83 dtex/144 f滌綸POY熔體直紡生產工藝探討
2013-12-08 07:23:16沈惠賓曾曉玲闞新征
合成纖維工業 2013年2期
沈惠賓,曾曉玲,闞新征
(中國石化儀征化纖股份有限公司長絲生產中心,江蘇儀征211900)
超細旦83 dtex/144 f多孔滌綸POY因孔數較多,單絲線密度小,用其織成的織物具有輕薄、柔軟,且懸垂性好等特點,作為仿真絲、仿毛材料,市場前景較好,但其生產穩定性較難控制[1]。作者對超細旦83 dtex/144 f熔體直紡滌綸POY生產工藝進行了探討,取得了較滿意的結果。
1 試驗
1.1 原料
半消光聚酯(PET)熔體:中國石化儀征化纖股份有限公司產;YC-2001TS油劑:蘇州竹本公司產。
1.2 主要設備及儀器
熔體輸送系統及紡絲機:日本帝人公司制;熔體過濾器:日本富士公司制;Thermorex?90-5增壓泵:瑞士MAAG公司制;環吹冷卻裝置:德國巴馬格公司制;NS-612卷繞頭:日本帝人公司制。
Udter-Ⅲ型強伸儀、Uster-Ⅳ型條干儀:瑞士USTER公司制;DYNAFIL C:德國Textechno公司制;KANO-MAX6072型風速儀:日本加野制。
1.3 生產工藝控制
超細旦83 dtex/144 f多孔滌綸POY熔體直紡的生產工藝流程如圖1所示。
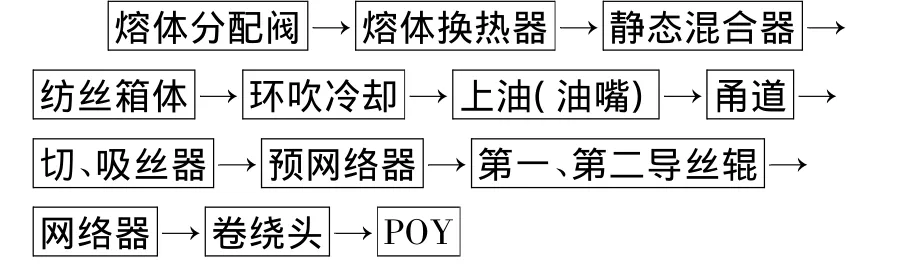
圖1 83 dtex/144 f滌綸POY生產工藝流程示意Fig.1 Flow chart of 83 dtex/144 f polyester POY production process
主要工藝參數見表1。
2 結果與討論
2.1 噴絲板
2.1.1 噴絲板孔的分布
中心外環吹冷卻系統的特性是從外向內送風冷卻,中空的作用是留出風逐漸衰減的位置。根據中心外環吹冷卻系統的特性,應選擇中空型噴絲板孔的排列,紡制滌綸POY的噴絲板其孔在圓上呈均勻分布。因孔數較多,為防止內圈絲條不容易充分冷卻,層與層之間噴絲孔排列應采取交錯分布[1]。
2.1.2 噴絲孔長徑比的選擇
高速紡絲噴絲板的孔徑通常為0.15~0.30 mm,為保持熔體有一定的吐出速度,一般紡單絲線密度小的POY時,孔徑宜稍小。由于熔體在紡絲毛細管中流動產生的剪切應力與毛細管的長徑比成反比[2]。為防止因剪切應力升得太高,產生熔體破裂現象,在紡細旦絲時,噴絲孔的長徑比應盡量大,但隨著長徑比的增大,噴絲板的加工及清洗難度也會相應增加。綜合考慮,選擇噴絲孔孔徑0.17 mm,噴絲孔長度0.54 mm的噴絲板。
2.2 組件裝砂量的選擇
選用金屬砂作為組件過濾介質,組件壓力主要由組件金屬過濾砂的配比決定。為選擇理想的組件上機壓力,根據假設的組件裝砂量和組件壓力計算公式計算出預裝組件壓力,通過上機試驗觀察實際上機組件壓力及紡絲狀況,在此基礎上進行裝砂量微調,選擇60~80目/150 g,40~60目/120 g的裝砂量進行初選試驗,結果表明:組件壓力為10.7 MPa,所紡滌綸POY的斷裂強度為2.55 ~ 2.65 cN/dtex,斷裂伸長率為114.2% ~120.4%,條干不勻率為1.40% ~1.71%。
由于斷裂伸長較低,條干不勻率較高,故提高細砂比例,使用80~120目的金屬砂進行試驗。結果表明,隨著組件裝砂量中細砂比例的增加,組件上機初始壓有逐步升高,但產品的斷裂伸長率以及條干不勻率無明顯變化,所以生產中仍使用常規60~80目/150 g、40~60目/120 g的金屬砂配比組裝組件。
2.3 冷卻方式的選擇
當風速過小時,對于側吹風,滌綸POY條干不勻率升高的原因在于受絲束冷卻成形室外氣流干擾的因素增強,以及絲條凝固速度的減慢,使凝固絲條飄移、振動的因素增加;對于外環吹,主要是因絲條凝固的減慢,凝固絲條飄移、振動的因素增加,條干不勻率升高。外環吹與側吹比較,外環吹受外界流干擾的因素較小;另外,外環吹冷卻系統所需送風面積較小,僅是側吹送風面積的30%左右,因冷卻效果較好,所需風速小,比側吹風系統節能,約80%以上。因此選擇外環吹風冷卻,且將風筒高度確定為16 cm。
2.4 環吹風壓的選擇
紡細旦絲時要求風速均勻、溫和。減小風速不勻,可適當降低固化位置,減小絲束抖動;但風速過小,受外界環境風的干擾增大,條干不勻率增大。從表2可看出,選擇風壓17,22 Pa時,滌綸POY條干不勻率較小,但生產中斷頭較多,因此實際操作時按25~28 Pa的風壓進行生產。
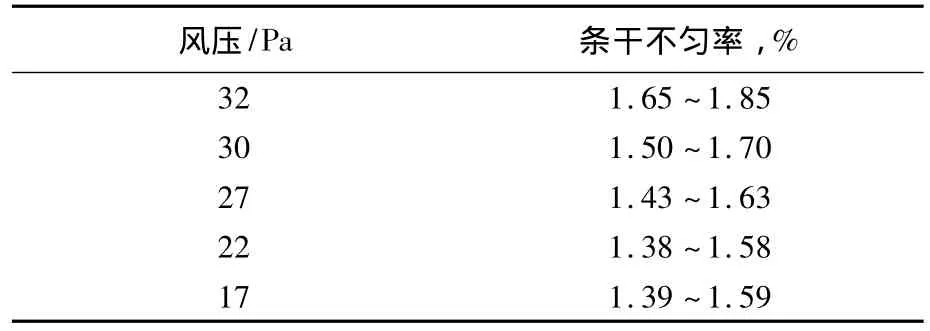
表2 風壓對滌綸POY條干不勻率的影響Tab.2 Effect of air pressure on yarn irregularity of polyester POY
2.5 集束位置及上油率
超細旦纖維比表面積較大,紡絲時和空氣摩擦阻力大,宏觀表現出紡絲張力高。提高集束位置可以減少絲條與空氣的摩擦力,降低紡絲張力,提高絲束的穩定性,使條干不勻率下降。單絲越細,集束位置宜越高。一般當絲條溫度降到60℃下即可集束。通過試驗對比選擇集束高度700 mm,見表3。
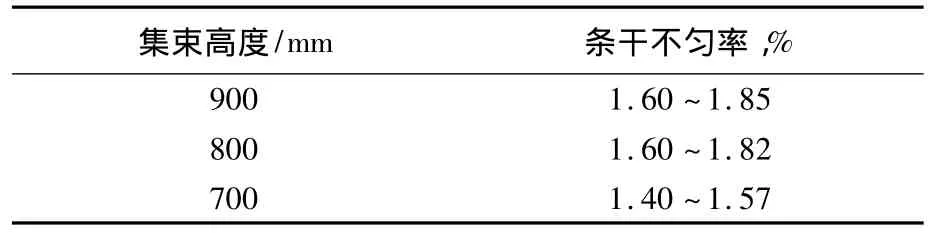
表3 集束位置對滌綸POY條干不勻率的影響Tab.3 Effect of collection position on yarn irregularity of polyester POY
采用外環吹冷卻方式時,油嘴必需與環吹風筒中心線保持前后、左右位置一致,導致油嘴的調節范圍很小,絲束是垂直狀態進入油嘴的,有可能與油嘴接觸不良,導致POY上油不足。為了讓絲束與油嘴之間形成一定的張力,保證較好的上油效果,油嘴下導絲鉤向內縮進,這樣絲在油嘴和導絲鉤之間形成一個約15°的向內的角度,解決了上油不足的問題。根據83 dtex/144 f POY的品種特點,確定纖維最終上油率為0.45%。
2.6 卷繞速度的選擇
因卷繞頭設計最低速度不能低于2 495 m/min,綜合考慮實際生產情況和試驗結果,初步確定紡絲速度為2 530 m/min。根據用戶要求為了增加產品的斷裂伸長率,紡絲速度最終調整至2 495~2 500 m/min,對應83 dtex/144 f滌綸POY斷裂伸長為115.9% ~120.0%。
2.7 產品質量主要指標
在生產工藝條件下,熔體直紡超細旦83 dtex/144 f滌綸POY主要物理指標見表4。
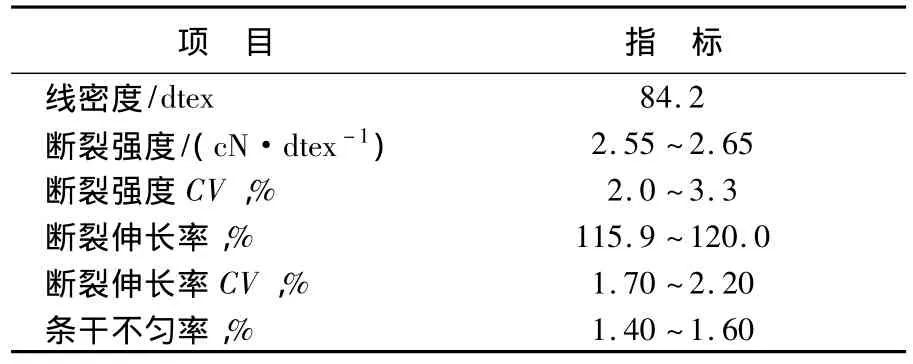
表4 83 dtex/144 f滌綸POY主要物理指標Tab.4 Physical index of 83 dtex/144 f polyester POY
由表4可見,83 dtex/144 f滌綸POY產品的主要物理指標達到較理想的水平,產品經用戶使用,能達到加工要求。
3 結論
a.在帝人公司紡絲設備上,改用中心外環吹冷卻方式生產多孔細旦滌綸POY,產品均勻性有明顯改善,且生產穩定,節能降耗。
b.熔體直紡生產83dtex/144 f滌綸POY的最佳工藝條件為:紡絲溫度為289~291℃,噴絲板孔徑0.17 mm,長度0.54 mm,但組件裝砂量為60~80目/150 g,40~60目/20 g,采用外環吹風冷卻,風壓25~28 Pa,油嘴高度700 mm,上油率0.45%,所紡滌綸 POY 斷裂強度2.55 ~2.65 cN/dtex,斷裂伸長率115.9% ~120.0%,條干不勻率1.4% ~1.6%。
c.該試驗為其他生產線的改造提供了依據,但產品的條干不勻率仍偏高,有待進一步改善。
[1]闞新征.熔體直紡單板細旦滌綸POY 35 dtex/384 f生產工藝[J].合成技術應用,2012,27(3):38 -41.
[2]李允成,徐心華.滌綸長絲生產[M].2版.北京:中國紡織出版社.1994:165.