ECDP短纖維染色飽和值的測定
2013-12-08 07:23:32李艷玲楊文芳孟憲獻王瑞武尹翠玉
合成纖維工業 2013年2期
李艷玲,楊文芳,孟憲獻,王瑞武,尹翠玉
(1.中石化天津分公司化工部,天津300271;2.天津工業大學,天津300160)
纖維的染色飽和值(Sf)是衡量纖維染色性能和制定合理染色工藝的重要參數,Sf大,纖維的上染量高,更適合深染。因此,準確測定纖維的Sf,比較各纖維間的染色性能,以更好地指導下游企業生產。陽離子染料可染滌綸(ECDP)纖維的Sf是以染料對纖維的上染率達90%時作為飽和界限,計算100 g纖維上染亞甲基藍的質量,再折合成相對分子質量為400的陽離子染料孔雀綠的質量[1]。
1 實驗
1.1 原料與試劑
ECDP:規格 1.56 dtex×38 mm,中國石化天津分公司產;亞甲基藍:純度98%,天津市光復精細化工研究所產;冰乙酸、結晶乙酸鈉:分析純,天津市化學試劑一廠產。
1.2 儀器和設備
Ahiba Nuance Eco紅外染色試樣機:美國datacolour公司制;723型分光光度計:上海光譜儀器有限公司制;電子天平:梅特勒-托利多儀器有限公司制;TPC 3001單浴槽染色機:Roaches International.Ltd制;UV2450可見分光光度計:日本島津制作所制。
1.3 實驗方法
為去除纖維表面的油劑,用非離子型的洗滌劑按一定的濃度及浴比處理ECDP纖維,用手擠去水分待用。
稱取5 g染料加入1 L的三級軟化水配置成一定染料濃度的母液,吸取不同量的母液,按照1∶100的染色浴比配置成不同染料濃度(C)即染料對纖維的質量分數的染液,其中要根據染液的pH值放入一定的冰乙酸及結晶乙酸鈉試劑。
將處理好的纖維放入染桶,50℃入染,染液以2℃/min的升溫速率升至80℃,再以0.5℃/min升溫速率升至所需溫度,保溫一定時間后以2℃/min的降溫速率將溫度降至50℃,取出纖維,并擠去多余的殘液于染杯中,用少量40℃的三級軟化水洗滌,再用室溫下的三級軟化水洗滌至洗凈浮色,洗液全部收集并與染色殘液合并,冷卻后加水定容至500 mL,留作染液吸光度的測定。
1.4 吸光度的測定
將待測殘液根據顏色的深淺,稀釋成適宜的濃度(吸光度為0.1~0.8);配置合適濃度(約為2.5 mg/L)的標準亞甲基藍染液,利用分光光度計,在最大吸收波長下(亞甲基藍為668 nm),分別測定定容后的殘液及標準染液的吸光度值。
1.5 纖維Sf的計算
根據標準亞甲基藍染浴和各檔染料濃度殘液的吸光度值,按照式(1)計算殘液中的染料濃度(Ce)。

式中:V為染色殘液和浮色洗滌液定容的體積;C0為標準亞甲基藍染浴稀釋前的質量濃度;E0為標準亞甲基藍染浴稀釋后的吸光度;n0為標準亞甲基藍染浴稀釋倍數;E為殘液稀釋后的吸光度;n為定容后殘液稀釋倍數;m為纖維質量。
以Ce為橫坐標,以C為縱坐標,從原點作斜率為10的直線,如圖1中A線,在該直線上任意一點的上染百分率均為90%;再根據從配置的各種不同染料濃度殘液吸光度的測試結果,在圖1中繪出相應的坐標點;然后,找出直線A兩側最為相鄰的兩點作直線,所作直線與直線A相交,如圖1中B線所示。
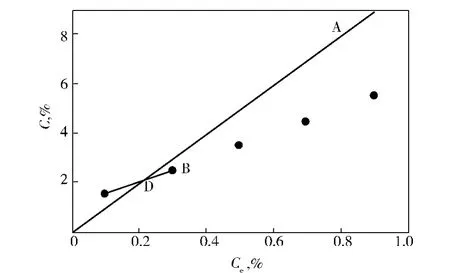
圖1 殘液中染料量與原始染浴中染料量的關系Fig.1 Relationship between dye quantities in raffinate and in original dye bath
直線A與直線B相交點D的縱坐標DY即為被測纖維上染率為90%時染料對纖維的質量分數,即標準規定的染色飽和時的染料濃度值(Cs)。

式中:x1為圖中直線左邊點橫坐標;y1為圖中直線左邊點縱坐標;x2為圖中直線右邊點橫坐標;y2為圖中直線右邊點縱坐標。
按式(3)計算得ECDP纖維的的Sf。

2 結果與討論
2.1 保溫時間對ECDP纖維Sf的影響
調節染浴pH值至4.5,將染液加熱至80℃后投入纖維,以0.5℃/min的升溫速率達到100℃進行保溫沸染。從圖2可以看出,當染色溫度達到100℃以后,隨著保溫時間的延長,Sf基本上是以直線上升的趨勢增大,這與纖維內部結構的變化有關。一方面分子振動的振幅和頻率增加,另一方面,分子的自由體積也增加,因此提供了分子的運動空間增多,當溫度達到玻璃化轉變溫度時,能夠發生鏈段的運動,這樣就增加了染料分子向纖維內部擴散的速率,而溫度的升高也使大量的染料分子獲得足夠的能量,足以克服染色活化能,因此上染率急劇增加[2]。當保溫時間達到120 min以后染料進入纖維無定形區的數量趨于飽和,Sf上升緩慢。當保溫時間達到160 min以后,飽和值基本不再變化,所以保溫時間定為120 min已經能夠滿足測試要求。
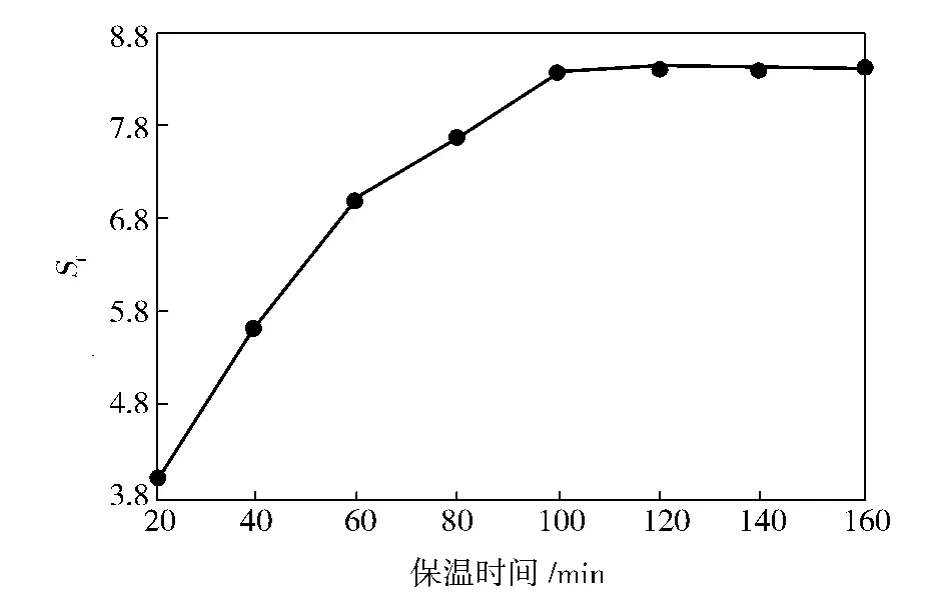
圖2 染色保溫時間對纖維Sf的影響Fig.2 Influence of heat preservation time on Sfof fiber
2.2 染色溫度對ECDP纖維Sf的影響
調節染浴pH值至4.5,將染液加熱至80℃后投入纖維,以0.5℃/min的升溫速率達到一定的溫度進行染色,并保溫120 min,測定纖維的Sf,如圖3所示。從圖3可以看出,在相同的染色條件下,隨著溫度的升高,ECDP纖維的Sf逐漸增大,這是因為溫度越高,染料分子與磺酸基團的離子鍵合反應越易進行,染座越易上染,而溫度的升高,也使大分子的鏈段運動越易進行,染料更易進入纖維的無定形區,則纖維的Sf隨著溫度升高而增大。
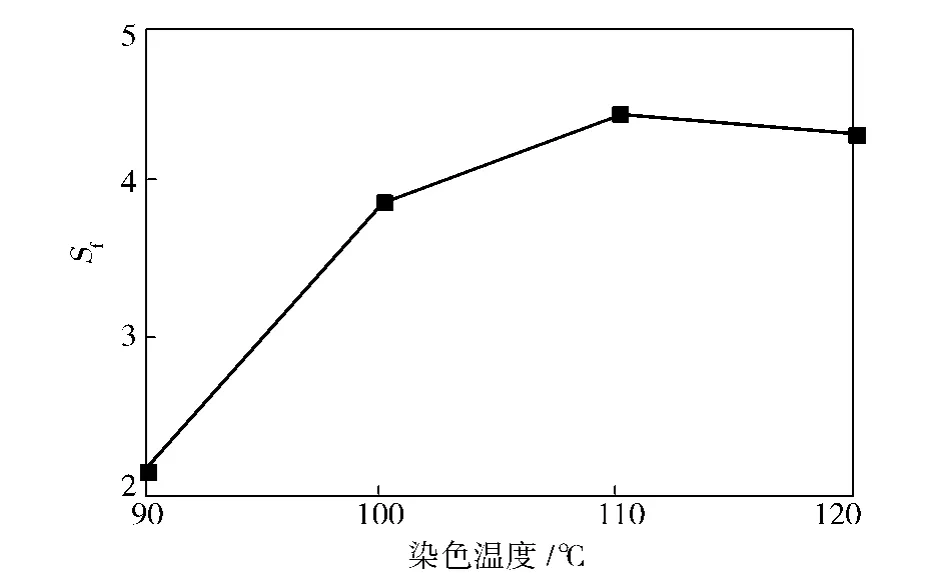
圖3 染色溫度對纖維Sf的影響Fig.3 Influence of dying temperature on Sfof fiber
從圖3還可以看出,ECDP纖維的Sf在100℃以上時即趨于平穩,以110℃最大,但考慮到此種纖維一般是常溫常壓下染色,故選用100℃定為ECDP纖維Sf的測定溫度。
2.3 pH值對纖維Sf的影響
按常用緩沖溶液的配制方法配制pH值為3.5~6.0的染液,投入 ECDP 纖維,以 0.5 ℃/min的升溫速率達到100℃進行沸染并保溫120 min,測其Sf,如圖4所示。
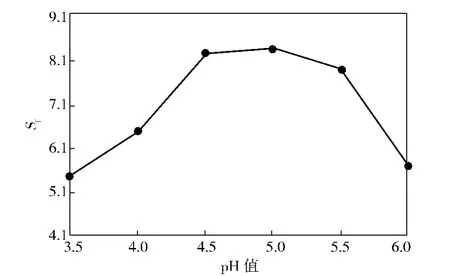
圖4 pH值對纖維Sf的影響Fig.4 Influence of pH value on Sfof fiber
由圖4可知,隨著pH值的增加,ECDP纖維的Sf呈現先增大后減小的趨勢,在pH值為4.5~5.0時比較穩定。這是因為陽離子染料上染的機理是染料與纖維上的酸性基團結合[3],因此與常規聚酯纖維相比,陽離子染料可染改性聚酯纖維對酸敏感。當pH值較低或較高時,相當一部分染料會發生化學變化而遭破壞,從而導致Sf較低或變色。因此用陽離子染料對ECDP纖維染色時,應控制染浴pH值為4.5~5.0較為適宜。
2.4 染料濃度的選擇
實驗發現,當C小于5%時,無法得出DY值。因此,調節染浴pH值至4.5,以染料C為5%,6%,7%,8%配成染液,將染液加熱至80℃后投入纖維,在100℃的溫度下染色120 min,測定ECDP纖維的Sf,如表3所示。
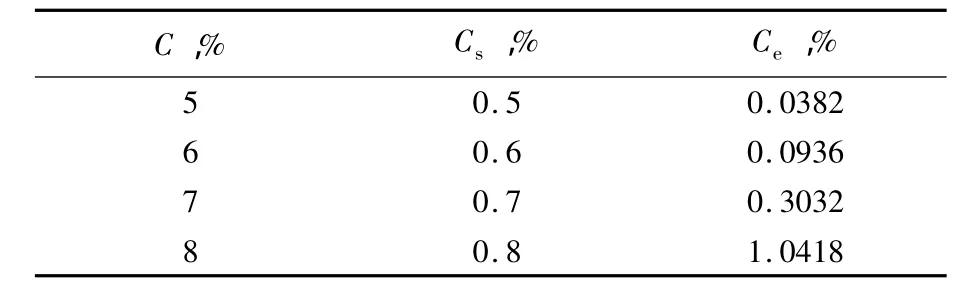
表3 不同染料濃度下的殘液染料量Tab.3 Dye quantity in raffinate under different dye concentrations
根據表3的數據作圖,得出DY為7.621,Sf為 8.4。
3 結論
a.染浴pH值在4.5~5.0的條件下染色時,ECDP纖維的Sf較高且穩定。因此在進行ECDP纖維的Sf的測定試驗時,應將染浴的pH值控制在4.5 ~5.0較為適宜。
b.因ECDP纖維的上染率較高,在進行Sf試驗時用戶可根據自身產品特性選擇適合的染料濃度,建議C選擇在5% ~9%比較合適。
c.染色溫度控制在100℃,保溫時間120 min,可以比較準確地測得ECDP纖維的Sf。
[1]吳倩梅.陽離子染料可染聚酯染色飽和值的測定[J].廣東化纖,1998(2):34-38.
[2]孫玉.陽離子染料可染共聚酯的制備及其結構性能的研究[D].天津:天津工業大學,2008.
[3]上海市紡織工業局.染料應用手冊.四分冊.陽離子染料[M].北京:紡織工業出版社,1984 ,12-14.