亞微米電解加工的試驗(yàn)研究
2013-12-29 07:17:00吳修娟曲寧松曾永彬王玉峰
吳修娟 曲寧松 曾永彬 王玉峰 朱 荻
(南京航空航天大學(xué)機(jī)電學(xué)院,南京 210016)
隨著科學(xué)技術(shù)的飛速發(fā)展,功能結(jié)構(gòu)的微型化已成為光學(xué)、電子、生物、航空航天等各個(gè)領(lǐng)域的發(fā)展趨勢(shì),結(jié)構(gòu)尺寸也相應(yīng)減少到微米量級(jí),甚至是納米量級(jí),因此微納加工技術(shù)成為國(guó)內(nèi)外學(xué)者研究的熱點(diǎn).目前,微納加工技術(shù)主要包括微細(xì)切削、微細(xì)磨削、微細(xì)銑削、LIGA/準(zhǔn)LIGA、微細(xì)電火花、微細(xì)電解、飛秒激光等[1-3].其中,微細(xì)電解加工技術(shù)將工件陽(yáng)極在加工過(guò)程中以離子形式蝕除,具有離子尺度的加工能力,是一種非常有發(fā)展?jié)摿Φ奈⒓{加工技術(shù).2000年,Schuster等[4-5]首次采用納秒脈寬脈沖電源,成功加工出特征尺寸為數(shù)微米的微細(xì)零件;2003年,Trimmer等[6]利用成形電極及2ns脈寬脈沖電源,在鎳片上成功加工出槽寬約90nm的結(jié)構(gòu),充分展示了微細(xì)電解加工技術(shù)在微納制造領(lǐng)域的加工潛力.
在微納電解加工中,微結(jié)構(gòu)的尺寸很大程度上取決于電極的特征尺寸.常見的亞微米/納米電極主要有尖錐狀和棒狀2種.亞微米/納米尖錐狀電極的制備方法主要有電化學(xué)刻蝕[7-9]、機(jī)械剪切、受控爆裂、火焰磨削等.制備出的電極針尖圓弧半徑一般在10~100nm范圍內(nèi),電極尖端為尖錐狀且錐度大,若采用該電極進(jìn)行電解加工,加工出的結(jié)構(gòu)側(cè)壁有很大的錐度.亞微米/納米棒狀電極可采用聚焦離子銑削、自組裝技術(shù)等方法獲得.Trimmer等[6]運(yùn)用聚焦粒子束銑削技術(shù)加工工具電極,在原有直徑為100μm的鎢絲端面上銑削出2×2陣列的柱狀電極.然而,聚焦離子銑削設(shè)備昂貴,制備電極成本高.自組裝技術(shù)是用來(lái)制備微納米級(jí)結(jié)構(gòu)的主要手段,組裝過(guò)程是自動(dòng)自發(fā)的,不需要昂貴的加工設(shè)備,因此具有成本低的特點(diǎn)[10].隨著科學(xué)技術(shù)的發(fā)展,將納米線自組裝在AFM或者STM探針尖端的技術(shù)已發(fā)展得較為成熟,其中一個(gè)典型范例是自組裝了Ag的單晶金屬納米線的STM探針.該探針長(zhǎng)徑比大、導(dǎo)電性好,具有作為亞微米電解加工工具電極的潛力,但目前尚無(wú)人將其應(yīng)用于電解加工.
本文將針尖尖端自組裝了Ag金屬納米線的STM探針作為工具電極,進(jìn)行亞微米電解加工試驗(yàn)探索.
1 亞微米電解加工系統(tǒng)
采用如圖1所示的亞微米電解加工試驗(yàn)平臺(tái)進(jìn)行試驗(yàn)研究.該試驗(yàn)平臺(tái)主要由運(yùn)動(dòng)控制系統(tǒng)、視頻采集系統(tǒng)及電流信號(hào)監(jiān)測(cè)系統(tǒng)組成.工具電極通過(guò)電極夾具與Z軸相連接.工件固定在電解液槽內(nèi),電解液槽放置于X/Y運(yùn)動(dòng)臺(tái)上.該裝置的運(yùn)動(dòng)控制系統(tǒng)由德國(guó)PI公司生產(chǎn)的X/Y/Z微納移動(dòng)臺(tái)和C843運(yùn)動(dòng)控制卡組成,后者用于控制X/Y/Z運(yùn)動(dòng)軸的運(yùn)動(dòng)軌跡.X/Y/Z運(yùn)動(dòng)軸采用直流伺服電機(jī)-精密滾珠絲杠進(jìn)給方案和光電編碼器反饋位置信息的半閉環(huán)控制,可以實(shí)現(xiàn)0.1μm/步的進(jìn)給分辨率和0.2μm的單向運(yùn)動(dòng)精度.視頻采集系統(tǒng)由光學(xué)鏡筒、CCD及視頻采集卡組成.利用視頻采集系統(tǒng),在陰極和工件距離較遠(yuǎn)時(shí),實(shí)現(xiàn)陰極向工件的快速進(jìn)給,縮短進(jìn)給時(shí)間;在加工過(guò)程中,還可以通過(guò)視覺直觀觀測(cè)加工情況.電流信號(hào)監(jiān)測(cè)系統(tǒng)主要負(fù)責(zé)加工過(guò)程中的信號(hào)監(jiān)測(cè),通過(guò)泰克示波器和數(shù)據(jù)采集卡實(shí)現(xiàn),電流信號(hào)表明加工狀態(tài),并根據(jù)情況給出相應(yīng)的控制策略,從而保證加工的穩(wěn)定性.

圖1 亞微米電解加工平臺(tái)
2 Ag納米線工具電極的穩(wěn)定性
2.1 Ag納米線工具電極
試驗(yàn)中采用的Ag納米線直徑約為100nm,長(zhǎng)度約8~10μm,電阻率約為1.00×10-7~1.01×10-7Ω·m.在亞微米電解加工平臺(tái)上,將Ag納米線電極裝在機(jī)床夾具上.室溫條件下,電解液采用濃度為0.1mol/L的H2SO4溶液,納秒脈沖電源的電壓為4V,脈沖周期為50,100ns,脈沖脈寬為6ns.
Ag納米線電極在電解液中浸泡30min后的形貌見圖2(a),在電解液中通電后的形貌見圖2(b).由圖可知,在不通電的情況下,Ag納米線沒有發(fā)生溶解.通電后,當(dāng)脈沖周期為50,100ns時(shí),Ag納米線均產(chǎn)生了溶解,而且在較短時(shí)間內(nèi),Ag納米線已完全溶解.
在Ag納米線電極中,w(Ag)=70%,w(Ga)=30%.Ag和Ga在常溫空氣環(huán)境下化學(xué)性質(zhì)比較穩(wěn)定.Ag易溶于稀硝酸、熱的濃硫酸和鹽酸以及熔融的氫氧化堿中,不與稀鹽酸或稀硫酸反應(yīng).Ga加熱后可溶于酸和堿,與沸水反應(yīng)劇烈.作為亞微米電解加工的工具電極,Ag和Ga在室溫條件下的低濃度酸溶液中不發(fā)生反應(yīng).但是在接通電源的情況下,電化學(xué)過(guò)程中產(chǎn)生的焦耳熱及反應(yīng)熱使其周圍電解液溫度升高,從而導(dǎo)致Ga與電解液發(fā)生如下反應(yīng):
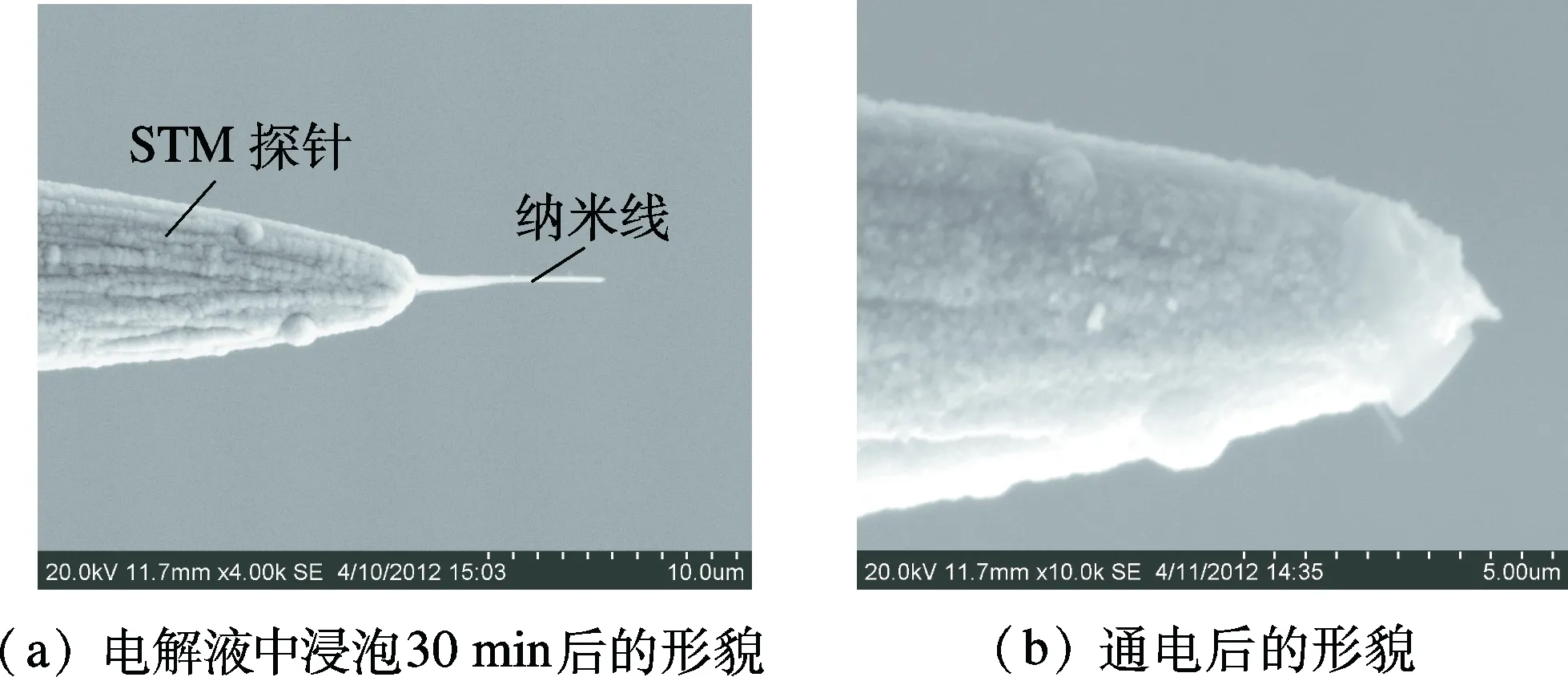
圖2 Ag納米線電極形貌變化

(1)
(2)
為了防止納米線電極在亞微米電解加工中溶解,必須對(duì)其進(jìn)行表面處理.
2.2 濺射時(shí)間對(duì)Ag納米線穩(wěn)定性的影響
Au的化學(xué)性質(zhì)不活潑,只能溶于王水等腐蝕性較強(qiáng)的溶液中.故可以在Ag納米線電極上濺射一層Au,使Ag,Ga不與電解液接觸,從而保證納米線電極不被溶解.試驗(yàn)中采用BALTEC SCD005型離子濺射儀進(jìn)行濺射Au處理,真空度為1×10-1~1×10-2Pa,電流為33mA.
圖3為納米線尺寸隨著噴金時(shí)間的變化圖.由圖可知,當(dāng)濺射時(shí)間為80s時(shí),濺射層厚度約55nm,納米線直徑約210nm.隨著濺射時(shí)間的增加,濺射層厚度不斷增加,納米線尺寸不斷增大.當(dāng)濺射時(shí)間為240s時(shí),濺射層厚度增至310nm,納米線直徑為720nm.

圖3 納米線直徑隨濺射時(shí)間的變化
將濺射處理后的電極分別置于電解液中并通電.脈沖電源電壓為4V,脈沖周期為50ns,脈沖脈寬為6ns.圖4(a)為濺射處理80s后Ag納米線電極的形貌照片,通電后其形貌見圖4(b),可見此納米線在通電過(guò)程中仍產(chǎn)生溶解.圖4(c) 為濺射處理120s后電極的形貌照片,該電極通電后不發(fā)生溶解(見圖4(d)).圖4(e)為濺射處理240s后Ag納米線電極的形貌照片,由圖可知,過(guò)厚的濺射層所產(chǎn)生的內(nèi)應(yīng)力使Ag納米線發(fā)生彎曲,故不適用于電解加工.
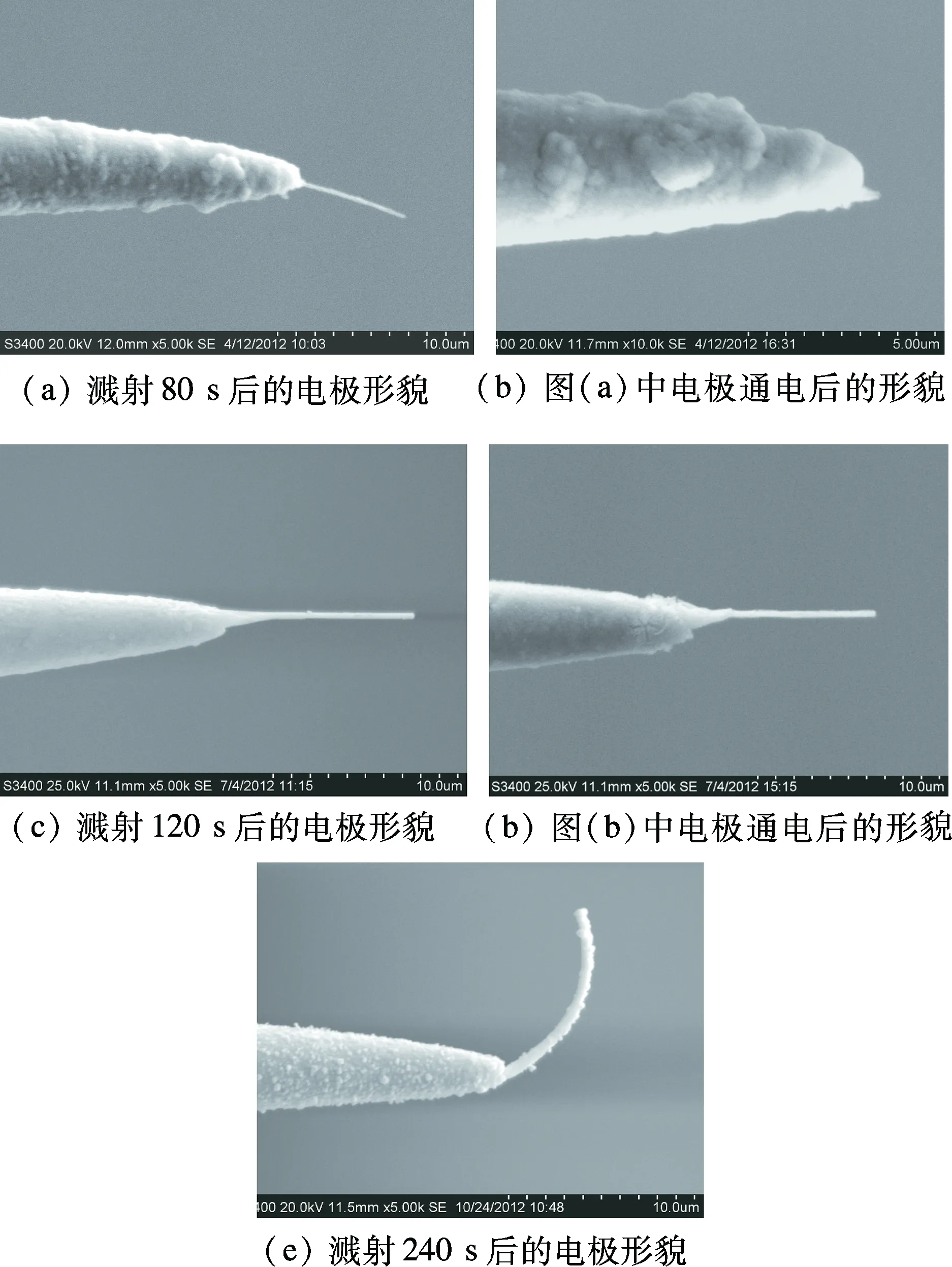
圖4 濺射后的Ag納米線工具電極及通電后形貌
由此可見,濺射層的厚度對(duì)Ag納米線工具電極的穩(wěn)定性至關(guān)重要.若膜層太薄,工具電極表面的Au不夠致密,不能完全包裹納米線,通電時(shí)納米線仍會(huì)與電解液接觸產(chǎn)生反應(yīng).若濺射層太厚,納米線電極尺寸太大,且會(huì)產(chǎn)生較大的內(nèi)應(yīng)力使納米線發(fā)生彎曲.因此,在本試驗(yàn)中Ag納米線的濺射時(shí)間選擇以120s為宜.
3 亞微米電解加工試驗(yàn)
利用濺射處理120s后的Ag納米線電極進(jìn)行亞微米電解加工試驗(yàn).納米線為圓柱狀,端部直徑約400nm.工件材料選用厚度為5mm的GH4169合金,電解液選取室溫下濃度為0.1mol/L的H2SO4溶液.通過(guò)施加電壓為4V、脈沖周期為50ns、脈沖脈寬為6ns的納秒脈沖電流,依次加工出深度為25,80,120nm的亞微米溝槽.
利用原子力顯微鏡掃描得到的溝槽的三維形貌如圖5(a)所示.對(duì)加工出的溝槽的不同深度進(jìn)行剖面分析,3個(gè)剖面輪廓如圖5(b)所示.由圖可知,A-A剖面深度約為25nm,B-B剖面深度約為80nm,C-C剖面深度約為120nm.加工出的溝槽入口尺寸大,底部尺寸小,側(cè)壁均有錐度.加工深度為25nm時(shí),溝槽底部尺寸約為328nm;加工深度為80nm時(shí),溝槽底部增加到450nm;加工深度增加到120nm時(shí),溝槽底部尺寸反而減小到125nm.
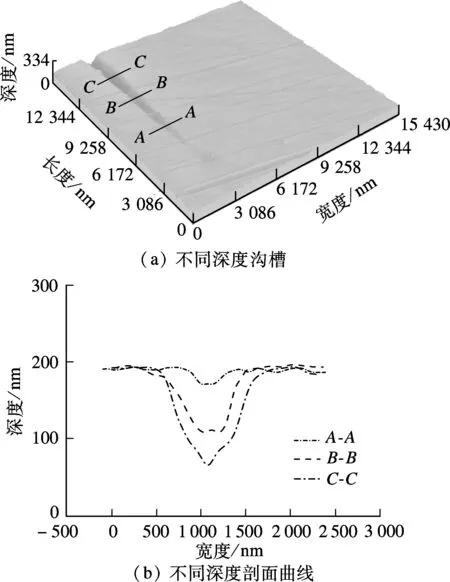
圖5 溝槽及其剖面曲線
在陰、陽(yáng)電極之間施加納秒脈寬時(shí),電極電位并未立刻達(dá)到峰值電位,而是經(jīng)過(guò)一個(gè)表面雙電層充電的暫態(tài)過(guò)程,工具電極表面與工件表面均存在雙電層(見圖6).
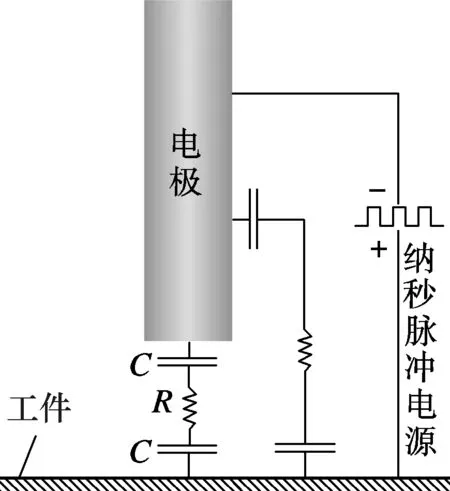
圖6 納秒脈沖加工模型
隨著時(shí)間的推移,雙電層不斷被充電,陽(yáng)極電極電位逐漸增大,達(dá)到工件的分解電位時(shí),工件開始溶解.雙電層充放電速度與雙電層的充放電時(shí)間常數(shù)τ相關(guān).雙電層的充放電時(shí)間常數(shù)為
τ=CR
(3)
式中,C為雙電層電容;R為電極等效電路電阻.
[11-12]的研究結(jié)果,試驗(yàn)中雙電層電容C的取值范圍選取為125.6~ 251.2fF.電極等效電路電阻R包括電化學(xué)反應(yīng)法拉第電阻Rf和電解液等效電阻Re.其中,電解液等效電阻可表示為

(4)
式中,σ為電解液電導(dǎo)率;d為工具電極與工件之間的距離.電解液等效電阻隨著電解液電導(dǎo)率σ及距離d的變化而變化.
本試驗(yàn)采用靜液加工,加工區(qū)電解產(chǎn)物與新鮮電解液的交換主要依靠離子擴(kuò)散.靠近工件表面的離子擴(kuò)散比較容易,溝槽內(nèi)部的離子擴(kuò)散比較困難,故電解液電導(dǎo)率σ在沿工具電極軸向的間隙內(nèi)存在差異.由式(3)和(4)可知,σ的差異會(huì)導(dǎo)致雙電層充放電常數(shù)τ的差異.因此,在脈寬為6ns的加工條件下,工具電極在軸向方向上具有不同的蝕除量,使得加工出的溝槽入口尺寸大于底部,側(cè)壁有錐度.當(dāng)加工深度大于80nm時(shí),溝槽底部離子擴(kuò)散困難,充放電時(shí)間常數(shù)τ變大,蝕除量減小.相對(duì)于深度為80nm的溝槽,深度為120nm的溝槽底部尺寸較窄.
由此可知,當(dāng)加工深度為25,80nm時(shí),加工出的溝槽底部輪廓較好;當(dāng)加工深度為120nm時(shí),加工出的溝槽底部尖銳,與尖錐狀電極加工出的輪廓相似.因此,設(shè)置加工深度為80nm,加工參數(shù)不變,加工出的溝槽長(zhǎng)約30μm,其局部形貌圖及剖面輪廓圖見圖7.由圖可知,該溝槽底部最窄處約為450 nm,入口最寬處約為1 μm.
4 結(jié)論
1) 對(duì)自組裝的單晶Ag納米線進(jìn)行表面濺射處理,以制備亞微米工具電極.試驗(yàn)結(jié)果表明,處理時(shí)間為120s時(shí)的Ag納米線電極適用于亞微米電解加工.
2) 利用濺射處理后的Ag納米線依次加工出深度為25,80,120nm的亞微米溝槽.結(jié)果表明,當(dāng)加工深度大于80nm時(shí),溝槽底部電解液的電導(dǎo)率隨著產(chǎn)物不斷積聚而下降,溝槽底部尺寸變窄.
3) 試驗(yàn)中采用的加工參數(shù)為:電解液為0.1mol/L的H2SO4溶液,電壓為4V,脈沖周期為50ns,脈沖寬度為6ns.加工出的亞微米溝槽長(zhǎng)約30μm,深約80nm,底部最窄處約為450nm,入口最寬處約1μm.

圖7 加工出的圖形形貌及其剖面圖
)
[1] 張勇,王振龍,李志勇,等.微細(xì)電火花加工裝置關(guān)鍵技術(shù)研究[J].機(jī)械工程學(xué)報(bào),2004,40(9):175-179.
Zhang Yong,Wang Zhenlong,Li Zhiyong,et al. Study on key techniques of micro-EDM equipments [J].ChineseJournalofMechanicalEngineering,2004,40(9):175-179. (in Chinese)
[2] 徐斌,伍曉宇,凌世全,等.飛秒激光切割與微細(xì)電阻滑焊組合制備三維金屬微結(jié)構(gòu)[J].光學(xué)精密工程,2012,20(8):1811-1823.
Xu Bin,Wu Xiaoyu,Ling Shiquan,et al. Fabrication of 3D metal micro-structure based on fs laser cutting and micro electric resistance slip welding[J].OpticsandPrecisionEngineering,2012,20(8):1811-1823. (in Chinese)
[3] Ghoshal B,Bhattacharyya B. Influence of vibration on micro-tool fabrication by electrochemical machining [J].InternationalJournalofMachineTools&Manufacture,2013,64:49-59.
[4] Schuster R,Kirchner V,Allongue P,et al. Electrochemical micromachining[J].Science,2000,289(5476):98-101.
[5] Kock M,Kirchner V,Schuster R. Electrochemical micromachining with ultrashort voltage pulses—a versatile method with lithographical precision [J].ElectrochimicaActa,2003,48(20/21/22): 3213-3219.
[6] Trimmer A L,Hudson J L,Kock M,et al. Single-step electrochemical machining of complex nanostructures with ultrashort voltage pulses [J].AppliedPhysicsLetters,2003,82(19):3327-3329.
[7] Yasser K,Hisham A F,Zhang Y P,et al. Two-step controllable electrochemical etching of tungsten scanning probe microscopy tips [J].ReviewofScientificInstruments,2012,83(6):1-8.
[8] Ge Y Z,Zhang W,Chen Y L,et al. A reproducible electropolishing technique to customize tungsten SPM probe: from mathematical modeling to realization [J].JournalofMaterialsProcessingTechnology,2013,213(1):11-19.
[9] Chiou Y C,Lee R T,Chen T J,et al. Fabrication of high aspect ratio micro-rod using a novel electrochemical micro-machining method [J].PrecisionEngineering,2012,36(2): 193-202.
[10] 崔錚. 微納米加工技術(shù)及其應(yīng)用[M]. 北京:高等教育出版社,2009:382-383.
[11] Kenney J A,Hwang G S. Electrochemical machining with ultrashort voltage pulses: modelling of charging dynamics and feature profile evolution [J].Nanotechnology,2005,16(7):S309-S313.
[12] Hotoiu E L,Damme S V,Albu C,et al. Simulation of nano-second pulsed phenomena in electrochemical micromachining processes—effects of the signal and double layer properties [J].ElectrochimicaActa,2013,93:8-16.
猜你喜歡
西北工業(yè)大學(xué)學(xué)報(bào)(2022年2期)2022-05-11 07:50:12
輪胎工業(yè)(2021年10期)2021-12-24 17:23:35
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
輪胎工業(yè)(2020年9期)2020-03-01 18:58:44
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年6期)2019-01-08 02:43:04
中國(guó)機(jī)械工程(2018年14期)2018-09-22 01:14:04
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
江西理工大學(xué)學(xué)報(bào)(2015年3期)2015-12-22 05:26:21
