一種磨削加工寬弧面的方法
2014-04-21 06:48:58舒良超
機械工程師 2014年2期
關鍵詞:測量
舒良超
(泰爾重工股份有限公司,安徽馬鞍山243000)
0 引言
隨著制造業的發展,復雜形狀的零件在形位精度上的要求越來越高,對加工設備的要求也隨之增加。對于大型寬弧面高弧度、低粗糙的零件,通常需要龍門數控磨床一次性成形加工弧形,如果沒有該類型設備也可以利用一般的數控平面磨床進行分段成形加工。現以某零件為例,介紹分段成形法磨削寬弧面的步驟、精度控制、測量。
1 零件分析
如圖1,工件長960 mm,寬300 mm,高195 mm。弧面R1430沿寬度方向形成,表面粗糙度為Ra1.6,弧度為0.05,材料為34CrNi3Mo,弧面淬火處理后硬度為52~58HRC。
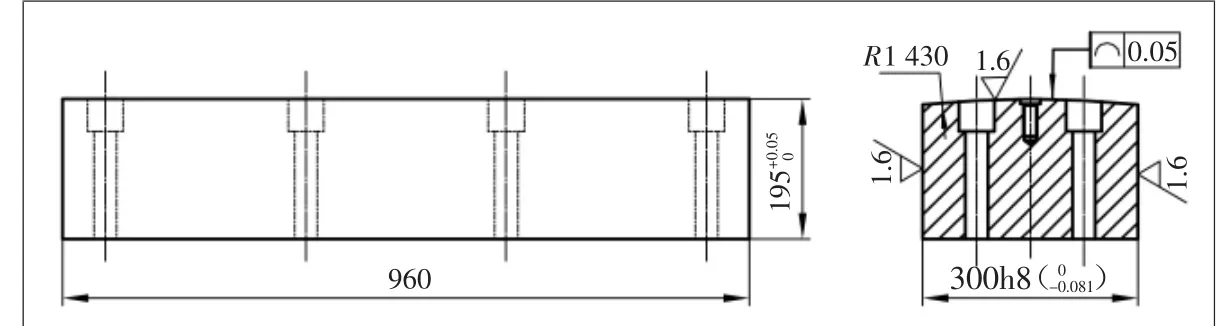
圖1 工件結構
該面加工工藝:粗銑→鉆孔→表面淬火→精磨弧面。在加工過程中需要考慮以下幾個方面:1)如何將弧長分段,并且減少段數;2)如何接段磨削,保證弧形完整;3)如何控制弧度0.05;4)何測量弧度。
2 解決問題
1)我公司有兩臺數控平面磨床MKL7132、MKL7150,砂輪寬度分別為60 mm、80 mm。應當選擇輪寬80 mm的機床,這樣可盡量減少分段次數,減少分段磨削的累計誤差。(如圖2所示)將工件弧長均分成4段,每段弧形對應一次砂輪修形,共修砂輪4次。
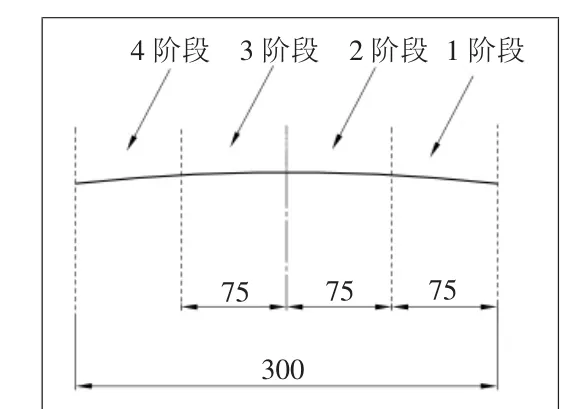
圖2 分段加工弧形
2)從中間一段弧形開始磨削,磨至工件高度上差。再修砂輪磨同側的下一段弧形。另一側兩段弧形磨削方法相同。由于輪寬80 mm大于分段寬度75 mm,在兩段弧形之間有5 mm接續寬度,可在此位置涂色劑,當砂輪快到色劑時降低進給量逐漸磨到色劑剛好清除為止。
3)砂輪弧形必須由數控程序精確成形。工件在磨削前弧形不規則引起砂輪各點消耗不一致,在磨削過程中會產生大量的熱量,使工件出現變形。另外,在粗磨過程中砂輪沒有完全與工件接觸,會嚴重影響弧形精度誤差。因此,在磨削每段弧形時必須多次修整砂輪,在精磨階段至少要修整3次砂輪。通過多次修整砂輪這道中間工步,實現數控系統控制工件弧度精度。
4)測量弧度的一般方法是制作模板,靠在工件上用塞尺測量。這種方法誤差較大。如果使用先進的激光測量技術,我公司沒有相關設備無法實現。根據現有設備能力,最簡單有效的辦法是通過數控編程使百分表在弧面上走圓弧插補程序。
3 弧面磨削過程及注意事項
1)工件兩側面和底面經過磨削后可以作為加工基準或測量基準。將工件長度方向順工作臺方向(X向)裝在吸盤上,用儀表校側面與X向平行。
2)輸入修砂輪程序,檢查程序。
主要程序段:G91G01 Y=-0.05 F=R19
G91G02 Y=-R40 Z=90 CR=1430 F=1200
G91G03 Y=R40 Z=-90 CR=1430 F=1200
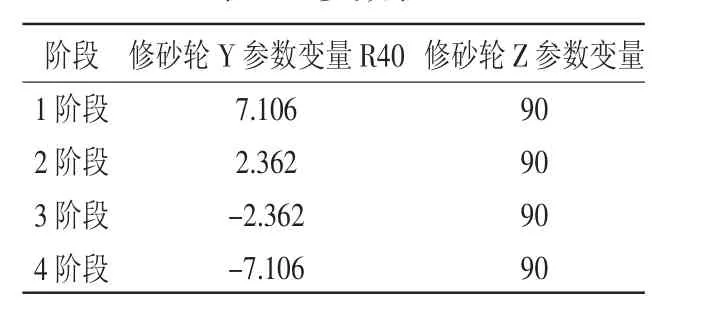
表1 參數表
先磨“2階段”弧形,查表1修改R40參數。砂輪對刀時兩側各加5 mm空程。
3)以工件某一側面為加工基準,先用砂輪側面靠近工件該側面,微見火花即停,記錄Z向坐標(以Za表示)。提砂輪,Z向進152.5 mm,即為磨“2階段”弧形的Z向磨削位。磨工件至高度195+0.15 mm時停止粗磨,修整砂輪、降低進給量至0.005 mm進行半精磨。當工件高度至195+0.1 mm時停止,修整砂輪、降低進給量至0.002 mm進行精磨到最終尺寸,精磨期間至少需兩次修整砂輪。
4)按上述要求修砂輪“1階段”弧形。在“2階段”弧形與“1階段”弧形過渡位置涂上色劑,開始磨工件“1階段”弧形,Z向坐標為“Za+75”即為Z向磨削位。粗磨至色劑部分減少時停止,修磨砂輪、逐步減小進刀量進行半精磨、精磨,磨色劑微有點狀殘留或剛好清除。

圖3 修砂輪Y、Z參數變量模擬圖
5)同理,磨其余弧形。
4 弧度檢查
1)表架砂輪盒上,在弧形接近兩端位置打表找出對稱等高點,計算兩次Z向坐標中間值,即為表尖在弧形上的中間點。
2)輸入檢查程序“G91G02 Y=260 Z0 CR=1430 F=720”。再移砂輪至該中間值一側130處,為程序起點,啟動程序看百分表跳動范圍。
5 結語
采用該方法合格生產出了該批產品,生產效率與常規產品差距不大。節省了新設備采購費用,增加了一般數控平面磨床的加工能力。對于其它復雜寬弧面的大中型零件、具有很好的適用性和參考價值。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
