液壓支架結構件制作的防變形措施
2014-04-21 06:49:35孫秀峰史明栓
機械工程師 2014年2期
孫秀峰, 史明栓
(河南龍宇能源機電制修廠,河南永城476600)
0 引言
液壓支架結構件通常由板材拼裝焊接而成,保證焊縫質量和控制焊接變形是保證液壓支架結構件產品質量的兩個重要方面。焊縫質量直接決定部件的強度和使用壽命。焊接變形將影響部件之間的裝配關系,如果焊接變形嚴重時會使部件失去互換性。二者密切相關,彼此影響。
控制結構件焊接變形,主要從兩個方面著手:一是優化結構設計,可以有效減小焊接變形;二是采取防變形措施,把工藝過程中可能引起焊接變形的因素控制在合理的范圍內,使最終的變形量滿足設計要求。這里僅探討工藝過程中控制焊接變形的問題。根據多年來液壓支架結構件制作的經驗,總結出控制焊接變形的幾個關鍵環節。
1 備料環節
1)下料前對板材進行平板處理,減小材料的不平度。2)下料時選擇合理的參數,減小氣割或剪切變形。3)必要時對大的零件進行下料之后再整形處理,如對頂梁、掩護梁主筋板下料后上平板機整形。
4)對大的零件,如頂梁、掩護梁、底座等的主筋板與底(頂)面結合面進行刀檢,保證結合面平直度,以減小拼裝時結合面之間的間隙。
5)嚴格控制下料尺寸,各配合件之間裝配間隙的大小嚴格執行相關標準。
6)對主要鉸接孔進行預加工,以加工后的鉸接孔面作為定位基準,保證關鍵部件定位尺寸準確。
2 拼裝環節
1)零件定位準確、點固牢靠。關鍵件如各主筋板等,拼裝定位要預先在有關頂(底)板上劃線,確保其基本位置尺寸準確。
2)要根據不同工件的不同部位采取適當的反變形措施。所謂反變形措施就是預先考慮焊接后可能出現的變形情況,在拼裝相關部件時,直接把相關尺寸進行調整,使該尺寸達到焊接后剛好恢復到設計尺寸。反變形措施是一種有效減少焊接變形的手段,當然采用反變形措施,需要一定的經驗積累才能夠實現。
3)影響拼裝的隱蔽焊縫要在拼裝之前焊好,一些焊縫要也可以在拼裝過程中施焊以減少拼裝次數;可以使相關部件之間對焊接變形相互約束,有利于控制焊接變形。一次拼裝的部件越多,部件之間受約束的程度越高,越有利于控制變形。
4)拼裝過程中隨時要打搭鐵(搭鐵也稱“撐筋”、“撐拉筋”等),搭鐵一方面的作用是輔助定位,另一方面的作用是抵抗焊接變形。因此搭鐵要有足夠的剛度和一定的尺寸要求才能發揮應有的作用,也就是說,搭鐵的布置也有一些技巧,比如頂梁各主筋之間一般要布置2~3道搭鐵,如果每道搭鐵布置在一條線上,將會減小主筋在焊后產生“S”型彎曲的傾向。
在一些大平面上,如頂梁、掩護梁上面、底座底面,通常要在沿寬度方向焊防變形撐筋,俗稱“背筋”(見圖1),以防止焊接后該平面沿軸線方向中間高兩側低(即“拱背”),背筋的作用與搭鐵類似。

圖1 頂梁打“背筋”
5)對于厚度較小且有一個大平面的部件,如伸縮梁、護幫板等,比較常用的防變形措施是拼裝后將兩個工件背對背點焊或卡固成一體(見圖2),焊接時兩個工件交替對稱施焊,使二者之間的焊接變形互相抵消,最終達到防止焊接變形的目的。
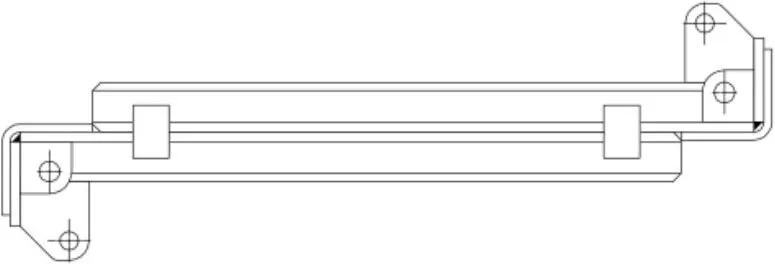
圖2 兩伸縮梁背靠背拼裝焊接
3 焊接環節
1)選擇合理的工藝參數。選擇合理的工藝參數合理的,不僅是保證焊縫質量的前提也是控制焊接變形的手段。
2)嚴格執行“先打底焊、再填充焊、后蓋面焊”和“先立、再橫、再縱”的焊接順序以及遵循多層多道焊、對稱施焊等基本原則。
4 焊后去應力防止焊后變形
焊接完成以后,先不要清除用于防止焊接變形用的搭鐵,對焊接部件進行時效處理,以減小內應力可能引發的焊接變形。通常采用振動時效處理的方法消除焊接件的內應力,采用振動時效處理焊接部件效率高、成本低。
總之,諸如此類的措施在生產實際中還有很多,只要各種措施綜合運用得好,完全可以生產出高質量的液壓支架結構件產品。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
模具制造(2019年3期)2019-06-06 02:10:54
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
