Tencel牛仔布的設計與開發
2013-12-03 05:48:12朱祎俊鄧秀萍
山東紡織科技 2013年6期
關鍵詞:工藝
朱祎俊,鄧秀萍
(1.三明職業技術學院,福建 三明365000;2.三明紡織有限公司,福建 三明365000)
Tencel纖維屬于精制纖維素纖維,它既具有棉纖維的自然舒適性,又具有粘膠纖維優良的懸垂飄逸性和滌綸纖維的高強度,還兼有真絲般柔軟的手感和優雅的光澤。其織物擁有獨特的柔軟和光滑感,富有彈性,懸垂感、硬挺度好、吸收性好、觸感柔滑等優點,很適合生產石磨藍、雪磨藍等花色牛仔布用紗。Tencel纖維比傳統的纖維素纖維具有更高的可染性、強力和濕強,開發出的高檔牛仔服裝面料更加挺括、粗獷,以天然抗菌性能優良、懸垂性佳、手感柔軟、尺寸穩定、穿著舒適涼爽和免熨燙的優良性能,充分滿足了消費者對面料的功能性、裝飾性、保健性、舒適性和衛生性的需求[1]。
1 設計構思
將Tencel纖維通過漿染工藝靛藍色染料上染,經紗呈現色彩深淺不一的效果,制成織物后,在織物基本紋理中,增添“雨絲紋”的機理效果。為了給織物增添粗獷風格,豐富織物紋理效果,在緯紗配置上,采用與經紗相同線密度結構的Tencel紗線;組織配置上,采用少量平紋線將斜紋牛仔布間隔成窄條,條紋寬度控制在0.3~0.7cm,賦予織物節奏感(見圖1)。經石磨后,織物手感柔軟,布面豐滿有絨感。織物規格配置按輕型牛仔布設計,成品主要用于夏季布料[2-3]。
圖1 混紡色織條紋牛仔布
2 Tencel纖維紗線及其性能指標
Tencel纖維成束狀,不含雜質和短絨,只有少量并絲,且長度整齊度好,其主體長度為38 mm,線密度1.7dtex,非常適宜轉杯紡加工牛仔布用紗。主要用靛藍染料進行染色,經織造、退漿、皂洗、定形工序后縫制成半成品,再進行揉、壓及酶處理,柔軟飄逸,具有仿綢風格。
原料性能、原紗條件和織物結構是制定生產工藝的重要依據,入廠原紗性能的測試結果如表1所示。
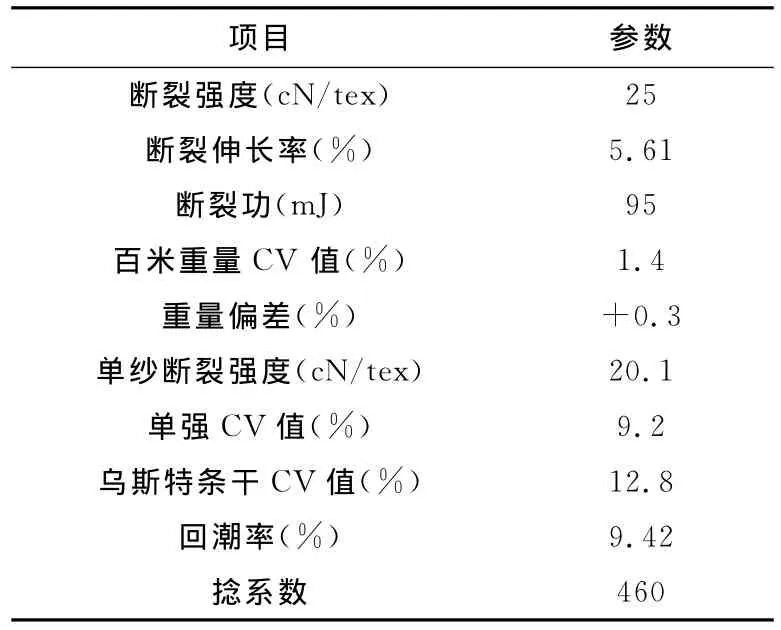
表1 29.2tex Tencel紗線性能指標
從表1可看出,Tencel紗線的斷裂強度雖然很大,但紗線的延伸度卻較小,因而整個工藝路線的制定應著重保持Tencel紗線的彈性,保持其伸長[4]。
3 織物設計
3.1 產品規格
經紗:OE 29.2tex,Tencel纖維轉杯紡紗;
緯紗:OE 29.2tex,Tencel纖維轉杯紡紗;
經緯紗密度:經紗390根/10cm;緯紗255根/10cm;
經緯紗緊度:經紗78%;緯紗51%;總緊度89.2%;
成品幅寬:160cm;
織物組織結構:組織為2/1右斜紋+平紋,布邊組織為2/2經重平。
3.2 工藝流程
4 主要生產工序和技術關鍵
4.1 絡筒工序
為了提高牛仔布質量,適應高速織機織造,采用奧托康納238自動絡筒機,卷裝形式便于退繞、清除紗疵,改變紗線張力,均勻卷繞密度。絡筒工藝參數確定如下:卷繞速度2000m/min;張力裝置采用張力閉環控制;電清倍數1.5。因Tencel紗線的伸長率小,為防止紗線的彈性損失,在保證筒子的卷繞密度、成形良好的前提下,絡筒張力應偏小掌握,絡紗張力控制在紗線斷裂強力的10%~12%比較合適。
4.2 整經工序
由于牛仔布生產工藝的特殊性,對整經工藝應特別重視,該工序采用GA121-80型高速整經機,因該整經機張力架設計合理,采用變頻調速、紅外線斷經自停、液壓剎車等機構,可以保證經紗張力穩定,卷繞密度均勻,提高經軸好軸率。
4.2.1 均勻整經張力
整經伸長率控制在0.8%左右,以降低經紗斷頭率;采用整批換筒方式,使整個經軸的張力一致,平整度好[5]。盡量減小上、下層經紗和前、后排經紗的張力差異,保證片紗張力均勻。整經工藝:張力圈重量,前排5g、中排4g、后排3g;控制整經張力中間30cN/根,邊紗35cN/根。
4.2.2 整經速度
整經機車速450m/min。牛仔布經紗整經時若速度過高,在剎車時,紗線易扭結,當下次開車時,會引起張力不勻、斷頭增加,甚至扭結進入卷繞軸,給后加工帶來嚴重危害,且速度過高,筒子退繞會產生直徑較大的氣圈,因相碰而使斷頭增加。為了減少斷頭、提高經軸質量,不宜采用過高的整經速度。
4.2.3 整經機上機工藝參數(見表2)
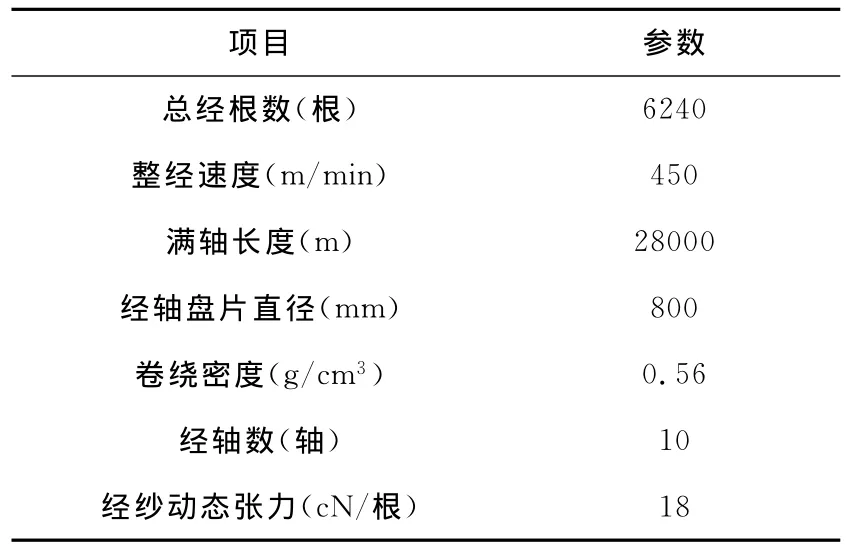
表2 整經機上機工藝參數
4.3 漿染工序
4.3.1 漿染要求
本道工序采用香港新利漿染聯合機,用靛藍染料染色。
4.3.2 工藝流程
原紗→煮練→水洗→染色→水洗→預烘→上漿→烘干→分絞→卷取。
(1)染色
Tencel纖維的吸色性能較棉纖維佳,染色時染液中的靛藍染料濃度可比純棉原料的品種略為低些。染漿工藝應貫徹“小張力、保伸長、貼毛羽”的工藝原則,具體工藝如下:采用靛藍染料浸軋染色的軋染液染色配方:靛藍染料濃度母液80g/L,其他助劑比例配制見表3,染色工藝參數如表4所示。
(2)漿紗
Tencel紗線的單紗強力高、延伸性小、毛羽長,故上漿應以貼伏毛羽為主,提高強度為輔,紗線表面形成一層完整的漿膜,貼伏毛羽,同時保紗線的彈性伸長。配方中以PVA、變性淀粉為主漿料,輔以丙烯酸類漿料,使漿膜完整,漿紗毛羽伏貼,無粘并,易分絞。同時采用較小的張力,控制紗線伸長率盡量不超1.0%。上漿工藝參數如表5所示。

表3 其他助劑比例配制
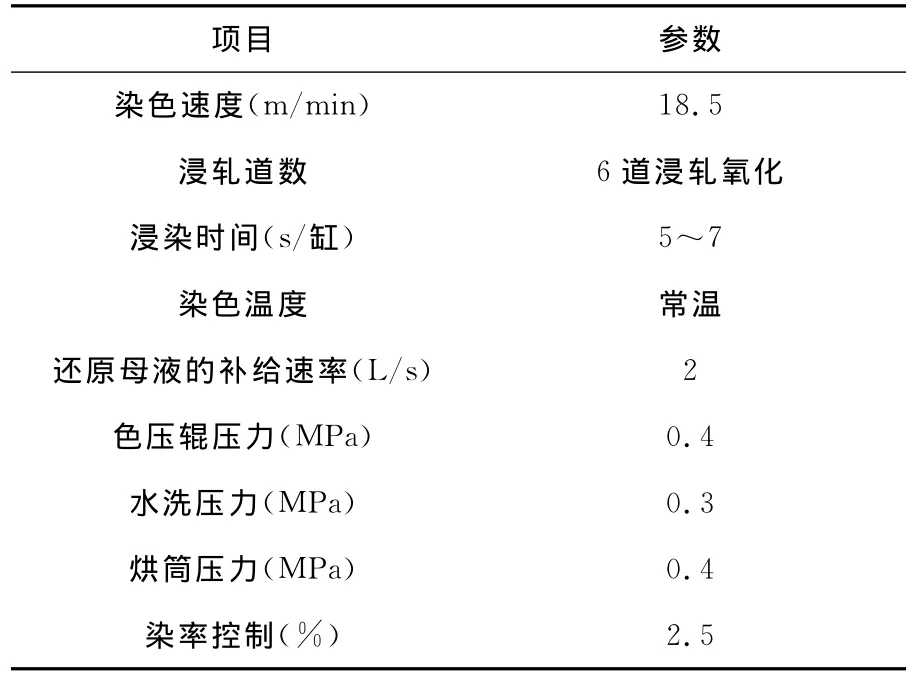
表4 染色工藝參數
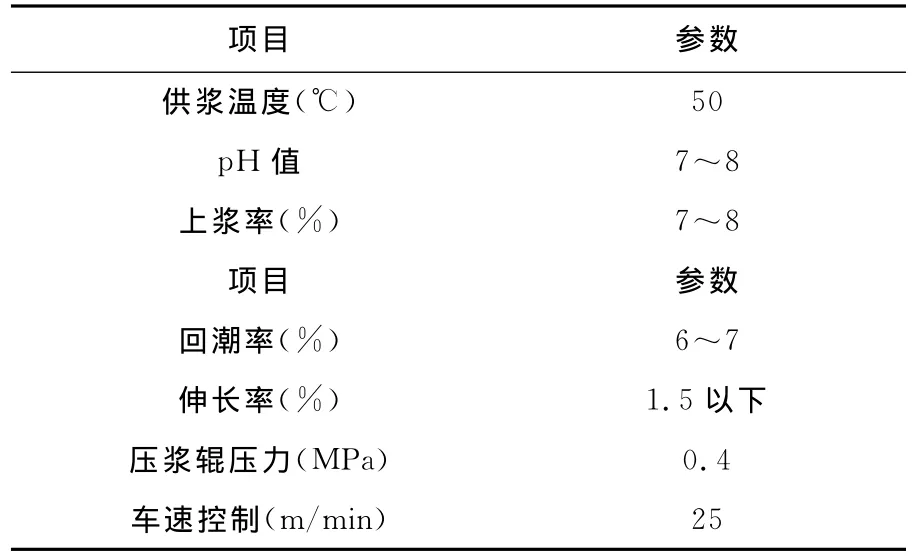
表5 上漿工藝參數
4.4 穿經工序
本道工序采用G177型三自動穿經架、日本豐田自動結經機,采用7頁綜框、順穿法,地組織和邊組織均為4入/筘,筘號149.5齒/10cm。
4.5 織造工序
Tencel紗線不適宜在高溫、高濕環境下織造,相對濕度偏小掌握為好;溫度控制在25~28℃,相對濕度制在75%~80%左右。為滿足牛仔織物強打緯要求,保證在布面勻整的基礎上達到條紋清晰,減少三跳疵點,需適當加大上機張力[6]。
本工序采用P7100型片梭織機織造Tencel牛仔布具有以下優點:
(1)采用混緯供緯,大大降低了Tencel牛仔布緯向疵點;
(2)采用共軛凸輪固定鋼筘打緯機構,確保打緯力,滿足Tencel牛仔布的制織;
(3)采用尋斷緯機構,避免值車工操作失誤而造成的開車稀密路疵點。片梭織機上,經紗斷頭后,轉動操作手柄,可使開口、卷取及送經機構從傳動系統中脫開,經操作手柄使綜框升降變換,找出并拆除織口中的緯紗,投入新的緯紗后開車;
(4)采用電子控制送經機構,保證從滿軸到空軸經紗張力始終保持一致。片梭織機上采用無接觸傳感器檢測經紗張力。經紗張力變化由電動機驅動,通過對開車位置的設定,在接好經紗或緯紗斷頭后,自動調整經紗的張力,開車橫檔被控制到最低限度。電子控制送經機構極少需要維護,方便了操作,對保證織物質量有積極的作用。織造工藝參數如表6所示。
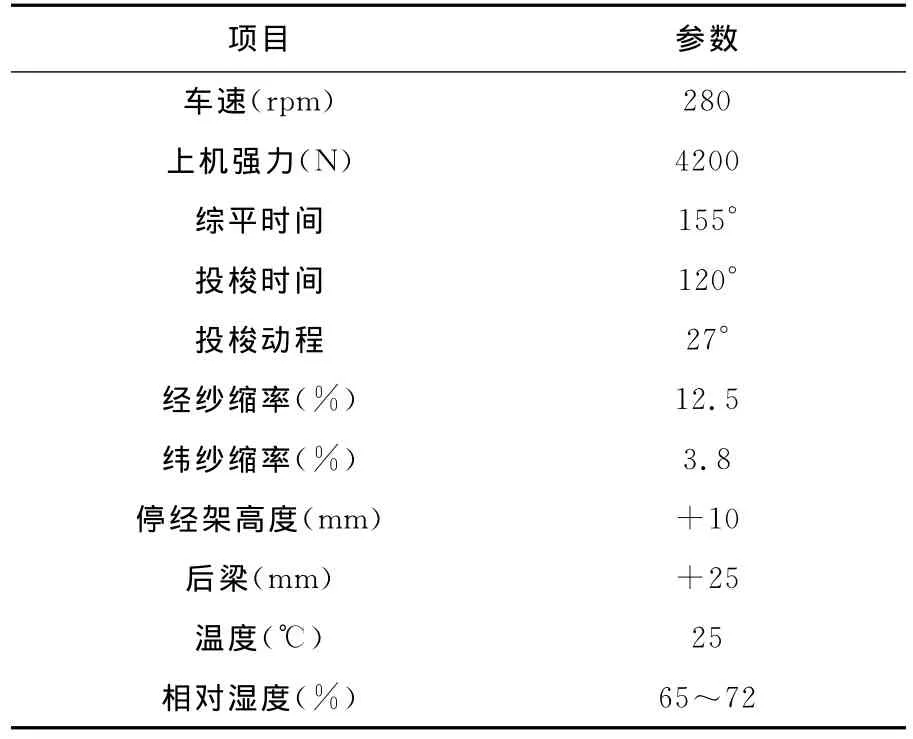
表6 織造工藝參數
因Tencel紗剛性大,停車檔比一般品種嚴重,故應制定合理經位置線,上機張力適當以開口清晰為準,同時提高剎車靈敏度減少開車印。此外,邊撐刺環用兩個帶鋼針銅環且無倒刺,其余全是膠皮環,否則成品布邊毛羽明顯[7]。
4.6 后整理流程
坯布→燒毛→上漿→拉斜(整緯)→預烘→橡毯預縮→呢毯烘燥→成品檢驗→成包。
整緯拉斜操作時注意斜紋方向,不要搞錯,以免導致服裝變形走樣。防縮整理前最好對防縮橡毯進行整磨,保證預縮率,同時應嚴格控制進布含水率,防止打滑。
5 結語
Tencel紗線吸色能力較強,染色時的靛藍染料濃度可比純棉低些。Tencel紗線較光滑,織成的織物經反復洗滌后易產生相對滑移,故組織設計時應注意經緯密度的配置合理;紗線盡量采用無結頭紗,避免洗后脫節,保證布面美觀。Tencel纖維在牛仔布中的運用,提高了牛仔布的保形性和抗皺性,以其吸濕性好、色澤鮮艷、飄逸柔軟、仿綢風格的獨特效果,突破了傳統牛仔布厚重、粗獷、紋路清晰的特點,轉向時裝化、高檔化[8],做成襯衣、長短裙、長短褲等批量生產投放市場,引起強烈反響,供不應求,并具有良好的經濟效益,市場潛力很大。
[1]祝永志,崔玉環.竹亞麻毛彈力牛仔布的開發與生產[J].上海紡織科技,2005,33(4):30—33.
[2]眭建華,顧平.天絲/竹纖維牛仔布新品開發[J].絲綢,2004,48(12):12—13.
[3]羅小芹.竹原纖牛仔面料的開發[J].山東紡織科技,2008,49(2):11—13.
[4]張玉清.轉杯紡加工 Tencel針織紗[J].上海紡織科技,2001,29(8):14—15.
[5]上海棉紡織工業公司.棉紡手冊[M].北京:紡織工業出版社,1990.
[6]荊妙蕾.牛仔布生產工藝中的主要問題分析[J].上海紡織科技,2006,34(8):13—16.
[7]蔣玉花,許嘉寧.如何控制牛仔布后整理中的整緯[J].化纖與紡織技術,2003,(4):16—18.
[8]祝永志.竹纖維彈力牛仔布的開發與生產[J].山東紡織科技,2004,45(8):10—13.
[9]鐘軍.莫代爾/精梳棉/金絲提花牛仔布的開發與生產[J].山東紡織科技,2001,52(3):12—14.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
