雙殼體減搖鰭鰭箱建造工藝
2014-07-18 11:34:55李存紅畢蘇峰鄒秋蓮
船舶標準化工程師 2014年6期
關鍵詞:焊縫
李存紅,畢蘇峰,鄒秋蓮
(南通威和船用配件有限公司 技術部,江蘇南通 226002)
雙殼體減搖鰭鰭箱建造工藝
李存紅,畢蘇峰,鄒秋蓮
(南通威和船用配件有限公司 技術部,江蘇南通 226002)
針對雙殼體減搖鰭鰭箱大開口、雙殼體、重量大、內側和原設計施焊操作困難的特點,作出了具體的分析,介紹從材料準備到裝焊、驗收等制作過程,采用新方案,大大降低了焊工的勞動強度,提高了功效,保證了焊接質量。
接頭更改;胎架;臨時支撐;裝焊順序
0 引言
雙殼體鰭箱分段是雙層底舭部大開口海洋船舶部件,每條船要制作一對,分布在左舷和右舷。由于內外殼板線型都有縱橫雙曲度,且建造精度要求高,制作時采用先小組裝焊T型材,再片裝焊,最后胎架上拼箱體總裝焊的方法。這樣既增加了簡單操作的預制和校正工作量,又能保證外板的制作裝配精度,從而大大縮短了胎架建造周期。
1 制造準備
1.1 制作草圖及接頭形式調整要求
對線型復雜的構件需放樣。出草圖時需注意:為補償焊接收縮量,上板、下板、里封板上,縱向每肋位加0.5mm,橫向每擋縱骨間距0.5mm,每擋縱骨間加放0.5mm。尾箱體上下彎板和首封板合攏口縱向單向放20mm余量。另外,需加工的表面按要求放加工余量。按預先對內殼板上鰭穿入位置進行放樣開孔。
為便于操作和改善施焊條件,保證焊縫質量,接頭坡口形式調整如下:對接頭,單邊預縮進6mm作為襯墊焊的根部間隙;全焊透的角接頭,板厚20mm以下的,開單面清根坡口;板厚20mm以上的,一面開2/3板厚的坡口,背面1/3開小坡口。鰭箱上板與上彎板之間的對接焊縫坡口由朝下改至朝上施平焊;上下彎板間的雙面坡口對接縫,因里側施焊條件差,改為外側單面清根坡口襯墊焊;鰭箱圍板與外板之間的水密角接縫由雙面坡口改為單面坡口。#109橫框架的水密縫坡口由雙面改為單面。為控制外板開口處變形,#111+375強肋架先備成封閉式的肋骨框架,涂裝前切割開口。
1.2 制作胎架
為便于制作和檢驗,保證與船體合攏時與相接的船形吻合,減少變形,在鰭箱建造之前必須制作好一對安全平整牢靠的專用鋼性正造胎架。胎架將牢固地與地上的預埋鐵連接。
每檔橫框架模板如圖1所示,需標識鰭箱中心線、11m縱剖線、2.5m水線、3m水線。外板下口離鋼性框架800mm。另制104#+150、116#+200兩理論端驗收用外卡樣板。
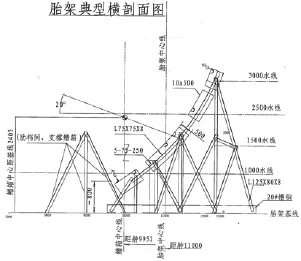
圖1 胎架典型橫剖面圖
2 制造工藝
對原材料進行預處理、備料;套料時注意根據板材的厚度加放相應的切割收縮余量,零件上應做好便于跟蹤和區分的標識。在鋼板上切割不同尺寸的零件時應先小后大,先復雜后簡單。大型零件的切割應先從短邊開始。氣割后所有工件的自由邊必須除氧化渣、修磨光順、校正待用。對有折彎形狀的零件,預先加工到位,用樣板檢驗合格待用。
2.1 小裝配焊接
在面板上劃出腹板安裝位置線后組裝。注意合攏口處加強筋面板與腹板先點裝、不施焊。定位焊要求規范,無表面缺陷。注意端部倒角包角,保證所有焊縫連續。
2.2 平面分段裝焊
在上板、上彎板、下板、下彎板上,按結構要求劃安裝線,注意板厚方向,安裝結構時注意區分左右結構對稱。劃線檢驗合格后,先裝肋板,再裝加強筋,最后靠裝內殼板。裝配檢驗合格后借助臨時加強施焊,檢驗校正合格。片裝焊接時應注意靠近合攏口的角焊縫應留出200mm~300mm暫時不焊,以利于胎架上對接,由船廠待裝配合攏對接縫焊接完成后再完成焊接。
2.3 胎架總裝焊
以下口為基準定位外板,輔以火工,使外板與胎架貼服。放樣、切割“鰭箱開口”。因對稱的“開口封板”有其它用途,切割之前要標識“右舷或左舷、上、下、左、右”。割孔時注意其余開口不要將開口 100%打開,在空檔中心#108兩側各留一道100mm寬連接上下開口拉筋,以防焊接內部結構時張口變形太大。借助激光在外板劃基準線、結構線和對合線等;外板定位報驗。吊裝首封板片,吊裝下上板片,吊裝上下彎板片。吊裝上板時注意在下板上加臨時支撐,確保焊前鰭箱上板和下板之間的開檔尺寸按正公差定位。片間對接縫處加多道碼板約束間距,兩端裝規范的引弧板和收弧板。定位完成后,復檢各定位尺寸及焊接坡口尺寸,焊前報驗。
3 焊接
3.1 焊接原則
凡是參與本結構施焊的焊工,必須持有有效合格焊工證;焊前,必須對焊接坡口及焊縫兩側各寬20mm內,清除氧化物、水分、油污等。清理后及時施焊;焊材去油污、鐵銹,按規范焙烘、領用。保持焊接設備性能良好;環境溫度低于-5℃時,與海水接觸的所有接縫口預熱 100℃左右;當采用多道或多層焊時,焊工在每焊道焊后須清除焊渣與飛濺,每道焊道的接頭應相互錯開至少30mm~50mm;對接焊縫起始端與末端必須安裝規范的引弧板、熄弧板。焊后用切割或碳刨的方法去除引弧板和熄弧板。所有焊縫采取由中間向左右,由中間向首尾,由下向上的順序施焊。焊后應對所有焊縫進行清理、打磨,消除咬邊、氣孔等焊接缺陷。焊后對船體內外板如用水火校正時應注意:由于船殼內外板都是DH36高強度板,高強度鋼有熱脆傾向,快速冷卻會形成脆性組織,容易產生裂紋等缺陷。因此加熱后直接澆水冷卻時,溫度不超過 650℃。若鋼板溫度加熱超過了650℃,應空冷至650℃以下才能開始澆水冷卻[1,2]。
3.2 焊縫規格和焊接順序
1)按圖2中d1~d8的順序焊對接焊縫,d2~d8按本圖正放施陶質襯墊平角焊。
圖2 結構中的對接焊縫接頭
2)焊油缸安裝板、上彎板、下彎板、首封板、各肋板連接板與外板及內封板的立角焊縫。
3)焊上板、下板、上彎板、下彎板、首封板與內外板及內封板的橫角焊三大環縫,如圖3中節點b、c、g、i。

圖3 結構中的角接焊縫接頭
4)內殼板與鰭箱上板之間形成的內側焊縫,是本產品難度最大的地方。角度太小不易于焊接操作。建議在背面加工藝棒襯,先焊正面。背面內殼板與鰭箱下板之間形成的角焊縫等脫胎空中翻身后清根施焊。未注焊腳高度是相連薄板厚度的一半。
4 檢驗、修補磨和噴涂
所有制作過程受控,設胎架、外板定位、焊前、沖砂油漆前、發貨前五個報檢和數據采集節點[3],任一道工序所用到的材質和工裝等都必須是驗收過的[4]。所有焊縫100%磁粉檢測;與海水接觸的焊縫、與#109水密艙壁連接的焊縫及所有對接縫進行UT檢查,煤油滲透檢查密性。經客戶現場檢驗認可。持有效資質證的探傷員操作,驗收標準等級 CB/T 3559-2011的II級。
焊縫中存在超出驗收標準的缺陷時,焊工采用碳刨或風鏟清除缺陷,隨后補焊,并重新進行 UT和煤油滲透檢查,直至焊縫合格。修補磨結束,沖砂之前,申請客戶檢驗。
噴砂油漆中,涂裝時嚴禁明火。
5 結束語
人們對海上建筑物的舒適度要求越來越高,減搖鰭模塊的應用更加普遍。但由于海上鋼結構建筑物造形怪異、空間有限、水密要求高,生產難度是船體理論設計時的弱項。制作工廠前瞻性的進行生產前的分析,有效的余量放制、坡口調整、臨時支撐的安排等,不僅給后續生產帶便捷,而且能減少質量問題,防止安全隱患,大大提高勞動生產率,從而確保安全、質量和交貨期。單位應引起足夠重視。
[1] 中國船級社. 材料與焊接規范[S]. 北京: 人民交通出版社, 2009.
[2] 中國機械工程學會焊接學會. 焊接手冊(第 2卷) 材料的焊接[M]. 北京: 機械工業出版社, 2008.
[3] GJB 9001B-2009, 軍用產品質量體系要求[S]. 2009.
[4] CB/T 4000-2005, 中國造船質量標準[S]. 北京: 國防科學技術工業委員會, 2009.
Construction Process of Double Shell Anti-rolling Fin Box
Li Cun-hong, Bi Su-feng, Zou Qiu-lian
(Technology Department, Nantong Fidelity, Marine Fittings Co., Ltd., Jiangsu Nantong 226002, China)
For the characters of large opening, double shell, heavy weight and difficult to weld of the origin design of double shell anti-rolling fin box, a detail introduction is analyzed, from the material preparation to the assembly and welding, impacting and so on. Some practical methods are put forward to ensure successful construction, quality and the efficiency.
joint correction; jig; temporary stiffen; sequence of welding
U671.91+2
A
1005-7560 (2014) 06-0036-03
李存紅(1969-),女,工程師,主要從事培訓、管理、監督技術部工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
