失去其碳化物、氮化物作為相變核心的作用,致使焊縫凝固組織粗大,失去細晶強韌化的效果,最終導致焊縫的韌性遠不如母材。位于熱影響區(HAZ)的母材受到焊接時熱輸入的高溫影響,其性能必會明顯劣化,而且這種劣化的程度將隨焊接熱輸入的增大而加劇。所以有學者指出提高焊縫金屬的純凈度,嚴格控制合金元素H、O、P、Si的含量的同時降低Nb、V元素的含量,是改善焊縫韌性的重要措施。
肖玲、朱平[13]等人通過采用焊接熱模擬的方法,模擬HAZ粗晶區組織,并在不同回火參數下對試樣進行焊后熱處理。通過室溫下沖擊試驗及掃描電鏡(SEM)、透射電鏡(TEM)分析,確定P92鋼合理的回火參數[P=T(logt+20)×10-3]區間為21.26 ~21.67,其中回火參數為 21.5 是焊接質量最佳參數。在此參數下進行焊后熱處理,其沖擊吸收功較高,韌性較好,可以得到較好的使用性能。經掃描電鏡和透射電鏡分析微觀組織證實,在此條件下進行回火,在板條馬氏體的晶界和晶內有彌散分布的碳化物,這些碳化物起到了提高韌性的作用。
5.1.3 焊縫熱影響區的軟化
T/P92鋼焊接時其熱影響區中承受的溫度在AC1~AC3之間的不完全正火區的金屬會發生部分奧氏體化。處于這些溫度區間的熱影響區外邊緣由于熱循環作用,會導致馬氏體和鐵素體雙相組織的出現,使強度和韌性受損;而鐵素體則使熱影響區硬度和持久強度下降。又由于AC1~AC3溫度區間的金屬沉淀強化相不能完全溶解,在隨后的熱處理過程中未溶解的沉淀相發生粗化,從而造成這一區域材料的強度降低,形成軟化區。情況惡劣時會在軟化區會出現裂紋,降低蠕變強度。
綜上所述,減少軟化帶的有效措施是控制焊接工藝規范。即焊接熱影響區的軟化程度與所用的焊接規范有關,還包括預熱、焊后熱處理等。焊接熱輸入大,軟化區寬。因此焊接時應嚴格限制焊接熱輸入,采用盡可能小的焊接線能量。
5.2 T/P92高溫蠕變性能研究
超(超)臨界機組用鋼的服役環境比較苛刻,這些機組的蒸汽參數已超過600℃和25 MPa,其組織在高溫和壓力的長期作用下會發生一系列變化,而劣化的組織會導致材料的持久強度、持久塑性等急劇下降。一旦發生破裂爆管,會影響火電機組的正常運行,帶來重大的經濟損失,甚至導致人員傷亡。有研究表明,添加W元素能有效提高材料的高溫蠕變強度。為保證火電機組能夠長期穩定安全的運行,對其用鋼的持久性能要求就顯得非常必要。
L.a Falat,V.a Homolová 等人[14]采用鎢極惰性氣體保護焊(TIG)對含9%Cr的不同馬氏體鋼進行焊接,包括 T/P91、T/P92以及不穩定的 AISI316H的奧氏體鋼管。在光學顯微鏡和電子顯微鏡下觀察它們各自的微觀結構。結果表明,9%Cr鋼在蠕變過程中微觀結構呈現明顯的梯度,在焊件內部的雙相HAZ區域(ICHAZ)產生Ⅳ型裂紋斷裂。同時在蠕變過程中微觀結構的最明顯的變化是金屬間相析出。
彭志方等人[15]采用常規時間—溫度參數法(TTP),如 Larson-Miller Parameter(LMP)參數法以及Orr-Sher by-Dorn(OSD)方法對9% ~12%Cr鐵素體耐熱鋼進行持久性能預測時存在性能過估,且預測值與實測值之間有明顯差異。因此,彭志方提出了LMP的分區及其C值優化,以及基于短時實驗數據(≤5×103h)預測長時(5×103~1×105h)持久性能的方法。利用已有的持久性能數據,應用所提出的方法進行了應力與持久斷裂時間及其相關參量的計算、作圖及其比較。結果表明,單區LMP方法的C值隨鋼種而異;多區LMP方法的C值隨鋼種及實驗應力區而異;基于短時實驗數據(≤5×103h)預測長時(5×103~1×105h)持久性能的預測值與實測值吻合;d[g(σ)]/d(P)隨P的變化率可反映不同鋼種持久性能的穩定性;LMP分區法及預測函數優化法的計算值與實測值的吻合性很好,并克服了利用給定溫度下短時持久實驗數據外推長時持久性能的過估傾向。
5.3 T/P92焊縫強化機理研究
5.3.1 固溶強化
T92鋼焊縫中含有豐富的穩定鐵素體合金元素Cr、Mo等多種強韌化的合金元素,起到了固溶強化的作用;形成細小的板條馬氏體,晶粒尺寸細小,增強材料的強度和韌性,使其具有優良的力學性能。
T92鋼屬于馬氏體耐熱鋼,焊縫是由溫度非常高的熔融狀態冷卻下來的鑄造組織,馬氏體板條粗大,硬度相當高。各種合金元素的加入,特別是間隙固溶原子的加入可大大提升固溶強度,尤其是9%Cr的加入能使其再結晶溫度升至525℃[25-26],提高了其高溫穩定性。
合金元素固溶強化提高了鋼的熱強性和熱穩定性的機理是:它們提高了原子間的鍵合強度,提高了α-Fe的自擴散激活能,提高了鋼的AC1點和再結晶溫度。
5.3.2 第二相強化
合金元素的固溶強化效果由于合金元素的析出而減弱,同時由于回復的進行,使得位錯減少,位錯強化效果也減弱,析出及沉淀強化因析出的第二相粒子的增加有所提升,但這種增加不能填補上述性能的下降,而且由于第二相粒子的長大,使得析出及沉淀強化效果也會減弱[16]。晶粒半徑與強度成反比,晶粒半徑越大,強度越低,經回火處理后晶粒發生了明顯長大,從而使得強度下降。

式中 σs為屈服強度;σ0為位錯在基體金屬中運動的總阻力;k為度量晶界對強化貢獻大小的釘扎常數;d為晶粒的平均直徑。
5.3.3 沉淀強化和彌散強化
低碳鋼的淬火板條馬氏體在低溫回火時,析出與基體成共格相界面的薄片ε相,具有沉淀強化效應。但在中溫時,ε相轉變成非共格相界的Fe3C并球化,彌散強化效應減弱。高溫時,Fe3C進一步粗化,彌散強化效應進一步減弱。為在高溫時利用碳化物相Fe3C的沉淀強化和彌散強化效應,就需要用強碳化物形成元素改變其結構,并將其固化,保持其細小、彌散、穩定的析出形態。
碳化物形成元素與碳親和力的大小是按周期表規律排布的,在Fe以左的是形成碳化物的元素,離 Fe越遠,與 C 的親和力越大。因此,Ti、Zr、Hf總是優先形成MC型碳化物,然后才是V、Nb、Ta形成MC型碳化物,而W、Mo、Cr則常常形成M23C6型碳化物。需要注意的是,Ti、Zr、Hf形成的MC型碳化物在奧氏體中熔融的溫度非常高,在通常的正火溫度下是難以溶入奧氏體的,所以在正火成淬火板條馬氏體時,它早已經不存在了。
經過高溫回火處理后的試樣由于晶粒尺寸變大,根據Hall-Petch公式
5.4 T/P92焊縫高溫腐蝕機理研究
在長期高溫高壓和介質的作用下,機組各部件都存在不同形式的失效,一般有蠕變、疲勞、腐蝕、磨損、老化及其交互作用等。對于電站設備,蠕變和疲勞是其主要失效形式。實際中更常見的是幾種失效形式的同時作用,如過熱器集箱的失效一般是在蠕變、疲勞失效的情況下還伴隨著腐蝕。
但是對于腐蝕失效形式的研究,國內大部分是針對水冷壁管腐蝕的研究,而超超臨界機組中過熱器、再熱器腐蝕形式的研究目前還比較稀缺。近兩年國外的研究已經表明,一些新型耐熱鋼在600℃時,過熱器、再熱器金屬壁溫將達到650℃,此種運行工況下積灰中的Na-K-Fe三元復合硫酸鹽正好處于熔融狀態,不論是鐵素體鋼還是奧氏體鋼對材料硫腐蝕都具有顯著的加速作用,腐蝕機理已經全改變,這點還未引起國內行業的重視。尤其是過熱器、再熱器Na2SO4引起的向火側硫酸鈉鹽沉積的表面腐蝕的研究甚少。
趙欽新等人[17]認為鍋爐材料隨著溫度的變化存在兩個高溫腐蝕嚴重的溫度區域,分別為450℃~650℃和620℃ ~700℃,因此650℃已進入第二高溫腐蝕區域。未來火電機組的蒸汽溫度將超過700℃,屆時高溫過熱器和再熱器的金屬溫度將達到750℃或更高,高溫腐蝕問題將更為嚴重。
有學者認為煤灰附著在金屬表面時,其中的鈉、鉀硫化物以及鐵的氧化物會發生反應,形成K3Fe(SO4)3和Na3Fe(SO4)3形態的堿焦硫酸鹽,降低硫酸鹽的熔點,當K3Fe(SO4)3和Na3Fe(SO4)3的比例在1∶1 與4∶1[18]之間時,其熔點降至630 ℃,在650℃的過熱器表面呈熔融狀態,形成液相腐蝕。還有學者研究表明,隨著蒸汽溫度和壓力的提高,Na-K-Fe三元復合硫酸鹽造成的向火側煙氣腐蝕程度增加。
6 展望
隨著超臨界和超超臨界鍋爐技術的發展,目前世界火力發電技術主要是通過提高工作介質(蒸汽)的參數,即提高蒸汽溫度和壓力,來提高火力發電廠效率,這對新型耐熱鋼的性能提出了更高的要求。雖然目前對鐵素體耐熱鋼的研究取得了一定成果,但今后還有許多工作要做。
(1)焊接材料微觀結構的長期穩定需要進一步對合金元素進行優化,其直接關系到超超臨界機組的安全運行。一些合金元素如 Ta、Ti等能提高材料的蠕變強度和抗氧化性能,對于這些元素對T/P92性能的影響還有待研究。
(2)為了承受更高的溫度和壓力,從工藝、合金化角度出發,研究T/P92鋼中四種典型析出相M23C6型碳化物、MX型碳氮化物、Laves相和Z相)以及δ-Fe含量對材料性能的影響,為新型材料的研究提供新的思路和方法。
(3)在T/P92鋼蠕變壽命預測等方面還需要深入探究。雖然一些學者對蠕變強度進行了較多試驗研究,但在機理上仍存在較大的分歧,如何實現對壽命的準確預測,將是今后一個重要的研究方向。
(4)鍋爐過熱器和高溫再熱器選材主要考慮蠕變強度、熱疲勞性能、良好的焊接性能、向火側耐腐蝕和蒸汽耐氧化能力。這些對于受熱面高溫金屬材料的挑戰更加嚴峻,如何選擇高溫金屬材料將是我國今后超超臨界機組技術需要投入大量精力的持久研究課題。
:
[1] 楊 富.21世紀火電站焊接技術的發展趨勢[A].新型9% ~12%Cr系列熱強鋼焊接技術資料選編[C].北京電機工程學會焊接專業委員會,華北電力集團公司焊接技術培訓中心,2002:1-24.
[2] Heuser H,Jochum C.Properties of matching filler metals for P91,E911 and P92 [C].R Viswanathan,W T Bakker,J D Parker.Advances in Materials Technology for Fossil Fower Plants.Proceedings of the 3rd Conference Held at University of Wales Swanasea,5th Ap rilO6th,2001(4):249 -265.
[3] 傅育文,王炯祥,盧征然,等.SA—335P92鋼的焊接[J].動力工程,2008,28(5):807 -811.
[4] 劉廣福,李太江.焊后熱處理溫度對P92鋼焊縫顯微組織和力學性能的影響[A].第九屆電站金屬材料學術年會論文集[C].成都,2011.
[5] 孟慶若.P92鋼埋弧焊焊接工藝[J].焊接技術,2008,37(4):36-39。
[6] 英國曼徹特焊接材料公司,電力工業T/P92鋼焊接材料及工藝技術指南,2006
[7] 王 亮,劉宗德,陳 鵬,等.T92鋼高溫時效硬度變化[J].熱力發電,2008,37(12):26 -30.
[8] 張忠文,李新梅.T92鋼焊接接頭的組織和韌性研究[J].熱加工工藝,2008,37(3):17 -21.
[9] Wang S S,Peng D L,Chang L,et al.mechanical properties induced by refined heat treatment for 9Cr-0.5Mo– 1.8W martensitic heat resistant steel[J].Materials and Design,2013(50):174 -180
[10]韓道永.1000 MW 空冷機組主蒸汽管道焊后熱處理工藝[J].發電技術.2013,34(1):62-65.
[11] 李 斌.汽輪機組用P92鋼焊接技術的研究[J].科技專論
[12]王雙寶,伍翠蘭,吾之英,等.T92鋼管在650℃下蠕變斷裂后的顯微組織研究[J].動力工程學報.2010,30(4):275-280.
[13] 肖 凌,朱 平,史春元,等.P92新型耐熱鋼焊接粗晶區回火參數選擇[J].焊接,2006(11):52-55.
[14] Falat L,Homolová V,KepicˇJ.Microstructure and properties degradation of P/T 91,92 steels weldments in creep conditions[J].Journal of Mining and Metallurgy B:Metallurgy,2012,48(3):461 -469
[15]彭志方,黨瑩櫻.9% -12%Cr鐵素體耐熱鋼持久性能評估方法的研究[J].金屬學報,2010,46(4):435 -443
[16] Shen Y Z,Kim S H,Han C H,et al.Vanadium nitride precipitate phase in a 9% chromium steel for nuclear power plant applications[J].Journal of Nuclear Materials,2008(374):403 -412.
[17]趙欽新,朱麗慧.超臨界鍋爐耐熱鋼研究[M].北京:機械工業出版社,2010.
[18] Brian Gleeson,Jung - Kun Lee.A comparison of the corrosion products and mechanisms of various forms of deposit-induced corrosion at 700 ℃[D].Purdue University,2009.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
