例談運(yùn)用“六步教學(xué)法”進(jìn)行教學(xué)案例設(shè)計
2014-04-08 06:27:48周萬民
職教通訊 2014年24期
周萬民
六步教學(xué)法,即采用行動導(dǎo)向教學(xué)法精心設(shè)計每個學(xué)習(xí)情境,基于生產(chǎn)任務(wù)驅(qū)動為教學(xué)實(shí)施過程。學(xué)生以小組的形式在生產(chǎn)任務(wù)單的引導(dǎo)下完成專業(yè)知識和能力訓(xùn)練。學(xué)生的學(xué)習(xí)過程一般包括六個步驟:信息資訊、任務(wù)計劃、任務(wù)決策、任務(wù)實(shí)施、任務(wù)檢查和結(jié)果評估。有三大具體特征:教學(xué)項(xiàng)目對接生產(chǎn)任務(wù)、分組實(shí)施對接生產(chǎn)組織形式、角色扮演對接生產(chǎn)崗位要求。以數(shù)控車削典型零件為例,材料為45鋁棒,按照圖紙要求完成該零件的數(shù)控車削加工,用六步教學(xué)法設(shè)計教學(xué),作為一個教學(xué)案例,集中體現(xiàn)了現(xiàn)代職業(yè)教育課程改革方向,以達(dá)到提高教學(xué)效率的要求。
一、信息資訊
主要對任務(wù)進(jìn)行解釋,明確學(xué)習(xí)目標(biāo)與要求,學(xué)習(xí)并掌握完成本任務(wù)的相關(guān)知識。教師提供相關(guān)參考資料,學(xué)生查閱相關(guān)資料,獲取有關(guān)的信息,補(bǔ)充必要的知識和技能。任務(wù)準(zhǔn)備:教師主要將零件加工的任務(wù)交待給學(xué)生,組織學(xué)生分組,將能力不同的學(xué)生合理安排。由學(xué)生自行選出組長;教師下發(fā)學(xué)習(xí)資料,包括任務(wù)單、工序工藝卡、切削用量參考資料、評估標(biāo)準(zhǔn)等學(xué)習(xí)資料;在教師的引導(dǎo)下,學(xué)生完成加工刀具、工藝基礎(chǔ)等相關(guān)知識的理解。
相關(guān)資訊準(zhǔn)備(見表1):
(1)刀具選擇應(yīng)考慮的主要因素:被加工材料、加工工藝、幾何形狀等。
(2)切削參數(shù)的選擇:背吃刀量、主軸轉(zhuǎn)速、進(jìn)給速度的確定。
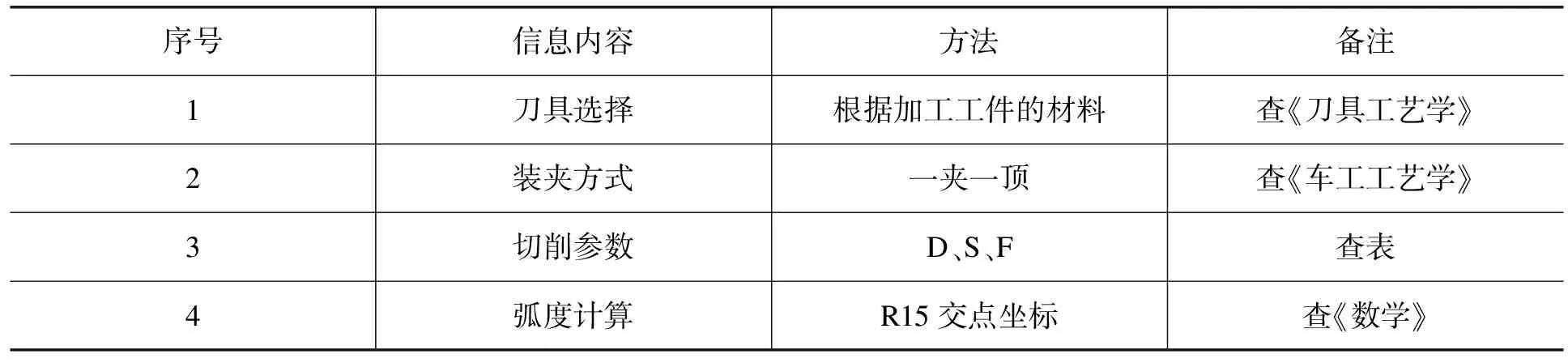
表1 信息服務(wù)所需檢索項(xiàng)目
二、任務(wù)計劃
學(xué)生明確任務(wù)后,一般以小組方式工作,小組合作學(xué)習(xí),制定工作計劃。學(xué)生以班組為單位,制定完成工作任務(wù)的計劃,包括工作流程、工作內(nèi)容及其分工,等等。學(xué)生根據(jù)教師的要求,各組分別擬定任務(wù)的計劃;制定加工工作任務(wù)流程;明確分工,確定角色扮演的各人員,并明確各人員應(yīng)負(fù)的職責(zé)與注意事項(xiàng);明確各環(huán)節(jié)應(yīng)注意的安全事項(xiàng)和操作規(guī)范;分組編寫組別分工、數(shù)控加工任務(wù)表等(見表2)。
班級按模塊劃分為6個小組,每個學(xué)習(xí)小組7-10人,在教學(xué)實(shí)施過程中輪流扮演不同角色,完成不同任務(wù),每個學(xué)習(xí)小組指定一名負(fù)責(zé)人,起組織協(xié)調(diào)作用。
表2數(shù)控加工任務(wù)
(一)數(shù)控編程加工步驟
分析工件圖樣、確定加工工藝過程、數(shù)值計算、編寫零件的加工程序單、程序輸入、校對程序、零件加工。
(二)數(shù)控加工工藝
在對零件圖樣作全面分析的前提下,確定零件的加工方法(裝夾定位方法等)、加工路線(如對刀點(diǎn)、進(jìn)給路線)及切削用量等工藝參數(shù)(如進(jìn)給速度、主軸轉(zhuǎn)速等)。根據(jù)“先粗后精”的工藝原則,先進(jìn)行工件外圓的粗加工,然后精加工,最后進(jìn)行割斷。
三、任務(wù)決策
在老師的引導(dǎo)下,根據(jù)小組確定的計劃,各組成員匯報提出各種方案,最后由全班討論,確立本項(xiàng)目的最佳實(shí)施方案。討論過程中學(xué)生也可以學(xué)習(xí)到很多知識。各組簡要匯報工作計劃和分工要求。教師組織各組學(xué)生互相指出計劃的優(yōu)缺點(diǎn),各組進(jìn)行優(yōu)化,確定實(shí)施方案。
(一)工件的安裝定位
采用Ф40的鋁棒料,用自定心三爪卡盤夾持工件,一次安裝完成加工。
(二)刀具的選擇
根據(jù)加工工藝路線的要求和“粗精分開”的工藝原則,需要用到粗車刀、精車刀和割刀3把刀具,再配合零件形狀的要求,粗車刀和精車刀必須為正偏刀。
(三)切削用量的選擇
切削用量的選擇,一般從毛坯的材料、零件的技術(shù)要求、刀具的性能和耐用度以及提高加工效率等角度綜合考慮。可以根據(jù)經(jīng)驗(yàn)或查閱相關(guān)的切削用量手冊來確定切削用量。
(四)程序編寫
確定工件坐標(biāo)系,主要是要確定工件坐標(biāo)系中X軸的位置,即Z=0的位置,一般選擇工件的右端面,選擇工件右端面中心作為坐標(biāo)系原點(diǎn)。完成各坐標(biāo)點(diǎn)的計算。換刀點(diǎn)的選擇,均采用離工件右端面X100、Z150的位置作為換刀點(diǎn)。
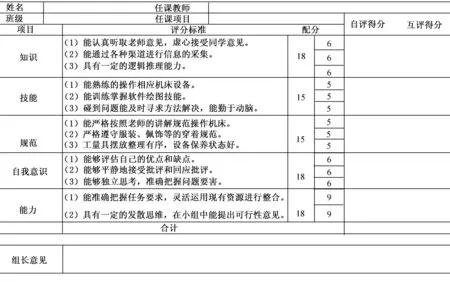
教師要對學(xué)生提出的問題做出明確解答,學(xué)生根據(jù)計劃完成自己的任務(wù),教師觀看、指導(dǎo)學(xué)生按計劃實(shí)施。在實(shí)施過程中,學(xué)生能具體地對自己所負(fù)責(zé)的工作內(nèi)容所涉及的知識進(jìn)行主動學(xué)習(xí);按計劃流程及分工進(jìn)行角色扮演,完成各自分工任務(wù);及時填寫各類過程性表格;老師通過觀察各組完成任務(wù)的過程進(jìn)行檢查(見表3)。
表3學(xué)生互評/自評

續(xù)表3
四、任務(wù)檢查
學(xué)生在完成項(xiàng)目的過程中,學(xué)生自己檢查工作過程、結(jié)果,出現(xiàn)問題時可以隨時請教師或?qū)W生幫助解決。在實(shí)施過程中不斷自查、小組互查,填寫評價表(見表4)。教師在各組完成任務(wù)過程中不斷進(jìn)行過程檢查。任務(wù)完成后,由教師對結(jié)果進(jìn)行檢查。
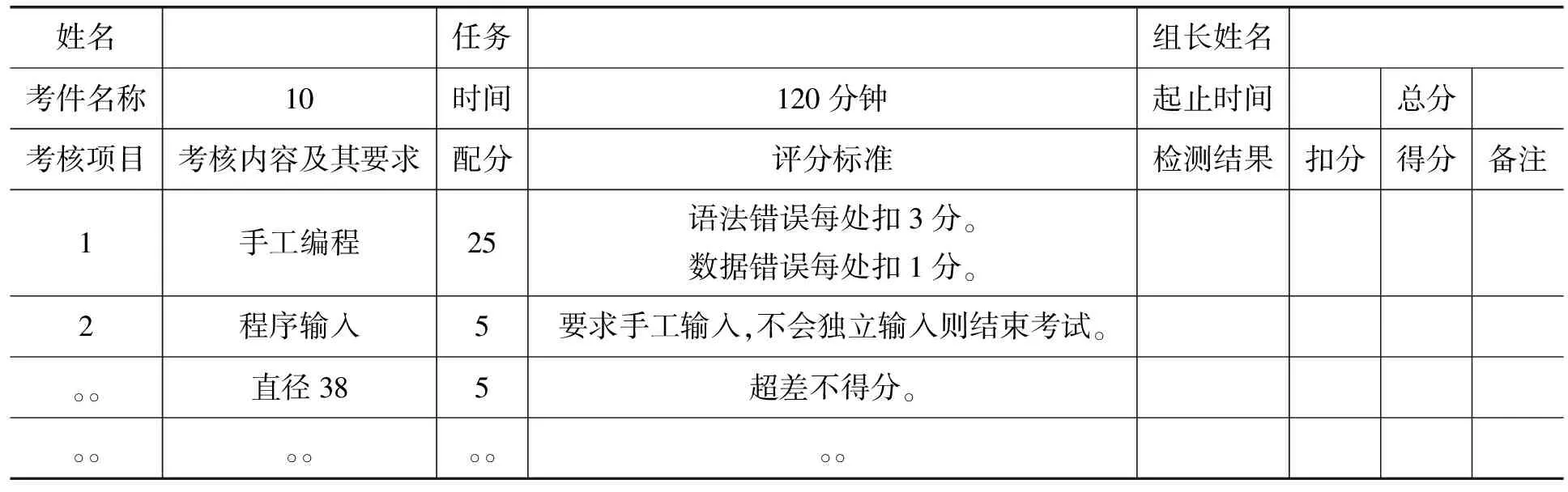
表4 零件檢測項(xiàng)目考核
五、結(jié)果評價
完成任務(wù)后,對產(chǎn)品進(jìn)行展示與自我評價,同時其他組同學(xué)提出問題,本組回答問題,開展雙邊交流。教師對學(xué)生生產(chǎn)過程中出現(xiàn)的問題予以評價,對于產(chǎn)品進(jìn)行綜合評價。考核根據(jù)學(xué)生在實(shí)踐訓(xùn)練過程中各方面的能力,用多方面方法進(jìn)行,制定一套科學(xué)的質(zhì)量檢驗(yàn)體系,對整體任務(wù)完成情況作總結(jié)。一方面,得出各組評價成績,另一方面,總結(jié)任務(wù)完成的情況,找出不足。學(xué)生分組整理任務(wù)完成情況總結(jié)。以小組為單位匯報任務(wù)完成情況,完成報告。各班組進(jìn)行成績互評,教師給予各小組成果評價。
猜你喜歡
快樂語文(2021年27期)2021-11-24 01:29:04
甘肅教育(2020年14期)2020-09-11 07:57:50
甘肅教育(2020年22期)2020-04-13 08:11:16
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
福建基礎(chǔ)教育研究(2019年3期)2019-05-28 23:14:43
東方教育(2017年19期)2017-12-05 15:14:48
唐山文學(xué)(2016年2期)2017-01-15 14:03:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03