不同波長激光對激光—MAG電弧復合焊接熔滴行為的影響
2014-04-21 06:48:25張斌張宏劉雙宇
機械工程師 2014年2期
張斌, 張宏, 劉雙宇
(長春理工大學 機電工程學院,長春 130022)
0 引言
激光—電弧復合焊接是激光與電弧兩種熱源共同作用于工件的同一位置的焊接方法,它具有焊接熔深大,工藝穩定性好,焊接速度快,變形小,間隙橋接能力強等優點,因此近年來被廣泛地研究和應用[1]。熔滴行為在激光—電弧復合焊接中對焊縫形貌和力學性能有重要影響,為此學者們利用各種方法和手段對其進行了大量研究。劉鳳德等[2]利用高速攝像系統和漢諾威電弧電流電壓分析儀分析激光功率對CO2激光—MAG電弧熔滴行為的影響,結果表明激光的加入降低了熔滴過渡頻率和過渡穩定性;焊接電流為160 A、180 A時,激光—電弧復合焊接的熔滴過渡頻率均隨著激光功率的增加而先減小后增大。劉達樊[3]應用Surface Evolver有限元模擬軟件對熔滴過渡行為和熔滴受力狀態進行了分析,結果表明通過附加軸向機械力可以有效地促進熔滴過渡,提高熔滴過渡頻率和熔滴過渡的軸向性。劉雙宇等[4]對CO2激光—脈沖熔化極活性氣體保護焊(Metal active gas,MAG)復合熱源焊接的熔滴過渡進行了研究,結果表明隨著激光功率的增加,熔滴的過渡形式由射滴過渡轉變為顆粒過渡,并且熔滴的尺寸逐漸增大,熔滴表面出現波形線。吳艷名等[5]指出激光的加入改變了熔滴的空間飛行軌跡、過渡穩定性、熔滴過渡模式和受力狀態;YAG激光與CO2激光產生機理不同,YAG波長比CO2激光更短,頻率比CO2激光更大,為找出兩類激光在激光—MAG電弧復合焊接中對熔滴行為影響的不同之處,本文利用高速攝像系統對熔滴的形成、長大、脫落、進入熔池消失過程進行實時拍攝,觀測熔滴直徑變化,分別計算不同波長激光—電弧復合焊接的熔滴過渡頻率,通過建立熔滴的力學模型,從熔滴受力角度揭示了YAG激光、CO2激光對熔滴行為影響的本質。
1 試驗方法
試驗中采用的設備為TRUMPF公司的HL4006D型額定功率為4 kW的Nd:YAG固體激光器、Rofin公司的型號DC 050 SLAB額定功率5 kW的CO2激光器、KUKA機器人操作系統、CMOS-CR5000×2型高速相機、Panasonic公司的型號為YD-350AG2HGE MIG/MAG焊機。復合焊接頭采用旁軸復合結構,電弧焊槍通過夾具連接在激光焊接頭右側。利用圖1所示的高速攝像系統采集熔滴過渡形態照片,其采樣頻率為5000幀/s。通過電腦顯示器觀測激光—電弧復合焊接過程中熔滴過渡形式的變化。
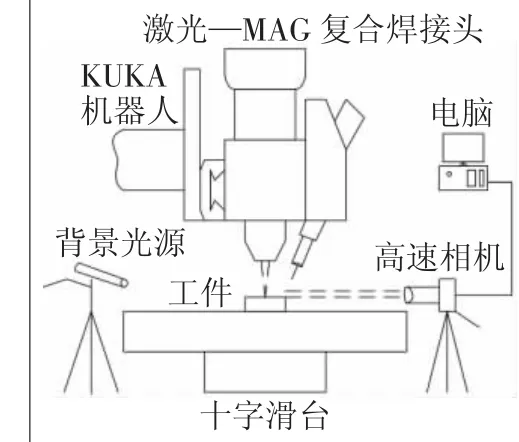
圖1 高速攝像系統示意圖

表1 高強鋼和焊絲化學成分質量分數%
試驗材料為高強鋼,其主要化學成分見表1,試樣尺寸為125 mm×35 mm×8 mm。進行焊接試驗之前,先用酒精(或丙酮)將工件表面擦拭干凈,去除工件表面殘存的油污。然后將試件裝卡在十字滑臺上面,壓板壓緊,采用平板堆焊方式焊接。激光焊頭采用側吹保護氣,保護氣成分:30%He+70%Ar,流 量 為 25 L/min。MAG焊槍采用側吹保護氣,保護氣成分:20%CO2+80%Ar,流量為16 L/min。焊接過程采用的主要工藝參數見表2。
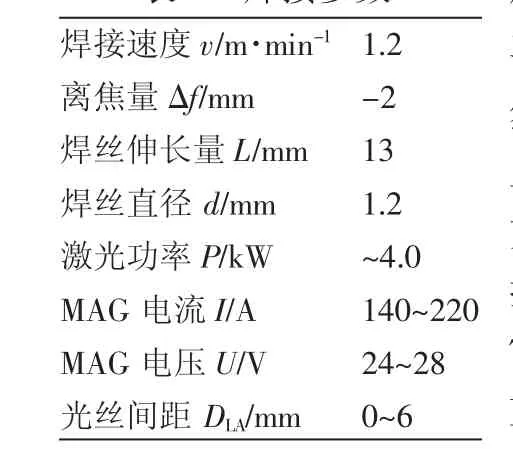
表2 焊接參數
2 試驗結果及分析
2.1 金屬對CO2和Nd∶YAG激光的吸收率
激光入射到金屬材料表面會發生反射、折射、透射、衰減和吸收。從微觀上看金屬材料對激光能量的吸收,是光子與金屬材料中的電子、聲子互相交換能量;從宏觀上看,主要是金屬中光學電磁場與自由電子的作用,自由電子與晶格碰撞產生阻尼而把光能傳給晶格加熱[6]。根據經典電磁理論,衰減波可表示為

n+ik稱為材料的復折射指數;n是實折射率,決定光波傳播位相;k是衰減因子,決定光波的吸收。
根據Hagen-Ruben關系,在Fresnel吸收條件下,金屬吸收率η可表示為:

其中,ρ為金屬電阻率,λ為激光波長。將λCO2=10.06 μm,λYAG=1.06 μm 代入式(2)得:
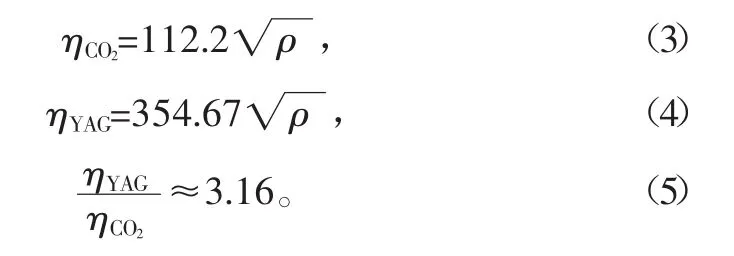
從式(5)可以得出,金屬對Nd:YAG激光的吸收率比CO2激光高,約為CO2激光的3.16倍。
3.2 不同波長激光對熔滴過渡頻率的影響
圖 2(a)、(b)分別為 CO2激光和 YAG 激光熔滴過渡頻率曲線,從圖中可以看到,CO2激光和YAG激光熔滴過渡頻率均隨激光功率的增加而減小。當激光功率均增加0.5 kW時,CO2激光—MAG電弧復合焊接熔滴過渡頻率下降幅度較為平緩,CO2激光功率由2.0 kW增加至3.5 kW時,熔滴過渡頻率下降了23 Hz,如圖2(a)所示。YAG激光—MAG電弧復合焊接熔滴過渡頻率下降幅度更大,YAG激光功率由2.0 kW增加至3.5 kW時,熔滴過渡頻率下降了 125 Hz,如圖 2(b)所示。
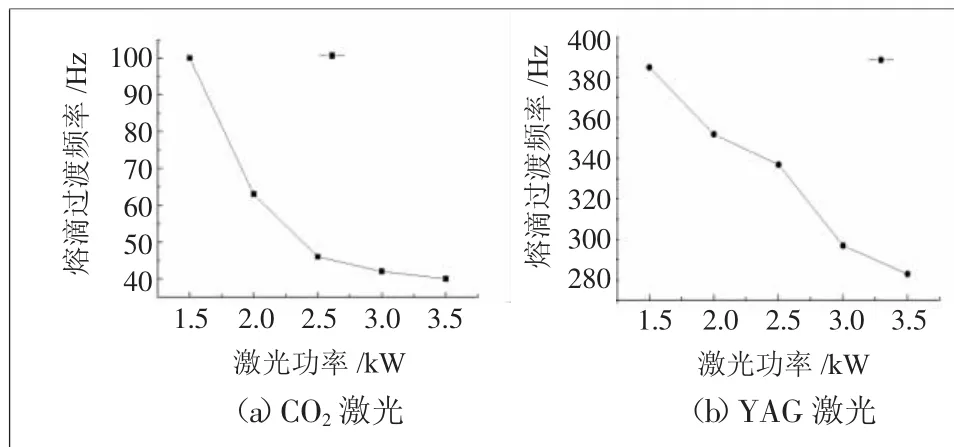
圖2 CO2激光和YAG激光熔滴過渡頻率曲線
在激光—MAG電弧復合焊接中,激光改變了熔滴受力狀態是熔滴過渡頻率發生變化的本質原因。圖3為激光—電弧復合焊接熔滴的力學模型,其中Fg為熔滴受到的重力,Fp為等離子體流力,Fγ為熔滴表面張力,FRL為金屬蒸汽反作用力,Fem為電磁收縮力。當焊接電流、電壓一定時,FRL、Fp、Fem對熔滴過渡頻率起主導作用。
根據Stokes理論,金屬蒸汽反作用力可表示為[7]:
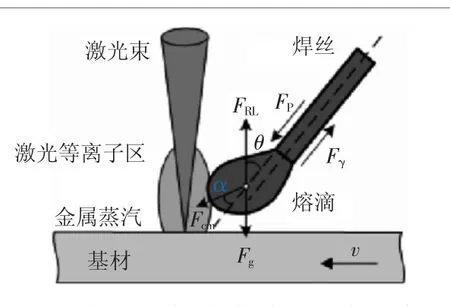
圖3 復合焊接熔滴過渡受力示意圖

式中:Cd是與金屬蒸氣Reynold數有關的繞流阻力系數,取0.45;A為垂直于流動方向上的熔滴投影面積;ρg為金屬蒸氣密度;υg為金屬蒸氣噴發速度。
電磁收縮力是熔滴內電流受到所在磁場洛倫茲力的宏觀體現,可以通過熔滴內電流大小等參數來表示,即[8]

式中,μ0為導磁系數(4π×10-7N·A-2),I為焊接電流。
從2.1節分析可知,金屬材料對Nd:YAG激光的吸收率高于CO2激光。因此在相同的激光功率條件下,YAG激光要比CO2激光產生的等離子體密度和壓強更低,有助于焊絲端部熔滴的形成和脫落,熔滴過渡頻率更高。同時,由于激光光致等離子體改變了電弧的形態和電弧陰極電子的發射方式,使得電磁收縮力Fem的大小和方向發生改變,其作用方向與軸線的延長線成α角。隨著激光匙孔的下沉,Fem豎直方向的分力Fem·cosα增大,促進了熔滴過渡,提高了熔滴過渡頻率。
CO2激光和Nd:YAG激光輸出特性存在差異,采用CO2激光焊接時,激光加熱時間較長,溫升慢,需要的激光的能量大,溫度梯度小。Nd∶YAG激光相對CO2激光溫升快,需要的激光能量小,溫度梯度大。因此當CO2激光功率與YAG激光功率均以0.5 kW跨度遞增時,YAG激光匙孔溫升快,隨著熔融體的溫度增加,材料分子的活動能力增大,導致激光小孔中金屬蒸汽噴發的速度υgYAG>υgCO2,根據式(6)可推得,FRLYAG>FRLCO2,即 YAG 激光匙孔內噴出的高溫金屬蒸汽對熔滴的脫落有更強的阻礙。因此,激光功率增加相同的值時,YAG激光-MAG電弧復合焊接熔滴過渡頻率下降幅度更大。
2.3 不同波長激光對熔滴過渡形式的影響
圖4為電弧電流為180 A、電壓為26 V時,不同激光功率條件下,YAG激光—MAG電弧復合焊從熔滴生成到熔滴落入熔池這一過程熔滴的過渡形式。圖5為相同電弧電流、電壓條件下 ,CO2激 光—MAG電弧復合焊接在不同激光功率條件下熔滴的過渡形式。從圖5中可以看出,當激光功率由1.5 kW增加到2.5 kW時,熔滴的過渡形式為射滴過渡;激光功率由2.5 kW增加到3.5 kW時,熔滴過渡形式由射滴過渡轉變為顆粒過渡;從圖4中可以看到,當激光功率由1.5 kW增加到3.5 kW時,熔滴過渡形式始終保持為射滴過渡。

圖4 不同激光功率下熔滴過渡圖像(Nd:YAG—MAG復合焊接)
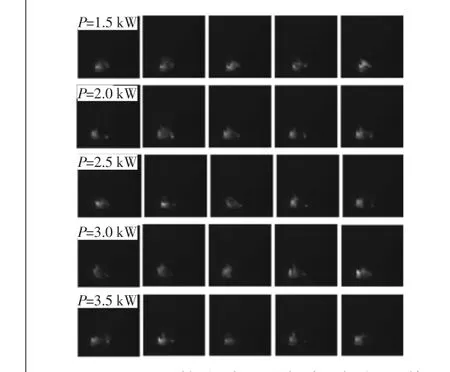
圖5 不同激光率下熔滴過渡圖像(CO2—MAG復合焊接)
熔滴過渡形式主要取決于電弧形態,而能量、金屬蒸汽和電弧電位梯度的變化是導致電弧形態跳變的根本原因。對于CO2激光—MAG電弧復合焊接,從圖5中可以看出,當激光功率低于2.5 kW時,激光能量的加入起到壓縮和穩定電弧的作用,匙孔尚未形成,熔滴過渡形式為射滴過渡。隨著激光功率的增加,材料蒸發形成激光匙孔,在激光束的照射下匙孔壁體材料形成的高溫金屬蒸汽對熔滴的反沖力增強,反沖力延緩了熔滴形成、長大的過程,因此熔滴直徑增大形成顆粒過渡。同時熔滴由于受到高溫金屬蒸汽反沖力的作用,向激光束方向漂移,電弧受到等離子體的吸引呈鐘罩狀(如圖5中P=2.5 kW)。和CO2激光—MAG電弧復合焊接相比,由于YAG激光與金屬材料的耦合效率高,熔滴因受到更強烈的光致等離子體熱輻射作用表面張力減小,從圖4照片可以看到熔滴過渡較為平穩,基本為射滴過渡,極少出現顆粒過渡,沒有短路過渡。
3 結論
(1)Nd:YAG激光和CO2激光輸出特性存在差異,金屬表面對YAG激光的吸收率約為CO2激光的3倍多。
(2)熔滴過渡頻率的改變,實質是激光能量加入后改變了熔滴的受力狀態。在焊接參數相同條件下,YAG激光—MAG電弧復合焊接熔滴過渡頻率更高,且兩種激光—電弧復合焊接的熔滴過渡頻率均隨著激光功率的增加而降低,但是增加等量的激光功率,YAG激光—MAG電弧復合焊接熔滴過渡頻率下降幅度更大。
(3)熔滴過渡形式主要取決于電弧形態,射滴過渡是鐘罩狀電弧形態,而激光功率的變化、電弧電位梯度的變化和匙孔產生的高溫蒸汽是引起電弧形態發生跳變的根本原因。CO2激光—MAG電弧復合焊接過程中,隨著激光功率的增加,熔滴的過渡形式由射滴過渡轉變為顆粒過渡,在YAG激光—MAG電弧復合焊接過程中,熔滴過渡形式主要為射滴過渡。
[參考文獻]
[1]高明.CO2激光—電弧復合焊接工藝、機理及質量控制規律研究[D].武漢:華中科技大學,2007:1338-1346.
[2]劉鳳德,張宏,杜劭峰,等.CO2激光-MIG復合焊接射滴過渡的熔滴特性[J].機械工程學報,2013,49(4)∶76-81.
[3]劉達樊.CO2激光—MIG復合熱源焊接熔滴過渡的行為分析[D].哈爾濱:哈爾濱工業大學,2006:8-16.
[4]劉雙宇,張宏,石巖,等.CO2激光—MAG電弧復合焊接工藝參數對熔滴過渡特征和焊縫形貌的影響[J].中國激光,2010,37(12)∶3172-3179.
[5]吳艷明,王威,林尚楊,等.Nd∶YAG激光—脈沖MAG復合熱源焊熔滴過渡分析[J]. 焊接學報,2011,32(7):83-86.
[6]關振中.激光加工工藝手冊[M].北京:中國計量出版社,1997:27.
[7]趙孝保.工程流體力學[M].南京∶東南大學出版社,2004:57-80.
[8]宗士帥,劉雙宇,薛菲,等.CO2激光—MAG電弧復合焊接過程中熔滴受力及過渡特征研究[J].激光與光電子學進展,2012,49(9):1-8.
