WIQ-2LP MK2型集裝箱平車鋼結(jié)構(gòu)制造工藝
2014-04-21 07:00:29孫宏宇鄧春香
機(jī)械工程師 2014年2期
孫宏宇, 鄧春香
(1.齊齊哈爾軌道交通裝備有限責(zé)任公司二貨車間,黑龍江齊齊哈爾161002;2.黑龍江軌道交通裝備高級(jí)技工學(xué)校,黑龍江齊齊哈爾161002)
0 引言
WIQ-2LP MK2型集裝箱平車是齊車公司根椐澳大利亞市場(chǎng)需求設(shè)計(jì)的集裝箱平車,是運(yùn)輸集裝箱和礦石吊桶的專用車。該車為底架承載結(jié)構(gòu)(端梁和橫梁上的鎖座集中承載),底架由中梁、枕梁、端梁、橫梁等組焊而成。主要板材件采用Q450NQR1高強(qiáng)度耐候鋼,其余采用09CuPCrNi-A耐大氣腐蝕鋼;車體上的鑄鋼件如一體沖擊座和后從板座等采用TB/T2942的B級(jí)鑄鋼;上心盤(pán)采用25Mn鍛制。現(xiàn)將其鋼結(jié)構(gòu)主要組焊工藝介紹如下。1 中梁組成制造工藝
1.1 中梁組成結(jié)構(gòu)分析
中梁組成結(jié)構(gòu)見(jiàn)圖1。中梁組成由中梁腹板、沖擊座、后從板座、中梁下蓋板、中梁上蓋板、中梁隔板、底板、上心盤(pán)、中間墊板等件組成。中梁上、下蓋板、腹板采用材質(zhì)為Q450NQR1的高強(qiáng)度耐候鋼板,其屈服強(qiáng)度為450MPa。其余采用09CuPCrNi-A耐大氣腐蝕鋼,一體沖擊座和后從板座等采用TB/T2942的B級(jí)鑄鋼;盤(pán)采用25Mn鍛造上心盤(pán)。
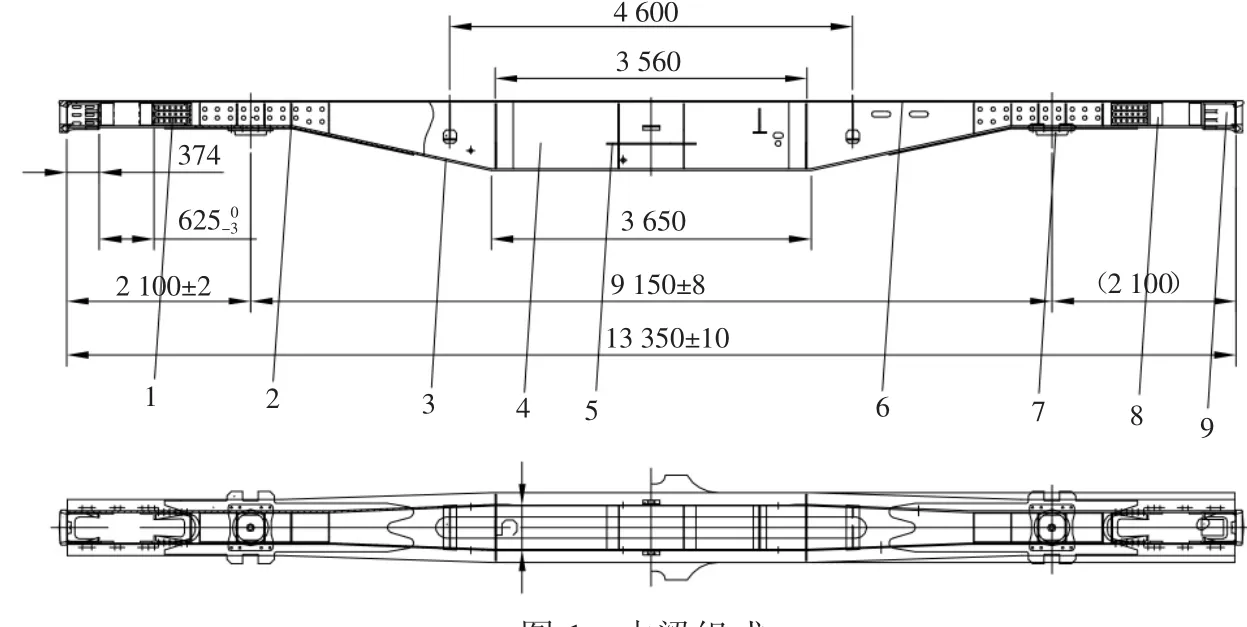
圖1 中梁組成
1.2 組裝工藝分析及工藝措施
中梁組成組裝質(zhì)量是整車生產(chǎn)的關(guān)鍵之一,中梁組成的旁彎、枕心間撓度、牽引梁下垂決定了底架的撓度及組裝精度。主要技術(shù)要求為:中梁組成的長(zhǎng)度為13 350±10 mm,枕心距為9 150±8 mm,中梁矯正后撓度±2 mm,牽引梁上翹量2~5 mm,心盤(pán)橫向間隙不大于0.5 mm;全長(zhǎng)旁彎控制在8 mm內(nèi),每米波浪彎不大于3 mm。為達(dá)到上述要求,主要采取以下方式進(jìn)行控制:1)在上、下蓋板、腹板下料時(shí)全長(zhǎng)工藝加長(zhǎng)10 mm保證焊后長(zhǎng)度尺寸。2)在腹板下料時(shí)考慮到撓度變化預(yù)制合適的撓度及下垂。3)中梁組對(duì)采用專門組對(duì)夾具保證組對(duì)時(shí)的中梁腹板的垂直度及高度差。
1.3 焊接工藝難點(diǎn)及工藝措施
1)工藝難點(diǎn)分析:(1)箱形中梁焊縫多焊接變形不易控制。(2)該車中梁上蓋板與中梁腹板外側(cè)坡口的焊縫允許局部2 mm未焊透,該坡口焊縫按GB/T11345的要求進(jìn)行超聲波10%抽探。其檢驗(yàn)等級(jí)為A級(jí),評(píng)定等級(jí)為Ⅲ級(jí),上蓋板與腹板為單面焊據(jù)所以難度較大。
2)工藝措施:(1)通過(guò)上蓋板的反變形控制上蓋板的焊后平面度,在相應(yīng)重要位置采用工藝支撐保證焊后的變形,并通過(guò)在不同臺(tái)位檢測(cè)控制中梁的撓度及旁彎。(2)在腹板處開(kāi)不超過(guò)1 mm鈍邊的坡口保證焊透。
1.4 中梁組成制造工藝流程
中梁腹板和上、下蓋板拼接→調(diào)平→探傷→腹板號(hào)料→腹板件組對(duì)→中梁組對(duì)→中梁焊接→后從板座、沖擊座組裝→中梁上蓋板組對(duì)→中梁翻焊→枕梁下蓋板(中)及心盤(pán)組對(duì)→中梁銑鉚→中梁矯正→中梁交驗(yàn)。
2 底架組成制造工藝
2.1 主要技術(shù)要求
底架組成后,長(zhǎng)度偏差為±10 mm,寬度偏差±5 mm,底架對(duì)角線不大于12 mm,同一端梁距軌面高低差不大于6 mm,底架組成后,兩枕梁間中梁撓度為+2~-4 mm,但牽引梁不得下垂,允許上撓0~8 mm,牽引梁甩頭不大于5 mm,旋鎖座組裝后,底架上任意一個(gè)20ft、40ft集裝箱4個(gè)旋鎖座上平面之間的高度差不得大于6 mm,同一橫斷面內(nèi)兩鎖座上平面高低差不大于4mm。該車中梁上蓋板與端梁、枕梁和橫梁的上蓋板,以及中梁下蓋板與端梁下蓋板焊縫要求按GB/T11345的要求進(jìn)行超聲波20%抽探,探傷檢驗(yàn)等級(jí)為A級(jí),評(píng)定等級(jí)為Ⅲ級(jí)。底架組成見(jiàn)圖2。
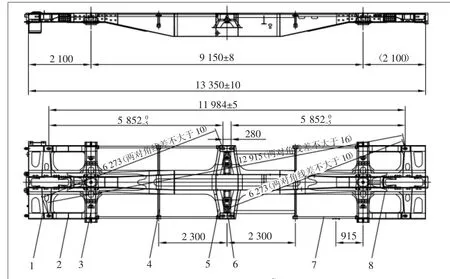
圖2 底架組成
2.2 技術(shù)難點(diǎn)
1)底架組裝精度的控制。底架組成中端梁、枕梁和橫梁要求以中梁上平面為水平基準(zhǔn),與以中梁心盤(pán)為定位基準(zhǔn)的正裝底架組對(duì)夾具基準(zhǔn)不一致,造成底架組對(duì)困難,組對(duì)精度是制造難點(diǎn)。
2)旋鎖座高底差及對(duì)角線的控制。旋鎖座的對(duì)角線和高低差受焊接變形和組對(duì)間隙的影響,尺寸難以保證,也是該車制造的難點(diǎn)和重點(diǎn)。
3)重要焊縫的控制。中梁上蓋板與端枕橫梁上蓋板均為厚板對(duì)接焊縫,質(zhì)量要求高,該處背面焊接受結(jié)構(gòu)空間狹小限制,質(zhì)量難以控制,此處焊接質(zhì)量是控制難點(diǎn)。
2.3 工藝措施
1)端梁、枕梁、橫梁等在專用組對(duì)夾具上進(jìn)行組對(duì)。底架組成采用正裝方式進(jìn)行組裝,中梁以心盤(pán)面水平定位,縱向以后從板座面定位,風(fēng)動(dòng)卡緊。端、枕、橫梁組成縱向設(shè)定位擋,參照中梁相應(yīng)位置的樣沖劃線以上蓋板標(biāo)記適當(dāng)調(diào)整,寬度方向設(shè)定位擋,端、橫梁的高度方向設(shè)可調(diào)整的頂絲定位,從而保證端、枕、橫梁組裝位置準(zhǔn)確。
2)為解決底架組裝難點(diǎn),底架組對(duì)時(shí)端梁和橫梁上平面高度須以中梁上平面為基準(zhǔn),在底架組對(duì)夾具的端橫梁鎖座處外側(cè)設(shè)水平標(biāo)尺,用棒線或大平尺做基準(zhǔn),調(diào)整各梁與中梁的上平面水平差。
3)各梁上蓋板縱向組對(duì)時(shí)注意鎖座間距離,高度方向注意保證與中梁上平面的尺寸。焊后24 h進(jìn)行磁粉探傷,焊縫表面不得有裂紋。
2.4 工藝流程
底架組對(duì)→一次焊接→一次翻焊→一次矯正→端、枕、橫梁上蓋板組對(duì)→二次翻焊→二次焊接→二次矯正、檢測(cè)→組焊鎖座→探傷→翻焊端梁鎖座→組裝下側(cè)梁→底架交驗(yàn)。
3 焊接工藝
1)所有操作者必須具有資質(zhì)方可操作。2)所有焊縫位置在焊前必須經(jīng)過(guò)除油銹處理。3)該車中梁中梁各接長(zhǎng)板、中梁上蓋板與端梁、枕梁和橫梁的上蓋板,以及中梁下蓋板與端梁下蓋板組焊時(shí),均采用引弧板和收弧板,其中中梁上蓋板與橫梁上蓋板的對(duì)接后要求圓滑過(guò)渡,火焰切割引弧板.不允許切割造成的焊縫凹溝存在。4)焊接坡口如采用火焰切割坡口,切割面打磨光滑。中梁腹板縱向長(zhǎng)坡口加工保證鈍邊不大于1 mm,保證焊接質(zhì)量。5)中梁翻焊過(guò)程中,為保證牽引梁處中梁上、下蓋板平行度及心盤(pán)安裝面處平面度,在焊接下蓋板與中梁腹板外側(cè)焊縫時(shí),在上、下蓋板間加裝工藝撐管。6)中梁組成船形焊時(shí)必須采用多層多道焊接,各層間應(yīng)嚴(yán)格清理熔渣,接頭處需打磨并光滑過(guò)渡,以保證焊縫的外觀質(zhì)量。7)所有焊縫采用翻轉(zhuǎn)至平面焊焊接,如達(dá)不到此要求采取挑立焊方式保證焊縫質(zhì)量及強(qiáng)度。關(guān)鍵工序焊材選用見(jiàn)表1。
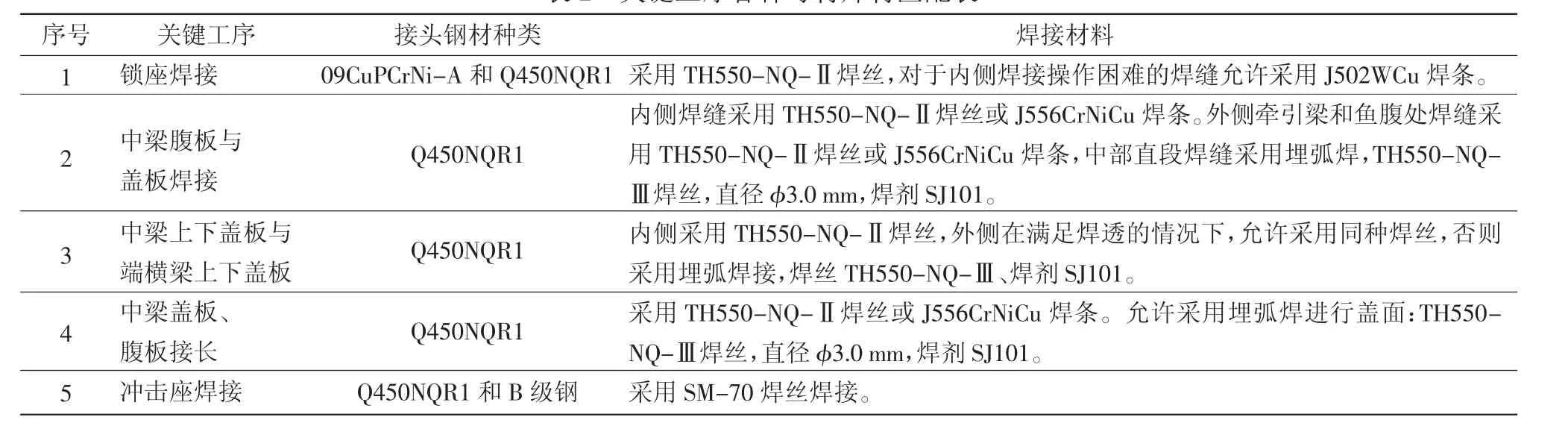
表1 關(guān)鍵工序各種母材焊材匹配表
4 結(jié)語(yǔ)
本工藝已在2008年批量生產(chǎn)的WIQ-2LP MK2型集裝箱平車上得到驗(yàn)證,該車的組裝質(zhì)量和焊接質(zhì)量均達(dá)到相關(guān)的技術(shù)要求,證明其工藝是合理可行的,該車已在澳大利亞得到應(yīng)用,使用效果良好,為繼續(xù)贏得市場(chǎng)墊定了基礎(chǔ)。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
