鋅鍋抽鋅的泵型選擇與抽鋅措施
2014-04-21 06:49:40趙龍
機械工程師 2014年2期
趙龍
(邯鋼集團邯寶冷軋廠,河北邯鄲056015)
0 引言
如果鋅鍋需要更換,或者鋅鍋發生漏鋅時,就必須將鋅液全部抽出,或根據漏鋅的具體位置考慮抽鋅量。抽鋅的方法有多種,其中主要有使用鋅泵抽鋅和采用鋅桶掏鋅的方法。在采用的抽鋅方法中,采用鋅泵是省時省力的方法。
鋅液泵葉輪、殼體、密封套等主要部件采用耐鋅蝕合金鋼制造,因而可反復循環使用,其壽命可達10年左右,就目前國內的鋅鍋存鋅量來看大都在40~200 t之間,用鋅液泵來抽取鋅液,如果按最低流量60 t/h來計算,抽200 t鋅也只不過用時3 h。本文介紹一下目前使用的幾種類型鋅泵及其正確使用方法。
1 鋅液泵的分類
1.1 螺桿式金屬泵
如圖1,鋅泵本體是一根低碳鋼管,泵體鋼管內部一段是光軸,在鋼管內根據要求安裝1個頭或2個頭的螺旋葉片,對螺旋葉片的材質要求較高。螺旋裝在軸上,軸由電機帶動,而在側面與溢流管相通,溢流管高出鋅鍋沿約500 mm,并與泵體鋼管相通,泵出的鋅液鑄成所需重量的鋅錠。由于鋅泵與鋅液接觸部分粘附鋅液,往往會產生所謂掛蠟現象,較難處理。
1.2 離心式鋅泵
離心式鋅泵的結構如圖2所示。它與一般的離心泵除了在材質上要求耐鋅液侵蝕和高溫,輸送介質是液態的鋅之外,其他沒有大的區別。
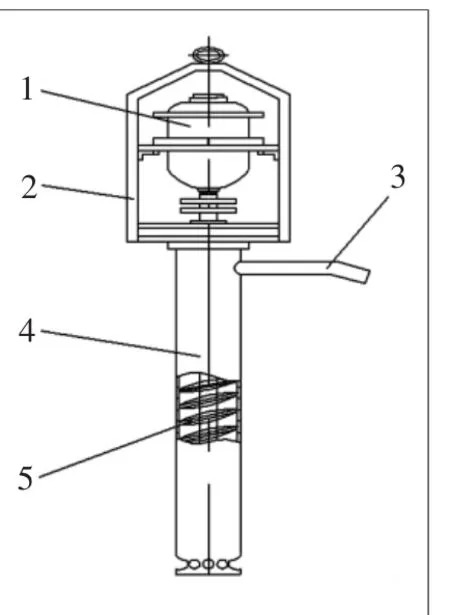
圖1 螺桿式金屬泵
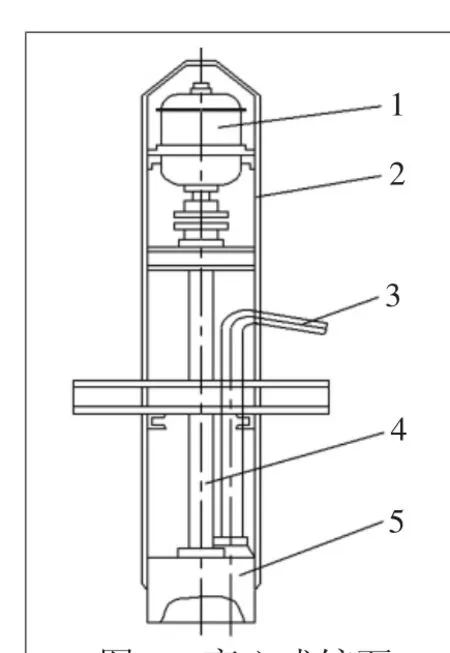
圖2 離心式鋅泵
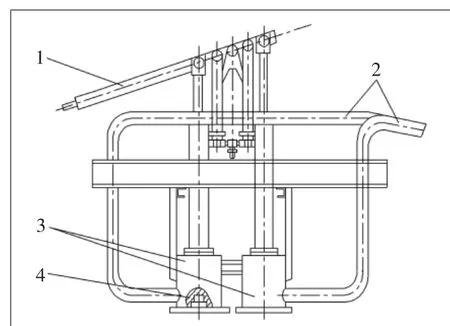
圖3 空氣壓縮式鋅泵
1.3 壓縮空氣式鋅泵(圖3)
這種泵實際上是壓力桶。壓力桶的直徑約600~800 mm,桶的高度應高出鋅鍋300 mm左右。在桶的底部開有活動塞的鋅液進口,在桶的頂部裝有壓力表,壓縮空氣進口管和鋅的溢流管一直伸向桶的底部,并留有10~20 mm的間距。在使用時將桶緩慢浸入鋅液中,底部塞頭通過伸向上部的塞桿將上部的空氣閥打開,鋅
液便進入桶內,里面充滿了鋅液,將桶固定在鋅鍋沿上,然后打開溢流管,關閉空氣閥,將下孔塞頭塞入孔內,再將壓縮空氣打入,鋅液便泵出。桶內鋅液打凈后提起塞頭,進行下次泵鋅。這種鋅泵操作危險性大,應嚴格控制壓力,謹慎操作。
2 鋅液泵的結構特點
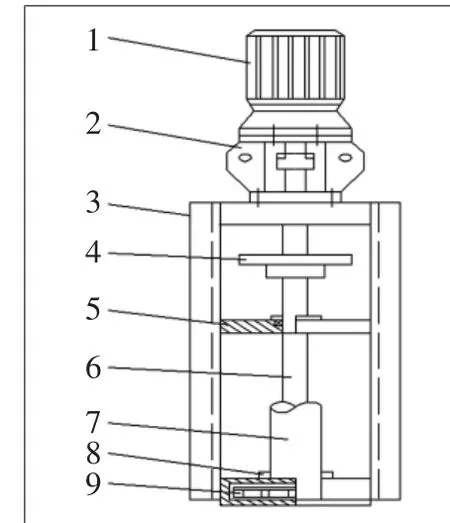
圖4 WHP型鋅液泵
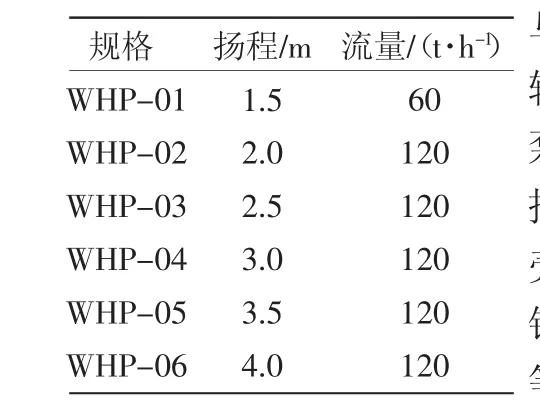
表1 WHP型鋅液泵參數
鋅液泵是抽取鋅液的專業用泵,由于特殊的工作環境決定了它結構上的特殊性,圖4是邯鋼冷軋廠鍍鋅線鋅鍋抽鋅所使用的WHP型鋅液泵示意圖。
其規格如表1所示。
WHP型鋅液泵的優點:1)采用立式長軸傳動方式(一般在2 m以上),以便驅動電機遠離熱源。確保其長時間的正常工作。2)泵體與驅動裝置間采用開放式框架結構,以便于觀察鋅液面在低溫時泵軸與外殼間的粘連情況。3)在泵軸上裝有手輪,是用來檢測鋅泵葉輪、殼體是否被低溫鋅液抱住的裝置。4)鋅液泵葉輪、殼體采用耐鋅蝕的特殊合金鋼,具有耐高溫、耐腐蝕、耐磨等特點,以延長鋅泵的使用壽命。5)采用長間距、雙列調心軸承,以提高鋅泵的運轉平穩度。
鋅液泵雖然具有獨特的結構,但其工作原理仍與離心式水泵相同,主要是利用高速旋轉的葉輪所產生的離心力將鋅液甩出,不同的只是其工作介質有所區別,前者是處于常溫下的水,密度為1×103kg/m3,后者是處于460℃左右的鋅液,密度為7.2×103kg/m3,因此要準確控制好鋅液在泵中的流速、溫降、材料的熱膨脹系數等。
3 鋅液泵的正確使用
鋅液泵是用來抽取鋅液的專業用泵,在使用時因鋅液溫度高,密度大,且低于419.5℃易凝固,故正確的使用方法是確保抽鋅泵能夠長期有效工作的前提保障。抽鋅泵具體操作步驟如下:
1)鋅鍋漏鋅后,需要對鋅鍋內的鋅液進行抽出,在抽鋅前對鋅液泵進行外觀檢查,并用手轉動電機尾部風扇,如轉動輕松無異常卡阻,即可接線對電機通電,然后觀察鋅液泵的旋轉方向是否與鋅液泵標示箭頭方向一致。
2)用行車將鋅泵吊起,使用氣焊對鋅液泵進行預熱,使用測溫槍測量,當溫度達到300℃后,將鋅液泵直立緩慢地放入鋅液中(此時鋅液泵電機不能通電),其泵殼底面(葉輪處)浸入鋅液的深度約200~300 mm左右。
3)當鋅液泵浸入鋅液面時,與泵接觸的鋅液會立即凝固在泵體上,將葉輪與泵內殼抱死,這是因泵溫度低而造成的鋅液凝固現象,此時需將鋅液泵在鋅液中來回移動,以加速凝固鋅液的熔化速度。
4)當泵體在鋅液中浸泡10 min后,接通電機電源,若鋅液泵傳動軸轉動自如,即說明放入時凝固的鋅已被熔化,此時再進行抽鋅。若不能轉動還需繼續進行預熱。
5)當泵通電旋轉前,需使用氣焊對鋅液泵口管道進行加熱,防止開始抽鋅時高溫鋅液在管道發生凝固,從而堵塞管道。如果在泵轉動5 min后仍然沒有鋅液流出,此時可加大鋅液泵浸入鋅液的深度,但最大不得超過400 mm。
6)在抽鋅的過程中,由于鋅液面的下降,鋅液泵也必須隨之下降,以保證鋅液泵葉輪浸入鋅液面200~300mm間。
7)在抽鋅工作結束時,必須先斷開泵電源,然后將泵提出鋅液面,距鋅液面不超出300 mm,待出鋅液泵鋅管中的鋅液全部回流完成后,再立即重新啟動鋅液泵,以便將葉輪、殼體上粘附的余鋅甩掉,直到鋅液泵的溫度降低到300℃以下為止。當鋅液泵停轉后,吊離鋅鍋區域,再使用氣焊將鋅液泵內的余鋅熔化,防止葉輪與殼體抱死。
8)抽完鋅吊離鋅鍋區域的鋅泵,由于鋅液泵泵體溫度高,應采用懸空冷卻(約30 min),然后將泵平穩落地,以避免碰撞變形影響到日后的繼續使用。
[參考文獻]
[1]朱立.鋼材熱鍍鋅[M].北京:化學工業出版社,2005.
