不同CO2氣保焊工藝對Q345鋼焊接接頭的影響
2014-09-17 02:41:32周培山謝芋江
電焊機 2014年5期
周培山,謝芋江,楊 昕,敖 攀
(1.西南石油大學應用技術學院,四川南充 637000;2.四川石油天然氣建設工程有限公司,四川成都 610213)
0 前言
CO2氣體保護焊因其生產效率高、操作簡單、成本低、焊接質量好等特點,在汽車制造、船舶制造、金屬結構及機械制造等方面得到了廣泛的應用[1]。Q345為低合金高強度結構鋼,不但具有良好的焊接性和綜合力學性能,而且價格低廉[2-4]。針對某氣田用Q345結構鋼,采用連續和脈沖CO2焊進行了焊接工藝研究。
1 試驗
1.1 試驗方法及材料
分別采用CO2連續焊和脈沖焊對Q345鋼板(δ=4 mm)進行焊接工藝試驗,優選 H08Mn2Si(φ1.0)焊絲。
1.2 焊接工藝參數
通過對所用焊絲直徑、熔滴過渡方式等因素綜合考慮,在多次試驗性焊接后,確定本次試驗的焊接工藝參數(見表1),連續焊焊接電流分別為100 A、130 A、160 A,脈沖焊焊接電流為125 A、163 A、200 A,脈沖焊的上升段時間為0.1 s,加載段時間為0.2 s,下降段時間 0.1 s,維弧段時間為 0.3 s。
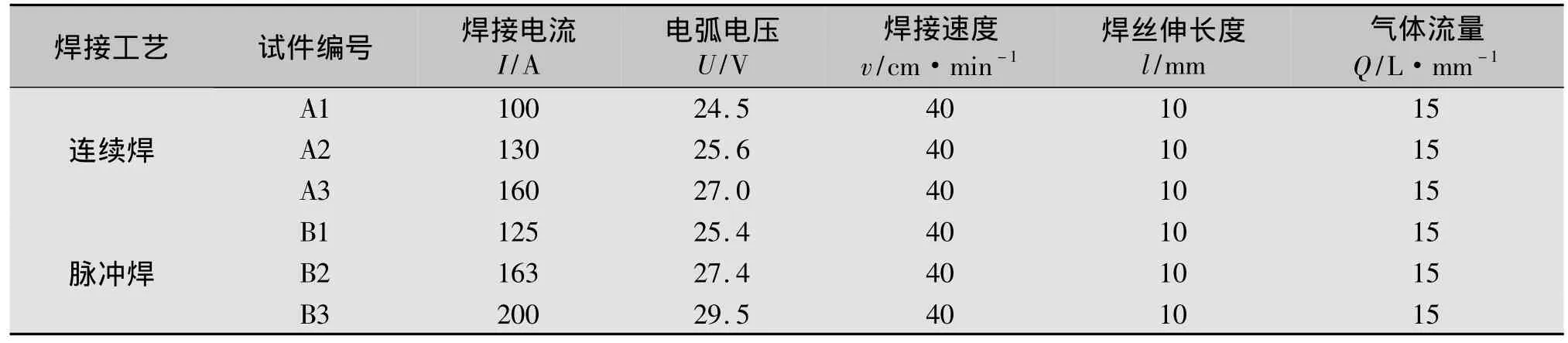
表1 焊接工藝參數
2 試驗結果及分析
2.1 焊縫外觀形貌
用粗砂紙將焊好的試樣表面雜物打理干凈,連續焊和脈沖焊試樣外觀形貌如圖1所示。
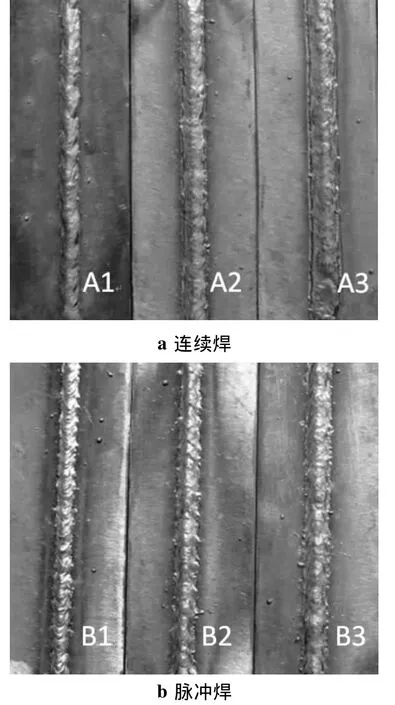
圖1 焊接試樣焊縫外觀形貌
可以看出,連續焊和脈沖焊焊接試樣均存在不同程度的飛濺,連續焊的焊縫比脈沖焊的焊縫粗大,脈沖焊的焊縫外觀形貌更加美觀,焊縫成形更好。
2.2 熱影響區寬度
在維氏硬度計上,利用旋動距離鼓輪測量目鏡視野中圖像由熔合區到金屬母材的距離來確定焊接接頭熱影響區的寬度。
熱影響區尺寸如圖2所示,焊接電流逐漸增大,其他焊接參數相同的情況下,連續焊A1到A3和脈沖焊B1到B3的熱影響區尺寸均逐漸增大,且相同焊接參數下脈沖焊焊縫熱影響區尺寸小于連續焊焊縫熱影響區尺寸。由于脈沖焊時維弧時間相對連續焊時的短,因而焊接時輸入的能量相對要少,焊接線能量小,所以焊接熱影響區尺寸相對要小些。
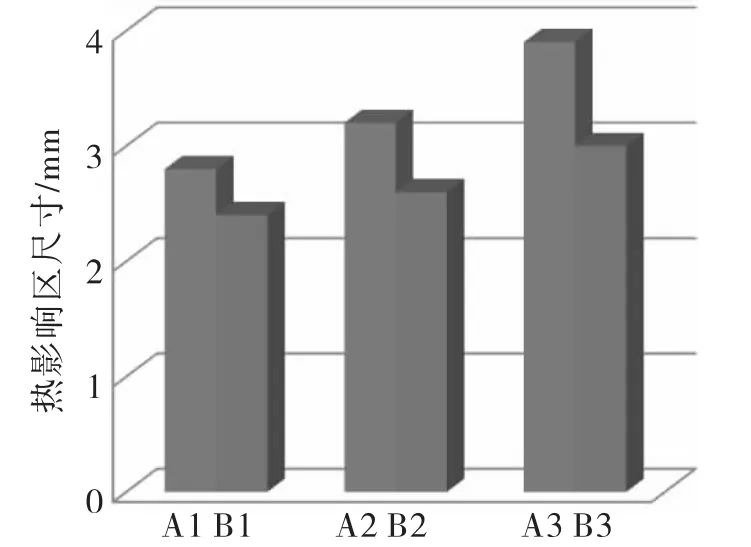
圖2 熱影響區尺寸
2.3 接頭金相組織分析
2.3.1 焊縫組織
圖3為焊接接頭焊縫中心區域顯微組織,可以看出,連續焊、脈沖焊焊接接頭焊縫組織中均含有晶界鐵素體、側板條狀鐵素體、珠光體及少量的針狀鐵素體,且連續焊焊縫晶界鐵素體明顯多于脈沖焊焊縫,而側板條鐵素體含量較脈沖焊焊縫少。這是由于奧氏體晶界析出晶界鐵素體量的多少與焊接熱循環的冷卻條件有關,連續焊焊縫高溫停留時間更長,冷卻速度較慢,晶界鐵素體析出較多;而脈沖焊熱輸入更低,高溫停留時間短,冷卻較快,為側板條鐵素體的形成創造了有利條件[5]。

圖4 熔合區顯微組織(400×)
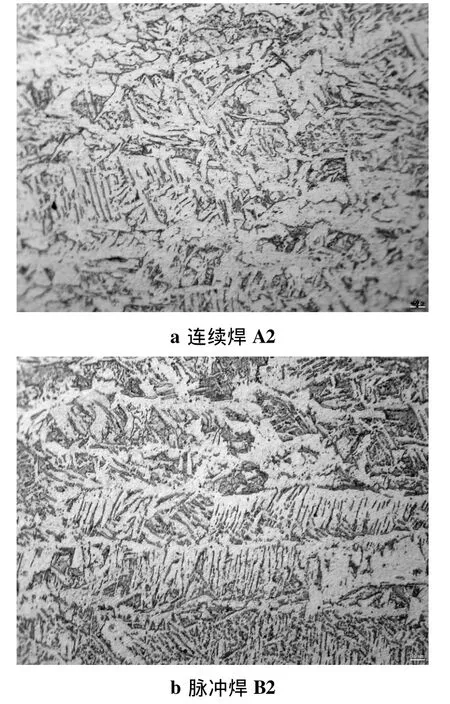
圖3 焊縫顯微組織(400×)
2.3.2 熔合區組織
圖4為焊接接頭熔合區顯微組織,可以看出,脈沖焊熔合區由焊縫向過熱區過渡比連續焊更均勻,熔合區兩邊是焊縫和過熱區,它們之間的性能相差特別大,因此熔合區具有明顯的組織、性能不均勻性,對焊接接頭的性能有較大影響。
2.3.3 熱影響區組織
圖5為焊接接頭熱影響區的過熱區顯微組織,可以看出,連續焊的熱影響區有較多的魏氏組織,脈沖焊的熱影響區魏氏組織含量較少。連續焊焊接接頭過熱區受到焊接熱循環的影響晶粒相對粗大,且冷卻速度較脈沖焊慢,在有利于形成魏氏組織的冷卻速度范圍內,因此連續焊焊接接頭的過熱區產生了較多的魏氏組織,使其接頭性能較脈沖焊焊接接頭差。
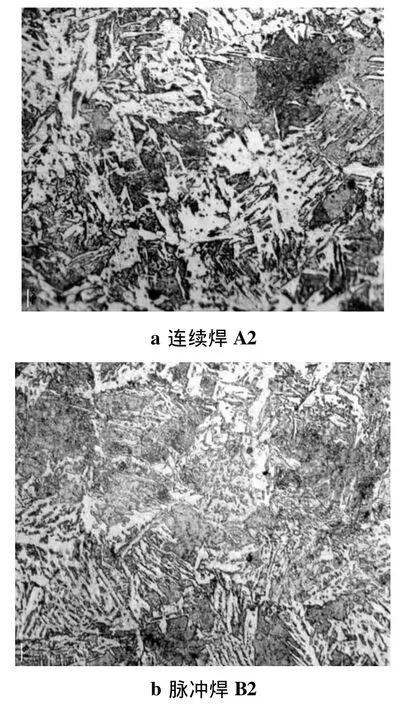
圖5 熱影響區顯微組織(400×)
2.4 硬度測試
利用維氏顯微硬度計分別測試連續焊和脈沖焊焊接接頭各個區域的顯微硬度,測試結果如圖6所示。

圖6 焊接接頭顯微硬度曲線
可以看出,母材硬度值最低,而兩組試樣焊接接頭的焊縫金屬硬度略高于母材或與母材基本相同,在熱影響區的粗晶區硬度值最高,但隨著與母材的靠近有所下降。因此從硬度方面看,熱影響區值最高,其塑性和韌性最差。
連續焊試樣的各部分顯微硬度值均大于脈沖焊試樣的顯微硬度值,是由于脈沖焊焊接時使用的是脈沖電流,維弧時間相對連續焊的時間短,因而焊接時輸入熱量相對較少,焊接線能量小,金屬組織在焊接時接收的熱量相對少些,焊接后組織受熱發生的變化更小。連續焊焊接時線能量相對較高,焊接時輸入熱量較多,金屬組織由于受到高溫后冷卻,形成了粗大的組織。
3 結論
(1)焊接熱影響區尺寸主要受焊接電流的影響。隨著焊接電流的增大,焊接熱影響區尺寸逐漸增大,且脈沖焊焊接接頭熱影響區尺寸小于連續焊焊接接頭熱影響區尺寸。
(2)脈沖焊焊接接頭組織較連續焊更為均勻,產生魏氏組織較少。
(3)兩種焊接工藝條件下的焊接接頭顯微硬度峰值均位于過熱區,連續焊焊接接頭各部位顯微硬度略高于脈沖焊焊接接頭。
(4)采用脈沖CO2焊焊接Q345鋼得到的焊接接頭焊縫形狀更合理,焊接熱影響區尺寸更小,顯微硬度更低。
:
[1] 鐘良文.焊接速度對雙絲CO2焊的影響研究[J].電焊機,2010,40(12):31 -35.
[2] 張中祥.Q345鋼在模擬油田采出介質中的腐蝕行為研究[J].材料保護,2008,40(1):13 -15.
[3] 方 圓.張宏艷.崔 陽,等.微量B對微Ti處理低合金高強度鋼組織性能的影響[J].熱加工工藝,2013,42(14):34-39.
[4] Bai D Q,Yue S,Maccagno T M,et al.Continuous cooling transformation temperatures determined by compression tests in low carbon bainitic grades[J].Metallurgical and Materials Transactions,1998(A29):989-1001.
[5] 崔 琦.Q345DR與ZG20SiMn鑄鋼焊接接頭的微觀組織與低溫性能[J].電焊機,2010,40(1):75 -78.
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2016年3期)2016-06-15 20:30:00
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
