75dtex/72f滌綸低彈絲生產工藝探討
2013-12-03 05:48:14陸錦明
山東紡織科技 2013年6期
關鍵詞:變形
陸錦明
(南通紡織職業技術學院,江蘇 南通226007)
滌綸低彈絲(DTY)具有質輕、韌性強、手感柔軟滑爽、透氣舒適、懸垂飄逸性好等特點,比較適合于仿真絲織物、桃皮絨織物等。本文就75dtex/72f滌綸低彈絲生產工藝進行探討。
1 工藝流程
采用日本TMT公司生產的ATF-1500FOUR全自動加彈機。其工藝流程如下:
POY→原絲架→預網(根據生產需要可加可不加)→切絲器→第一喂入羅拉→止捻器→變形熱箱→冷卻板→假捻器→張力傳感器→第二羅拉→網絡噴嘴→輔助羅拉→定型熱箱→輸出羅拉→探絲器→油輪→卷繞機構→DTY
2 POY制備DTY原理
制備DTY的過程就是假捻,其假捻變形原理如圖1所示,固定絲的兩端,握住其中間加以旋轉,在握持點上、下兩端的絲條捻向相反而捻數相等,所以整根絲捻度為零并且絲條以一定速度運行。雖然絲條不存在真正的捻度,但卷曲形狀和蓬松性卻被保留了下來。
3 加彈工藝設計
3.1 車速
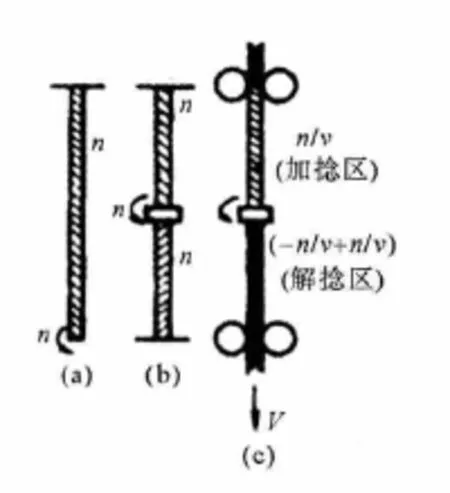
圖1 假捻模型
在生產中,適當地降低加工速度可提高假捻過程的穩定區域。本產品車速設為900m/min。
3.2 拉伸倍數DR
由于POY結晶度和取向度較低,強度、斷裂伸長都比較低,在通過后加工的拉伸和熱定型時,可使纖維的大分子再取向和結晶,從而具備一定的物理機械性能。在后紡加工時如拉伸倍數過大或加工速度過高,都會造成假捻張力增大,使毛絲和斷頭率增加,但拉伸倍數過低,會造成拉伸不勻,并形成僵絲,從而使染色M率下降,DTY染色均勻性差。本產品設計DR為1.816。
3.3 D/Y
D/Y是指摩擦盤圓周速度與被加工絲條離開假捻器時的絲速之比,它的選擇與原絲的總纖度和張力比有關。它保證了DTY的假捻效果,使其具有一定的卷曲和蓬松,同時也決定了DTY的捻數,D/Y大,假捻度越大,則卷縮力愈大,卷縮愈細密而多,外觀也越豐滿。可通過它對DTY的外觀、密度、毛絲、緊點等進行調控。D/Y比不是固定不變的,必須根據張力進行調節,因為車間的溫濕度會發生變化,溫度高,張力就會下降,此時就必須把D/Y往下調,否則染色就會偏淺,反之亦然。此品種設計D/Y為1.780。
3.4 變形熱箱溫度
由于纖維的拉伸應力(屈服強度)較高,絲條如果在低溫狀態下硬性拉伸,單絲表面容易破裂,內部也可能出現空洞,產生毛絲和斷頭。只有在具有一定溫度條件下拉伸,才能使纖維得以充分變形。設定變形溫度時,要綜合考慮變形絲的性質,原絲的纖度、單絲數(dpf)、熱箱長度及加工速度等因素。當溫度偏低時,絲條假捻變形不良,缺乏彈性。當溫度過高,則會導致絲條粘連,出現緊點、僵絲,纖維的手感也會變得粗糙。變形熱箱分長區和短區,此品種設計變形熱箱長區溫度為375℃,變形熱箱短區溫度為260℃。
3.5 冷卻板
經過變形熱箱后的絲條溫度較高,剛性不足,須將絲條經冷卻板冷卻至80℃以下,把絲條的塑性形變固化下來,并使之具有足夠的剛性,保證加捻的正常進行。冷卻效果由車速、POY油劑性能及含油率、冷卻板長度、車間環境溫度、通風條件、氣候等因素息息相關。SCP即負壓,直接控制冷卻板,此品種設計負壓為1.0±0.2。
3.6 定型熱箱溫度H2
H2溫度也叫定型溫度。變形絲在定型熱箱中處于低張力狀態,假捻產生的卷曲絲圈有自由收縮的機會。卷曲力弱的絲圈會因收縮而消失掉,使變形絲的卷曲性能降低。但通過定型加熱可進一步消除內應力,而使卷曲更加牢固,尺寸穩定性變好,殘余扭矩減小,加之結晶的進一步完善,使其沸水收縮率降低。變形絲也由高彈態轉為低彈態,稱為低彈絲。此品種設計定型箱溫度為165℃。
3.7 第二超喂率OF2
第二超喂率OF2即(第二羅拉表面速度-輸出羅拉表面速度)與第二羅拉表面速度的比值的百分數。在定型熱箱內絲條發生一定的收縮,它的大小與OF2有關,OF2越高,DTY愈接近松弛狀態下的熱定型,絲的收縮率越高,內應力松馳愈徹底,DTY的卷上縮率降低愈大。一般根據絲條在定型熱箱里的張力情況來確定OF2的大小,對于網絡絲來說,還要考慮到絲條在噴嘴進出口的張力大小。如果OF2太小,絲條在噴嘴里的張力較大,氣流對絲條的開松和纏結作用程度下降,不利于網絡成形。當OF2較大時,絲條在噴嘴進口處易噴絲,甚至造成第二羅拉纏絲,絲條在噴嘴里面,也會由于張力太小而易偏離噴嘴中心噴孔位置,出現網絡不均勻。此品種設計OF2為2.0%。
3.8 第三超喂OF3
第三超喂OF3即(第二羅拉表面速度-黑棍表面速度)與第二羅拉表面速度的比值的百分數。OF3主要是控制絲的卷繞張力,保證絲錠具有一定的卷徑、成型和硬度,還能調控上油量。OF3的大小一般按照成品絲卷裝所需的張力大小來調節。OF3直接影響卷徑的大小,也不是固定不變的,必須根據生產實際進行調節。此品種設計OF3為1.50%。
3.9 上油與油位
DTY上油可保證絲具有較好的平滑性、集束性和抗靜電性。這樣可以減少DTY絲的摩擦系數和上油率;絲錠的卷繞成型、退繞性能更加良好,更能滿足織造的要求。DTY上油率偏低時退繞困難,影響后續工序的加工,所以成品含油一般控制在2.5%±0.8%為宜。此品種油輪轉速設為0.55rpm,可根據生產實際的卷重進行調節,油劑為傳化油劑。機臺油槽油位設定在2.3cm±0.3cm范圍內,長測油位,確保絲卷含油率的正常。
4 結語
4.1 在生產75dtex/72f滌綸低彈絲時,拉伸倍數DR為1.816,YS為900m/min。
4.2 采用D/Y為1.780,變形熱箱長區溫度為375℃,變形熱箱短區溫度為260℃,定型箱溫度為165℃,第二超喂率OF2為2.0%,第三超喂OF3為1.50%,生產穩定,毛絲和斷頭率低,實測線密度為72.8dtex,斷裂強度為4.0cN/dtex,斷裂 伸 長 率 17.5%,網 絡 數90個/m,含 油 率2.30%,卷曲收縮率9.3%,卷曲穩定性80.4%,沸水收縮率3.0%。
[1]方明禮.22dtex/24f細旦滌綸低彈絲生產工藝探討[J].合成纖維工業,2008,31(2):54—55.
[2]馬順彬,蔡永東,葛龍德.滌綸包覆紗緯彈色織面料的生產技術要點[J].棉紡織技術,2011,39(3):60—62.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
