溪洛渡水電站泄洪深孔不銹鋼復合鋼板的施工技術(shù)要點
2014-03-20 02:14:42劉小強
水電站設(shè)計 2014年1期
胡 筱,劉小強
(中國水電顧問集團成都勘測設(shè)計研究院,四川 成都 610072)
1 概 述
溪洛渡水電站位于四川省雷波縣和云南省永善縣接壤的溪洛渡峽谷,是金沙江下游河段開發(fā)規(guī)劃的第三個梯級。電站距離下游宜賓市河道里程184km,是一座以發(fā)電為主,兼有攔沙、防洪和改善下游航運等綜合利用效益的巨型水電工程,其中攔河大壩采用雙曲拱壩,壩頂高程610.0m,建基面高程324.50m,最大壩高285.50m。水庫正常蓄水位600.0m,總庫容115.7億m3。
拱壩壩身在12~19號壩段布置了8個泄洪深孔,主要承擔宣泄洪水、控制水庫水位的作用,并參與施工期提前發(fā)電度汛。深孔平面布置圖及深孔結(jié)構(gòu)見圖1、2。
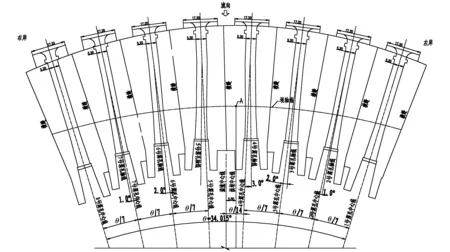
圖1 深孔平面布置示意
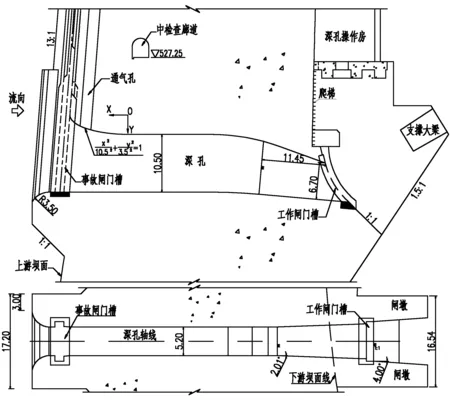
圖2 深孔結(jié)構(gòu)示意
進口段事故檢修閘門門槽平面尺寸為7.2m×1.6m,門槽上游設(shè)一段R=3.00m的圓弧過渡,圓弧圓心角為90°,門槽下游側(cè)沿流向設(shè)置了1∶12的漸變段。在事故檢修閘門后設(shè)2.0m×3.5m 的通氣孔,并向上通至表孔閘墩側(cè)面。
從孔身段到出口壓力平彎段,孔身尺寸由5.2m×10.5m(寬×高)逐漸過渡至6.0m×6.7m(寬×高),8個泄洪深孔平面上沿溢流中心線對稱布置。
出口孔頂圓弧接直線段壓坡,出口孔口尺寸為6.0m×6.7m(寬×高)。出口邊壁突擴后采用4°的橫向擴散角,有利于孔口泄洪水流的擴散,且不致沖擊弧門支鉸和閘墩邊壁。
2 材料選型
由于泄洪深孔水頭高、孔內(nèi)流速大、檢修條件差,在設(shè)計單孔泄量1 545m3/s時,孔內(nèi)流速達28.30~38.43m/s,在校核單孔泄量1 610m3/s時,孔內(nèi)流速達29.49~40.05m/s。為防止高速水流的沖刷而造成孔身表面的空蝕、磨損破壞,為確保大壩安全運行,設(shè)計采用全孔道鋼板襯護。
不銹鋼復合板易切削冷加工和冷彎成型,具有優(yōu)良的可焊性和可操作性;表面平整光滑,糙率小,降低可能產(chǎn)生空化氣蝕問題的機率;因不銹鋼固有的機械磨擦的粘性,減小水體中泥砂等懸移質(zhì)對過流面的磨損,延長使用壽命;與低合金高強度結(jié)構(gòu)鋼(葛洲壩二江電廠排砂孔及丹江口水利樞紐泄洪深孔鋼襯銹包深度達3.8~6mm)相比,復合鋼板可避免微生物的浸蝕及電化學的腐蝕等自身固有的特性。
根據(jù)三峽工程在泄洪深孔流道鋼襯和右岸地下電站底孔鋼襯采用不銹鋼復合鋼板應用的成功經(jīng)驗,溪洛渡水電站泄洪深孔鋼襯鋼材采用基層材質(zhì)為厚度20mm的Q345C鋼板,復層材質(zhì)為厚度4mm的雙相不銹鋼00Cr22Ni5Mo3N(2205)、厚度為24mm不銹鋼復合鋼板。
深孔鋼襯設(shè)計詳見深孔進口鋼襯布置圖(圖3)及深孔孔身鋼襯布置圖(圖5)。為使深孔鋼襯與外圍混凝土緊密結(jié)合,減小鋼板的跨度,增加剛度,防止鋼板變形,在整個孔道鋼板上焊接環(huán)向、縱向加勁肋,并在加勁肋上布設(shè)一定數(shù)量錨筋,詳見深孔孔身鋼襯橫剖面圖(圖4)。
3 焊接要點
3.1 坡口形式
廠內(nèi)焊接:采用對接接頭,雙V型坡口(無鈍邊,間隙3~4mm,角度60°±5°)。
工地焊接:采用對接接頭,非對稱雙V型坡口(鈍邊0~2mm,間隙2~4mm,角度60°±5°)。
3.2 焊接順序
(1)復合鋼焊接。首先焊基層焊縫,其次焊過渡層焊縫,最后焊復層焊縫;
(2)復合鋼板焊接是否預熱,系根據(jù)母材的化學成分、焊接方法、厚度、焊接接頭的約束程度和焊接環(huán)境等綜合考慮。預熱的范圍為焊縫兩側(cè)各不小于焊件厚度的3倍,且不小于100mm,并應防止局部應力過大。當基層或復層需要預熱時,施焊過渡層焊縫也必須預熱;
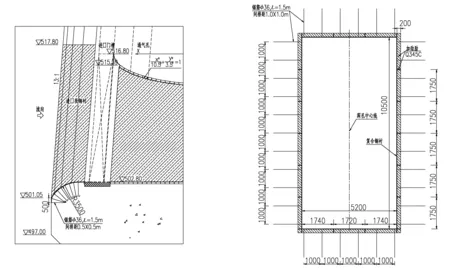
圖3 深孔進口鋼襯布置示意 圖4 深孔孔身鋼襯橫剖面示意
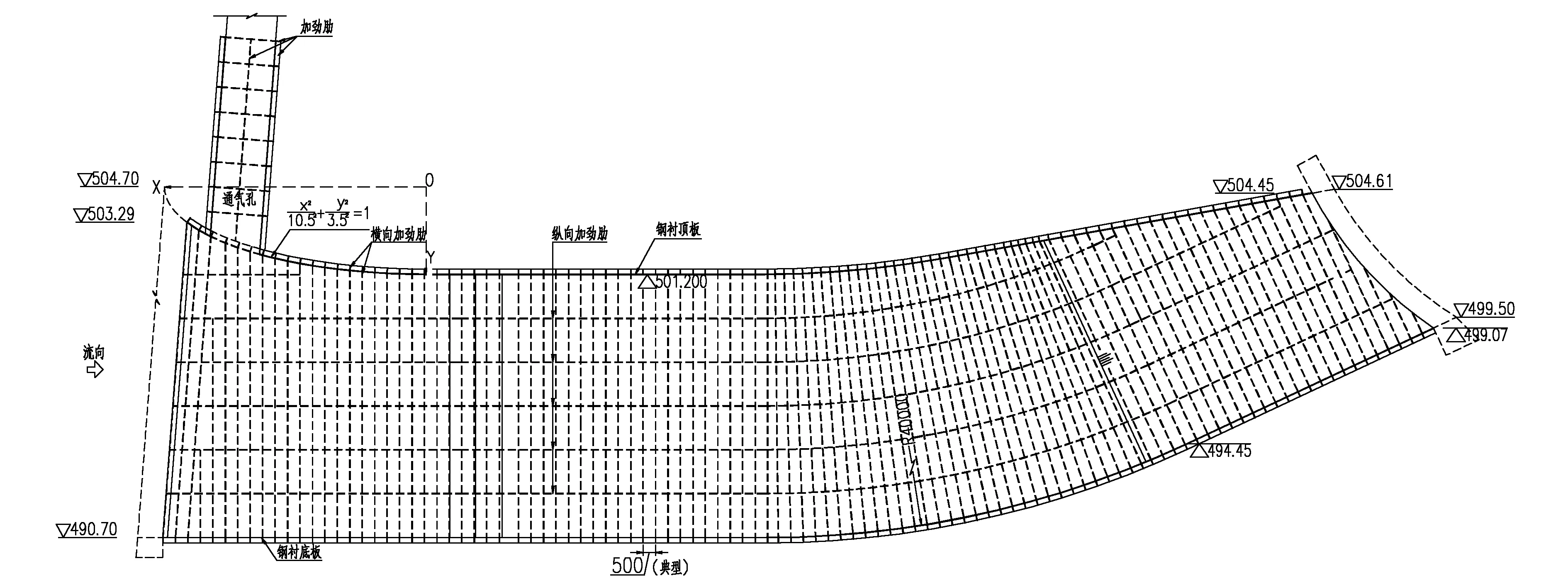
圖5 深孔孔身鋼襯布置示意
(3)基層焊接,其焊道不應觸及和熔化復層。并不得超過過渡層,應距復合界面1~2mm,以免造成過渡層的焊接質(zhì)量。
(4)過渡層焊接:
①基層焊完后,用碳弧氣刨、鏟削或磨削法清理焊根,探傷合格后,才能焊接過渡層;
②過渡層厚度應不小于2mm。焊接參數(shù)應是熔合比最小,熱輸入量小。宜采用小直徑焊條、低焊接電流、窄焊道技術(shù),快速焊;
③過渡層焊縫應同時熔合基層焊縫、基層母材和復層母材,且應蓋滿基層焊縫和基層母材;
④過渡層焊縫位置及焊接順序見圖6。推薦a=0.5~1.5mm,b=1.5~2.5mm。
(5)復層焊接
①嚴禁使用碳鋼焊材、低合金鋼焊材在復層母材、過渡層焊縫和復層焊縫上施焊;
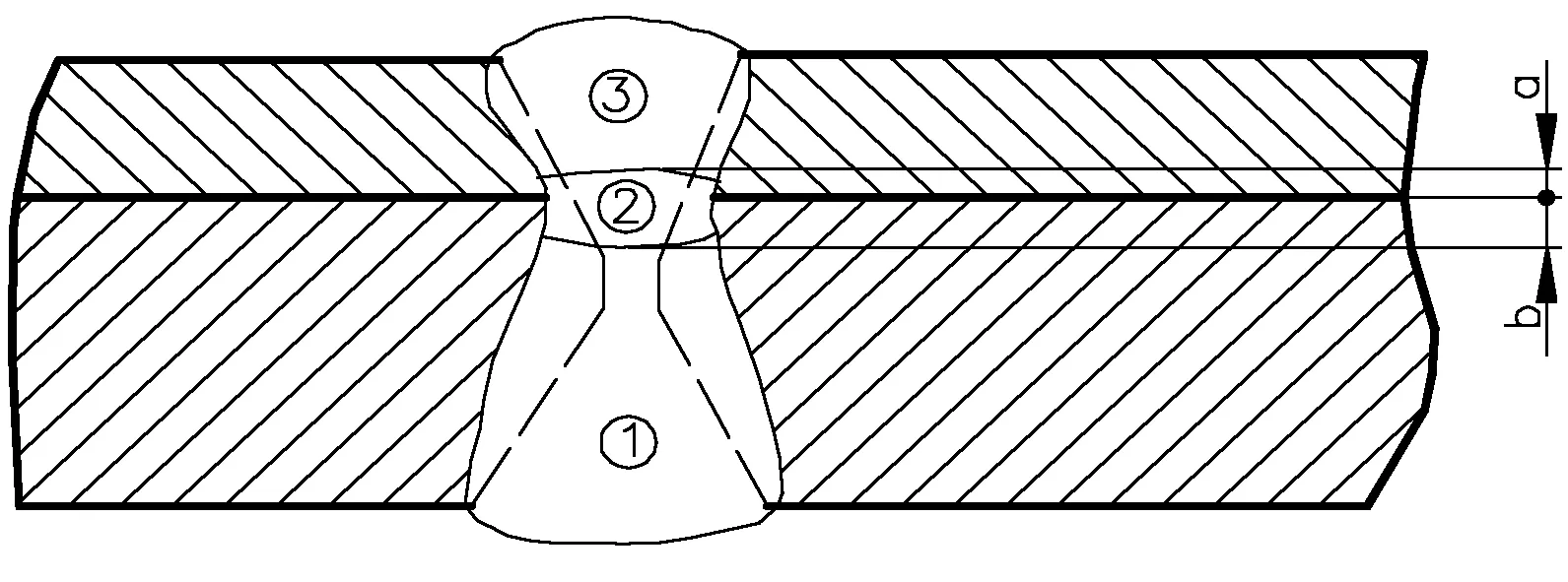
注:①基層焊縫;②過渡層焊縫;③復層焊縫圖6 焊接順序
②為避免復層焊接冷卻過快,鐵素體含量過高,焊接方法選用焊接線能量應小于5kJ/cm,預熱溫度100~150℃。多層/多道焊的層間溫度一般要求不超過100℃;
③為防止焊接飛濺損傷復合鋼板復層表面,宜在復層表面坡口兩側(cè)100mm范圍內(nèi)涂上白堊粉;
④縱縫焊接時,應將過渡層及復層焊縫兩端各留30~50mm不焊,待環(huán)縫基層焊接完成后,再將縱縫兩端焊接成形。
4 鋼襯部件制作及組裝要點
4.1 分節(jié)部件制作
(1)鋼板下料應考慮允許的焊縫收縮量和焊縫間隙,考慮鋼板因加工成型后回彈所需的足夠裕量;
(2)用剪床剪切復合鋼板或用等離子切割和加工坡口時,復層朝上,從復層側(cè)開始切割。采用氣割時,復層朝下,從基層側(cè)開始切割;
(3)鋼襯分節(jié)需根據(jù)運輸能力及相關(guān)規(guī)程規(guī)范的要求進行分節(jié)制作;切割好的鋼板先行卷板,再拼裝成各分節(jié)(包括肋板的頂板、側(cè)板及底板);盡量減少縱縫。
4.2 整體組裝
分節(jié)組裝后的鋼襯,應在平臺上采用整裝整焊;在施焊過程中,盡量將立焊、仰焊變?yōu)檩^易焊接的平焊位,便于保證焊接質(zhì)量。整體組裝要點是整體組裝的組對和湊合節(jié)施工。
(1) 組對:
① 組對時,坡口間隙、錯邊量、棱角度等應符合規(guī)定,且以復合鋼板復層表面為基準,焊縫對口的縱縫錯邊量≤1.0mm,環(huán)縫錯邊量≤1.5mm;
② 對縫過程中必須均勻調(diào)整環(huán)縫對口錯邊量,避免出現(xiàn)局部錯邊量偏大,導致縫內(nèi)應力局部過大現(xiàn)象;
③ 避免強力組裝,不得使用可能造成鐵離子污染的工具,定位焊間距應符合規(guī)范規(guī)定。
(2)湊合節(jié):
① 湊合節(jié)宜選擇在鋼襯平直段,避開進、出口流道彎曲、漸變的部位;
② 根據(jù)合攏口的實測坐標、尺寸, 進行湊合節(jié)展開尺寸下料。湊合節(jié)在廠內(nèi)拼焊成整體后,整體吊裝到現(xiàn)場,進行現(xiàn)場環(huán)縫的焊接;
③ 湊合節(jié)下料、安裝時的溫度保持與合攏口測量坐標、尺寸(宜在施工階段最低溫度時量取)時的溫度基本相同;
④ 安裝湊合節(jié)時,可將其相鄰節(jié)作為調(diào)整節(jié),對湊合節(jié)進行補償。
5 鋼襯安裝要點
5.1 鋼襯運輸
(1)為防止分節(jié)鋼襯運輸和安裝過程中變形,鋼襯應采用活動內(nèi)支撐,內(nèi)支撐應保證斷面形狀在規(guī)定的偏差范圍內(nèi),且在運輸過程中內(nèi)支撐不會脫落,并能抵抗混凝土澆筑時引起的外壓。內(nèi)支撐與鋼襯復層接觸面采用橡皮等墊實,采用螺桿頂緊或其它措施。
(2)起吊和裝運鋼襯的設(shè)備應保證鋼襯不致于發(fā)生應力超限、扭曲和損傷漆膜。
(3)鋼襯分節(jié)運輸時,應將鋼襯安放在鞍形支座或加墊木梁上,以保護分節(jié)及其坡口免遭損壞。
5.2 鋼襯安裝
(1)鋼襯施工程序:孔口壩段混凝土澆筑至鋼襯底板以下約一個澆筑層層高時,埋設(shè)鋼襯的鋼支架、鋼支墩或混凝土墩,安裝并固定鋼襯,組裝焊接,澆筑混凝土至鋼襯頂板以上后,進行鋼襯接觸灌漿,灌漿合格后,拆除鋼襯內(nèi)支撐;
(2)鋼襯支墩或混凝土墩:
①鋼襯的支墩設(shè)置于每節(jié)鋼襯兩端的兩側(cè),一般不少于四個支墩,如有需要,可增設(shè)附加支墩。支墩間的距離為1.0~1.5m,支墩高度不小于1.5m;
②鋼襯的外支撐應確保鋼襯在澆筑混凝土過程中不發(fā)生錯位和變形。
(3)每節(jié)鋼襯的定位點焊,應在溫度較低時進行,并應盡快焊接。環(huán)縫焊接應有適當?shù)钠帘危⒎乐勾┨蔑L和風雨潮濕的影響,每條焊縫應連續(xù)完成,不得中斷;
(4)在混凝土澆筑和振搗過程中,需實時監(jiān)測鋼襯的變形,確保鋼襯的安全。
(5)鋼襯安裝偏差:
①鋼襯頂?shù)灼畈怀^2mm,側(cè)邊偏差不超過3mm,其對角線偏差不超過4mm;
②鋼襯安裝后,與閘門門框相連的鋼襯端部的極限偏差,在水平和垂直方向均應在+5mm及-2mm范圍內(nèi);
③鋼襯安裝后,圓弧部分圓心角的角度極限偏差為±5′;
④鋼襯始裝節(jié)安裝后,端部矩形結(jié)構(gòu)的底板及頂板橫向傾斜坡度均不得大于0.1%,里程偏差不應超過±5mm,彎段起點的里程偏差不應超過±10mm,始裝節(jié)兩端鋼襯垂直偏差不應超過±3mm;
⑤鋼襯安裝后,每米范圍的波浪(即彎曲變形)數(shù)不超過2處,波峰間距應大于400mm,波峰應小于2.0mm,波峰的傾斜度應小于1/50;
⑥鋼襯端部焊接在閘門門框上,鋼襯端部應預留10mm的余量以便固定,并按要求對誤差進行調(diào)整。
6 鋼襯接觸灌漿要點
(1)復合鋼板一般不宜在管壁上開設(shè)灌漿孔的方式進行接觸灌漿。小浪底水利樞紐直徑7.8m的壓力鋼管段的接觸灌漿,采用德國專利技術(shù)-FUKO管進行接觸灌漿(可進行多次灌漿),達到了預期目的,改革了常規(guī)的接觸灌漿方法;
(2)鋼襯接觸灌漿要求在鋼襯底板部位混凝土二期冷卻結(jié)束后,在低溫時段進行;
(3)接觸灌漿時,鋼襯頂板混凝土覆蓋厚度不得小于12m,最大灌漿壓力為0.15~0.25MPa;
(4)鋼襯接觸灌漿施工,一般應按照由低高程到高高程的順序,逐漸推進,灌漿壓力由小到大,逐步升至設(shè)計壓力,漿液的輸送漿量應均勻連續(xù),避免鋼襯拱起變形;
(5)脫空較大部位的漿液可采用0.45∶1的濃漿,可加高效減水劑。灌漿壓力控制在0.1MPa,獨立脫空區(qū)控制在0.15MPa。當進漿管管口與灌區(qū)底部高差較大時,灌漿壓力應根據(jù)漿液的自重壓力適當調(diào)整,但不宜大于0.25MPa。
7 鋼襯防腐要點
(1)組焊后的分節(jié)鋼襯應在車間內(nèi)完成涂裝。現(xiàn)場安裝焊縫及表面涂裝損壞部位應在現(xiàn)場進行涂裝;
(2)鋼襯節(jié)應在安裝環(huán)縫兩側(cè)各200mm范圍內(nèi),涂裝車間底漆。待安裝焊接完成,并按規(guī)定進行表面預處理后,方可進行涂裝;
(3)當空氣中相對濕度超過85%、鋼材表面溫度低于大氣露點以上3℃或高于60℃以及環(huán)境溫度低于10℃以及產(chǎn)品說明書規(guī)定的不利環(huán)境,均不得進行涂裝;
(4)施工工藝流程:噴射除銹→檢驗→底漆→檢驗→中間漆→檢驗→面漆→終檢;
(5)鋼襯內(nèi)壁涂裝需考慮抗沖耐磨要求,底層為環(huán)氧富鋅底漆,金屬鋅含量不低于80%,容重不小于2.4kg/L,干膜厚80μm,(分兩次涂完);中間層為環(huán)氧云鐵防銹漆,容重不小于1.5kg/L,干膜厚50μm(一次涂完);面層為耐磨環(huán)氧漆,容重不小于1.3kg/L,干模厚375μm(分三次涂完);
(6)現(xiàn)場安裝焊縫兩側(cè)200mm范圍內(nèi),待現(xiàn)場安裝并完成焊縫焊接后進行二次除銹,再用人工涂刷或小型高壓噴漆機械施噴補充防腐涂層施工;
(7)鋼襯外壁應均勻涂刷一層加有緩蝕劑的水泥砂漿,干膜厚300~500μm。
8 結(jié)束語
不銹鋼復合鋼板早已廣泛應用于冶金、石化、核工業(yè)、食品、建筑等諸多領(lǐng)域。水利領(lǐng)域最早使用在長江三峽水利工程的排沙底孔、泄洪深孔、反弧門等結(jié)構(gòu)件的制作。溪洛渡不銹鋼復合鋼板鋼襯施工技術(shù)吸取了各領(lǐng)域的設(shè)計、施工經(jīng)驗與教訓,本文所述的施工要點對其他工程有一定的參考作用。
本文介紹了另種接觸灌漿方法,常規(guī)的鋼襯接觸灌漿是在鋼管壁上開孔進行灌漿;小浪底水利樞紐直徑7.8 m的壓力鋼管,成功采用德國專利技術(shù)-FUKO 管進行接觸灌漿的施工方法供參考。
參考文獻:
[1] 胡華忠,等.不銹鋼復合鋼板的焊接工藝探討[J].化工施工技術(shù),1998(20).
[2] 屈章彬,等.FUKO管在小浪底引水發(fā)電壓力鋼管接觸灌漿中的應用[J].華北水利水電學院學報,2001,22(3).
[3] 原國棟,等.不銹鋼復合鋼板焊接接頭中過渡層的焊接問題[J].熱加工工藝,2007,36(7).
[4] 張立新,等.不銹鋼復合鋼板設(shè)備制造過程中幾個技術(shù)問題的探討[J].齊魯石油化工,2004(32).
[5] 張立新.復合鋼板加工中常見裂紋及解決方法[J].焊接,2003(12).
[6] 曾輝.三峽電站排沙管復合鋼板的焊接[J].水利電力機械,2000.
[7] 李宗福.三峽二期工程過水建筑高流速區(qū)鋼襯設(shè)計材料選擇[J].中國三峽建設(shè),2002(11).
[8] 程惠.三峽工程壓力鋼管下平段湊合節(jié)合攏縫選型試驗[J].水力發(fā)電,2003(12).
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
