一種去除折斷絲錐的加工方法
2014-04-21 06:48:31姜國輝大連職業技術學院遼寧大連116035
機械工程師 2014年2期
關鍵詞:方法
姜國輝(大連職業技術學院,遼寧 大連 116035)
0 引言
近幾年來,隨著電加工技術的廣泛應用,模具行業,大量使用各種專業自動化設備,產品的制造能力得到了很大提高,各種尖端產品正在向高精度、高標準的方向發展。同時,大量特殊材料和難以加工材料的使用,給攻絲鉆孔等加工帶來了很大難度,加工中折斷絲錐鉆頭是常見的現象,有的甚至成為影響產品的生產進度、產品合格率的主要因素。
1 傳統加工方法
處理折斷絲錐鉆頭的傳統方法主要有:1)手工慢慢剔,砸碎;2)氣焊后擰出;3)酸腐蝕;4)火焰切割燒;5)專業機床去除;6)普通電火花機床去除。上述方法的缺點主要有:效率低,時間長,增加生產生產成本,需要專門工具,去除后一般都會影響或破壞被加工工件的質量。
2 穿孔機的加工特點和工作原理及其使用的電極形狀
穿孔機作為一種電加工專用機床,已經在模具生產企業中廣泛使用。該機床的加工特點:
1)采用中空管狀電極,截面形狀如圖1所示。
2)管狀電極中通有高壓工作液(自來水)強制排除加工碎屑。
3)電火花穿孔機原理。電火花穿孔機屬于電火花加工機床。采用銅管作為電極,由導向器導向,在電極與工件之間施加高頻脈沖電源,加工時由主軸帶動電極在伺服系統控制下作伺服進給,在電極與工件之間產生脈沖高頻放電,蝕除工件。加工中,高壓水質工作液從電極的內孔中噴出,對加工區域實施強迫排屑冷卻,保證加工的順利進行。
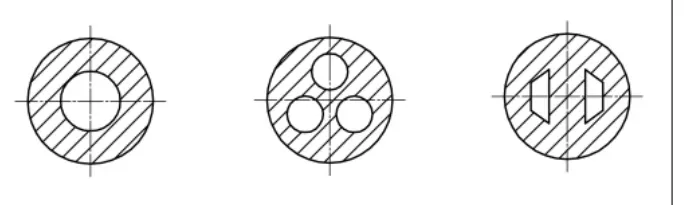
圖1
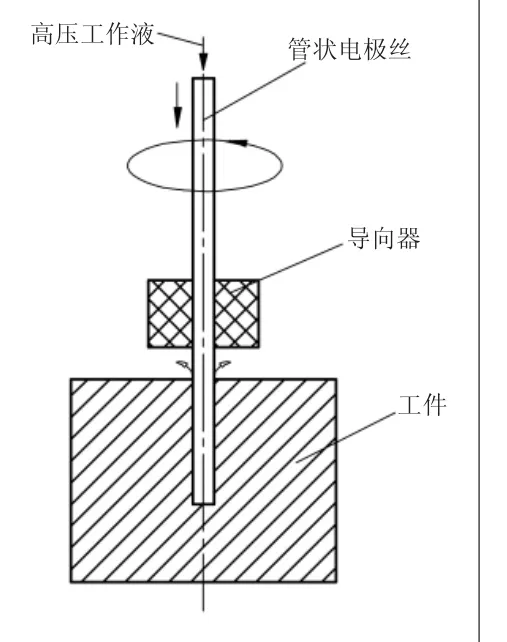
圖2 穿孔機加工深小孔工作原理
該機加工孔徑范圍一般在直徑0.3~3 mm,深徑比能達到200∶1以上,加工速度一般能達1~60 mm/min,能直接從斜面、曲面穿入,不受材料的硬度及韌性限制,除了能加工一般的導電材料外,還能順利加工不銹鋼、硬質合金、淬火鋼、高溫耐熱材料等其他一些難加工材料,特別適用于傳統機械加工難以加工的深小孔,其加工原理如圖2所示。
電極的材質:普遍使用黃銅管作為工具電極,直接用自來水冷卻。穿孔機用的各種規格電極絲價格低廉,很容易買到。
3 去除折斷絲錐及螺絲的方法
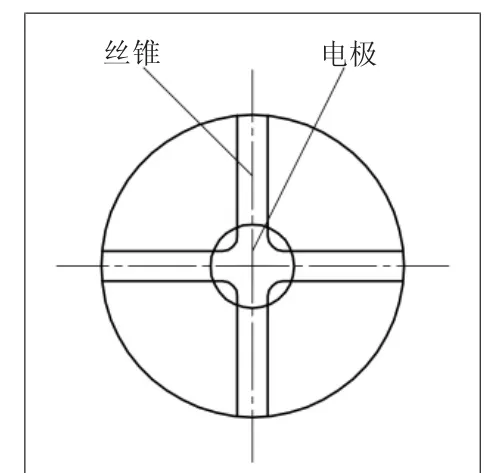
圖3
下面以直徑1 mm的銅管電極絲為例,介紹幾種穿孔機去除折斷在加工產品和零件中的直刃絲錐和螺釘的方法,如圖3所示。
1)加工M5以下絲錐。通孔時,選擇折斷絲錐的截面中心位置進行穿孔,若選電極絲直徑1 mm,一次穿透即可去除,絲錐的殘渣會輕松脫落。但在深盲孔(大于25mm)加工時,要注意穿孔的深度,以防破壞產品。
2)M6~M20絲錐的去除方法。如圖4、圖5所示,通孔加工時如圖所示直接穿透即可取出。但在去除深盲孔(大于25 mm)中的絲錐時,先穿大于總深度的一半,然后用螺絲刀擰碎絲錐,用磁鐵將碎絲錐塊取出后,繼續穿剩下的絲錐。
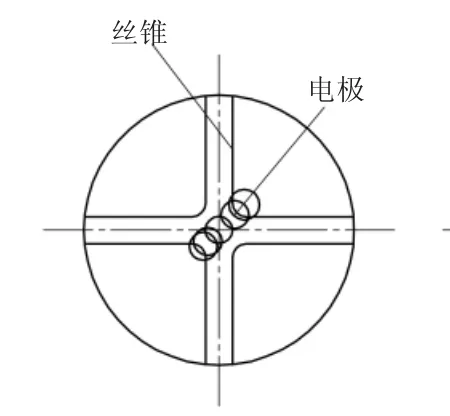
圖4
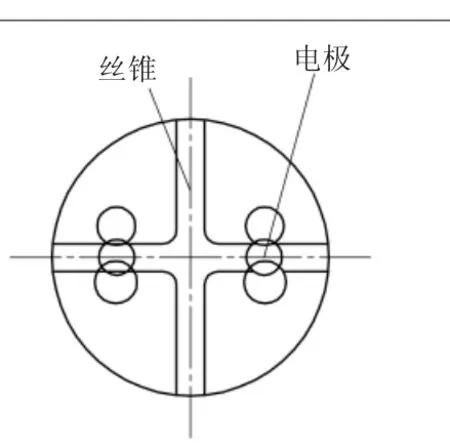
圖5
3)折斷螺絲的去除方法。如圖6所示,不論通孔還是盲孔,只要在折斷螺絲的截面上穿一排“一”字型孔,“一”字型孔長度能容下普通螺絲刀端頭插入,深度約5 mm左右,擰下即可。折斷螺絲的去除方法如圖6所示。
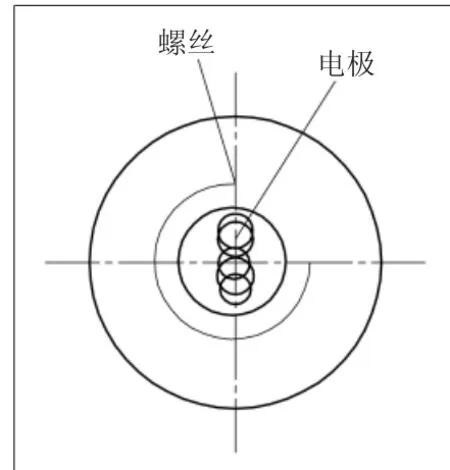
圖6
在加工螺旋絲錐時,可以將圖4所示的加工略改動一下,成“×”形即可。
以上介紹的幾種去除方法簡單、直觀,充分利用了穿孔機的加工特性,省時省力,效率高,節約加工成本,也不需要制作專門工具,去除后不影響被加工零件的質量,提高了產品的生產進度和產品的合格率。適用于加工和裝配中折斷的絲錐鉆頭螺絲(盲孔深50 mm左右)等刀具的去除。
4 電火花穿孔機日常操作注意事項
1)電極密封圈和電極導向器,應該與電極銅管的直徑大小相配合使用,以防產生大的旋轉間隙,避免電極銅管掉落或碰撞,有時會導致銅管彎曲,尤其使用極細電極。
2)電極銅管堵塞,有時會影響加工液的噴出,安裝電極時應該檢驗是否出水。
3)轉動電極檢查有無偏擺或彎曲。偏擺或彎曲大時,容易產生“短路”現象,加工不穩定,同時影響加工速度與精度。
4)電火花穿孔機電極導引頭與工件距離的調整。一般情況下,電極導引頭距離加工工件2 mm~3 mm。安裝電極銅管小心避免電極銅管彎曲,再將銅管電極密封套套上止水密封圈。并使銅管電極伸出止水密封圈2~3 mm,將銅管電極套入,由銅管電極夾頭本體上方插入電極夾頭旋轉加緊。
5)將止水密封圈套緊于電極夾頭上,將電極夾頭本體裝于主軸并旋緊。此時應確實檢查銅管是否在夾頭中央。
5 穿孔清除絲錐過程中常出現的問題及處理辦法
發生前卡時應做下列調整:1)坯端部是否符合要求,頭部是否有冷頭。2)板位置是否合適,磨損是否嚴重,進口是否有障礙物。3)頂頭前伸量是否過大(頂頭前壓縮量過小)。
發生中卡時應做下列調整:1)查軋輥入口錐和導板是否磨損嚴重。2)檢查壓縮量是否過大(軋距過小)。3)管坯溫度是否過低、過高,長度方向溫度是否不均。
6 電火花穿孔機的常規保養原則
1)平時每次使用完畢后,要把電火花穿孔機工作臺面上的水和工件殘渣清理干凈。
2)要經常清理電器箱內部的灰塵,如功率電阻和電橋堆上的灰塵,這樣有利于電器元件的散熱。
3)水泵在電火花穿孔機中是一個非常重要的部件,它是在7MPa左右的工作壓力下工作的,承受著非常大的壓力,要及時更換潤滑油。如果有漏水現象,要及時更換密封圈,確保有足夠的水壓。
7 結語
依據多年的實際加工經驗,充分利用電火花穿孔機的加工特性,在實際生產中切實有效地解決了折斷絲錐鉆頭的常見難題。基本上代替了傳統的電火花機床,實現了專機多用途的加工形式。
[1]周暉.數控電火花加工工藝與技巧[M].北京:化學工業出版社,2008∶224.
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
