細(xì)長(zhǎng)空心軸同軸度超差的工藝改進(jìn)
2014-04-21 06:49:28梁興王春花
機(jī)械工程師 2014年2期
梁興, 王春花
(安陽(yáng)萊工科技有限公司,河南安陽(yáng)455000)
0 引言
對(duì)于零件加工來(lái)說(shuō),細(xì)長(zhǎng)軸是較難加工的一種軸類(lèi)工件,尤其是高精度細(xì)長(zhǎng)空心軸的加工難度更大,加工過(guò)程中產(chǎn)生的廢品率較高,按照常規(guī)車(chē)、熱處理和磨加工工藝很難達(dá)到圖紙?jiān)O(shè)計(jì)要求,主軸質(zhì)量無(wú)法得到保證,嚴(yán)重制約主軸的生產(chǎn)。
1 細(xì)長(zhǎng)空心軸的主要技術(shù)參數(shù)
圖1為我公司為上海萊必泰配套生產(chǎn)高精度車(chē)床主軸LS20-04。長(zhǎng)度與直徑比為:587÷26=23,此軸結(jié)構(gòu)特點(diǎn)是細(xì)長(zhǎng)、空心、壁薄,并且主軸右端有鍵槽和通槽,造成加工剛性差,工件易產(chǎn)生彎曲變形,同軸度難以保證,加工難度較大。
細(xì)長(zhǎng)空心軸主要尺寸及精度(mm):φ500-0.003,φ44-0.003,φ40-0.01-0.03,φ35-0.01-0.03,φ26+0.010+0.004( 內(nèi)孔),φ34+0.010+0.004( 內(nèi)孔);形狀精度要求:內(nèi)孔的跳動(dòng)公差為0.003 mm;位置精度要求:φ50、φ44 外圓的同軸度公差為 0.003 mm,φ40、φ35 外圓的同軸度公差為0.005 mm,主軸最高轉(zhuǎn)速為10 000 r/min。
2 細(xì)長(zhǎng)空心軸的加工工藝
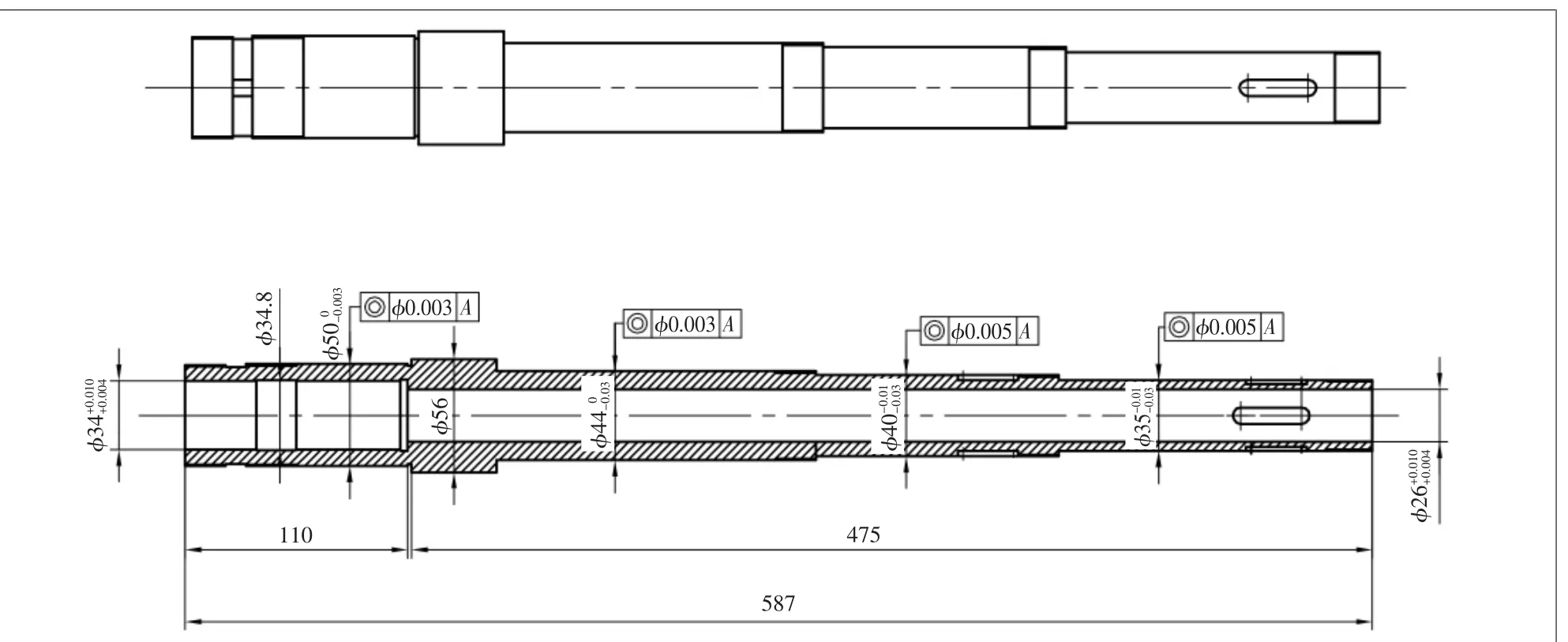
圖1 高精度車(chē)床主軸LS20-04
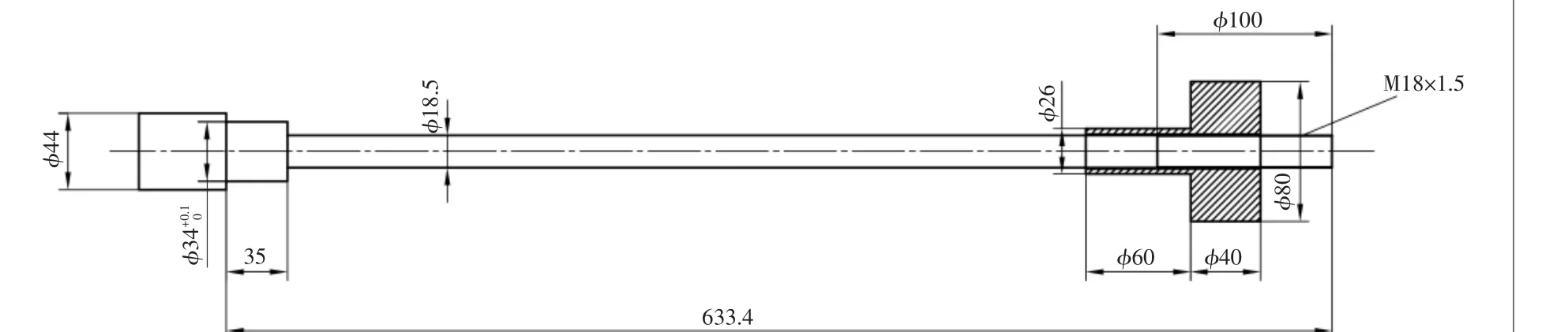
圖2
1)編制工藝。根據(jù)產(chǎn)品結(jié)構(gòu)和精度要求,初步編制的工藝路線(xiàn)為:粗車(chē)→精車(chē)→滲碳→車(chē)碳層→外磨→鉗工→銑鍵槽→淬火→粗磨外圓→支中心架粗磨內(nèi)孔→時(shí)效→半精磨內(nèi)外圓→時(shí)效→倒角切槽取長(zhǎng)短→工具磨(磨對(duì)方)→線(xiàn)切割通槽→磨螺紋→精磨各外圓→精磨內(nèi)孔→精車(chē)內(nèi)孔→鉗(清槽清孔)。
2)試制結(jié)果。按照此工藝路線(xiàn)進(jìn)行生產(chǎn)加工,第一批次試制5根,在第一次精磨外圓內(nèi)孔后,經(jīng)檢查,主軸的尺寸精度基本到達(dá)圖紙?jiān)O(shè)計(jì)要求,但主軸四處同軸度為0.01~0.05 mm,均超差,判定主軸不合格,經(jīng)與客戶(hù)溝通,因主軸為高速旋轉(zhuǎn)部件,同軸度超差影響主軸的整體加工精度,不同意使用。
3 細(xì)長(zhǎng)空心軸同軸度超差原因分析
針對(duì)同軸度超差的問(wèn)題,我們認(rèn)真分析問(wèn)題可能產(chǎn)生的工序,原因有以下幾點(diǎn):
3.1 車(chē)加工工序影響因素
1)細(xì)長(zhǎng)空心軸材料選擇。所選材料既要保證硬度又有良好的加工性能。材料過(guò)軟或過(guò)硬,影響切削性能,容易產(chǎn)生振動(dòng)打刀,切削力過(guò)大,容易造成主軸彎曲變形。
2)車(chē)工刀具、切削速度、冷卻條件和工件的裝卡的選擇。常規(guī)制造刀具及切削速度抗振能力差,不適宜精車(chē)細(xì)長(zhǎng)空心軸,工件容易振動(dòng)彎曲。
3.2 熱處理影響因素
1)工件的放置方式,是否采用吊裝;2)熱處理的時(shí)效方式;3)時(shí)效時(shí)間的長(zhǎng)短,是否達(dá)到規(guī)定的24 h;4)熱處理彎曲的校直方式。
3.3 磨削變形
1)粗磨、半精磨、精磨的砂輪粒度、硬度選擇不當(dāng)。磨削時(shí),工件轉(zhuǎn)速太高,使工件產(chǎn)生離心,彎曲。冷卻液不充足,產(chǎn)生磨削熱,使工件熱膨脹變形。
2)細(xì)長(zhǎng)空心軸精磨前,主軸的定位基準(zhǔn)選擇不恰當(dāng),頂尖直接頂在內(nèi)孔兩端,既沒(méi)有修研,又沒(méi)有考慮內(nèi)孔與頂尖配合時(shí)面積過(guò)大,影響定位精度。
3)尾架頂緊彈簧預(yù)緊力太大,使主軸頂緊磨削時(shí)熱變形彎曲。
4)沒(méi)有考慮主軸細(xì)長(zhǎng)空心的變形,主軸磨好后沒(méi)有吊掛,直接擺放在工作臺(tái)上,使主軸產(chǎn)生安放誤差。
5)加工工藝不恰當(dāng)。最初安排主軸鏜內(nèi)孔,是因?yàn)橹鬏S細(xì)長(zhǎng)空心,受磨床設(shè)備加工長(zhǎng)度限制(M1432加工長(zhǎng)度1 000 mm),φ26內(nèi)孔從兩端加工,中間部分無(wú)法加工。實(shí)際加工中,精磨工序完成后,為保證圖紙的裝配要求,再進(jìn)行精鏜內(nèi)孔,因中間部分加工余量較大,主軸為滲碳淬火件,精車(chē)內(nèi)孔非常困難,因切削力所帶來(lái)的變形量較大。
4 改進(jìn)措施
4.1 材料選擇
材料選擇15CrMo優(yōu)質(zhì)低合金結(jié)構(gòu)鋼,此材料有較好的韌性和耐沖擊力,材料選擇一般采用滲碳后淬火熱處理工藝,可以使表面硬度達(dá)到60HRC左右,心部還是比較軟的。
4.2 車(chē)加工方面
1)粗車(chē)時(shí),采用一夾一頂裝夾,并用中心架輔助支承,精車(chē)時(shí),采用兩頂尖安裝工件B并用跟刀架輔助支承,為減少細(xì)長(zhǎng)軸彎曲,減少變形。注意鉆車(chē)內(nèi)孔φ18鉆擴(kuò)為φ22,為后序車(chē)碳層做準(zhǔn)備。
2)降低切削速度,使用充足的切削液,使切削溫度下降,適當(dāng)提高進(jìn)給量。
3)在不影響刀具強(qiáng)度的情況下,應(yīng)盡量增大車(chē)刀主偏角,同時(shí)應(yīng)選擇較大的前角和較小的刀尖圓弧半徑。
4)為減少精車(chē)內(nèi)孔部位的余量和硬度,在車(chē)加工序留滲碳層時(shí),適當(dāng)加大余量,熱處理滲碳完成后,在車(chē)碳層時(shí)必須保證滲碳層完全車(chē)完。這樣,主軸淬火后,內(nèi)孔中間部位硬度不高且余量小。精磨后,精車(chē)內(nèi)孔容易加工,變形量小。
4.3 熱處理方面
1)工件的放置方式采用吊裝,避免平放。2)熱處理的時(shí)效方式采用油爐時(shí)效,溫度為140℃。3)時(shí)效時(shí)間必須按工藝執(zhí)行,時(shí)效兩次,每次時(shí)效時(shí)間不少于24 h。
4.4 磨加工方面
1)粗磨、半精磨砂輪粒度為46#,精磨砂輪粒度為80#。
2)采用專(zhuān)用工裝進(jìn)行裝卡,因?yàn)橹鬏S為空心薄壁結(jié)構(gòu),如果采用一夾一頂,會(huì)產(chǎn)生裝卡變形,影響主軸精磨的精度。結(jié)合實(shí)際,專(zhuān)用工裝的結(jié)構(gòu)采用圖2的形式,以?xún)?nèi)孔和端面定位,避免機(jī)床尾架產(chǎn)生頂緊力過(guò)大,造成主軸的彎曲變形,減少裝卡變形的因素。
3)在精磨前對(duì)工裝修整中心孔,達(dá)到標(biāo)準(zhǔn)要求。
4)為了減少細(xì)長(zhǎng)軸磨削時(shí)的熱變形,加大冷卻水噴管口徑,使磨削時(shí)冷卻更加充分。
5 第二次改進(jìn)
5.1 工藝分析
改進(jìn)后,主軸精度有較大提高,位置精度為0.01 mm內(nèi),但仍然不符合圖紙要求,結(jié)合實(shí)際加工過(guò)程,我們對(duì)加工工藝從新審核分析。
1)在精磨外圓后,在不拆卸工裝的情況下檢查,主軸同軸度符合圖紙要求,拆卸工裝后重新安裝,無(wú)法找正到之前狀態(tài),品質(zhì)部在V型鐵支φ50和φ44軸承部位,檢查后端φ35部位,同軸度同樣超差,而且存在不同操作者加工主軸,變形大小不一樣,而且存在安裝工裝越緊,同軸度超差越嚴(yán)重,考慮主軸后段因加工有四處鍵槽和兩處通鍵,主軸后端孔大壁薄,分析因裝卡力過(guò)大引起主軸變形較大。
2)在工藝中,精磨外圓后繼續(xù)精磨內(nèi)孔,并進(jìn)行精車(chē),主軸受力產(chǎn)生的變形影響主軸的同軸度。
5.2 二次改進(jìn)措施
1)主軸安裝專(zhuān)用工裝時(shí),預(yù)緊力要適當(dāng),不能過(guò)大,否則主軸產(chǎn)生過(guò)大的變形。
2)工藝上再增加一序精磨,對(duì)φ35部位精光,保證主軸的同軸度。
經(jīng)過(guò)再次改進(jìn)主軸加工工藝后,主軸的各項(xiàng)精度符合圖紙要求,尤其是主軸后段的同軸度控制在0.005 mm內(nèi),工序精度和最終檢查精度基本一致。
6 結(jié)語(yǔ)
針對(duì)細(xì)長(zhǎng)空心軸同軸度超差的質(zhì)量問(wèn)題,通過(guò)對(duì)細(xì)長(zhǎng)空心軸車(chē)削方法、磨削方法、加工工藝、熱處理工藝等科學(xué)分析,結(jié)合公司生產(chǎn)實(shí)際情況,進(jìn)行有效的改進(jìn),解決了加工細(xì)長(zhǎng)空心軸出現(xiàn)的質(zhì)量問(wèn)題,基本上達(dá)到了圖紙?jiān)O(shè)計(jì)要求。與以往傳統(tǒng)的加工工藝、加工方法相比較有了較大改進(jìn),滿(mǎn)足了高精度機(jī)床主軸的制造要求,為企業(yè)產(chǎn)品升級(jí)改造打下堅(jiān)實(shí)的基礎(chǔ)。
[參考文獻(xiàn)]
[1]徐穎斌,俞勁創(chuàng).細(xì)長(zhǎng)軸車(chē)磨工藝分析[J].浙江交通職業(yè)技術(shù)學(xué)院學(xué)報(bào),2006(7):56-58.
[2]張健飛.細(xì)長(zhǎng)軸的加工工藝分析[J].機(jī)械工程與自動(dòng)化,2005(3):97-98.
猜你喜歡
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
