低成本超大型筒體過卷返修工藝
2013-11-30 08:59:50王天雄上海電氣核電設備有限公司201306
裝備機械 2013年4期
王天雄 上海電氣核電設備有限公司 (201306)
王天雄(1986年~),男 ,學士, 助理工程師,主要從事第三代核電制造技術。
1 卷板及過卷的產生
1.1 產品介紹
某反應堆壓力殼部件由5節筒體組焊而成,其中每一節筒體由2塊鋼板拼接后卷制成形,尺寸見表1。從筒體的內徑可知,該筒體屬于超大型筒體,其制造難度遠大于普通筒體。
1.2 卷板工藝
卷板指采用滾壓的方法彎曲平板,最終形成滿足尺寸要求的筒體的一種制造方法。傳統的卷板工藝包含以下工序:劃線、平板拼接、預彎、切除直段、加工坡口、合攏焊接、復矯圓。其中,預彎工序是決定筒體成形后圓度的重要工序。預彎過程包括壓頭和預卷。壓頭就是采用局部下壓的方法將鋼板最難以成形的兩端壓制成形的過程。預卷就是采用滾壓的方式使筒體初步成形,筒體預彎過程見圖1。
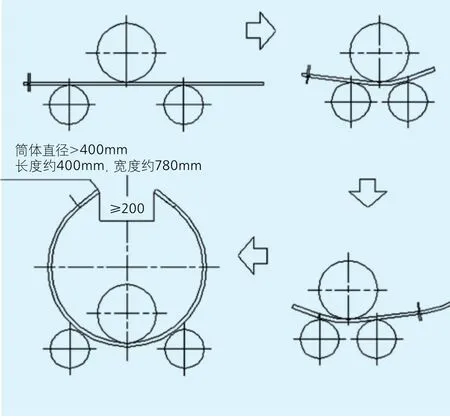
圖1 筒體預卷
1.3 過卷狀態
過卷指的就是在預卷的過程中下壓力過大,使筒體成形后曲率大大超出要求的質量事故。由于組成筒體的兩塊鋼板屈服強度不同,卷板機操作人員操作不慎,造成筒體預卷后一端過卷,如過卷弧長為4 800mm,過卷半徑最小約為R2 422mm,見圖2。
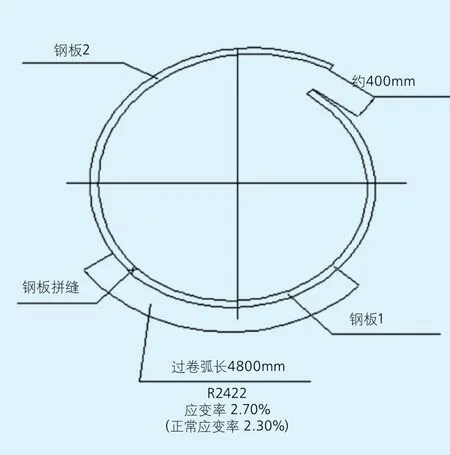
圖2 過卷狀態
1.4 過卷原因分析
出現過卷事故后,現場組織多次原因分析會議,并總結出以下四條主要原因:
(1) 缺乏超大筒體卷板經驗;
(2) 操作人員違反操作規程;
(3) 兩鋼板屈服強度有差異;
(4) 對大型筒體卷板認識不足。
2 傳統過卷返修工藝
2.1 四輥卷板機矯形
四輥卷板機矯形的方法就是利用四輥卷板機夾持鋼板的一端,利用筒體的重力對其進行矯形。由于此方法使筒體變形的力僅為筒體的重力,無法使筒體發生較大變形,所以此方法并不適用于目前的情況。四輥卷板機矯形的方法見圖3。
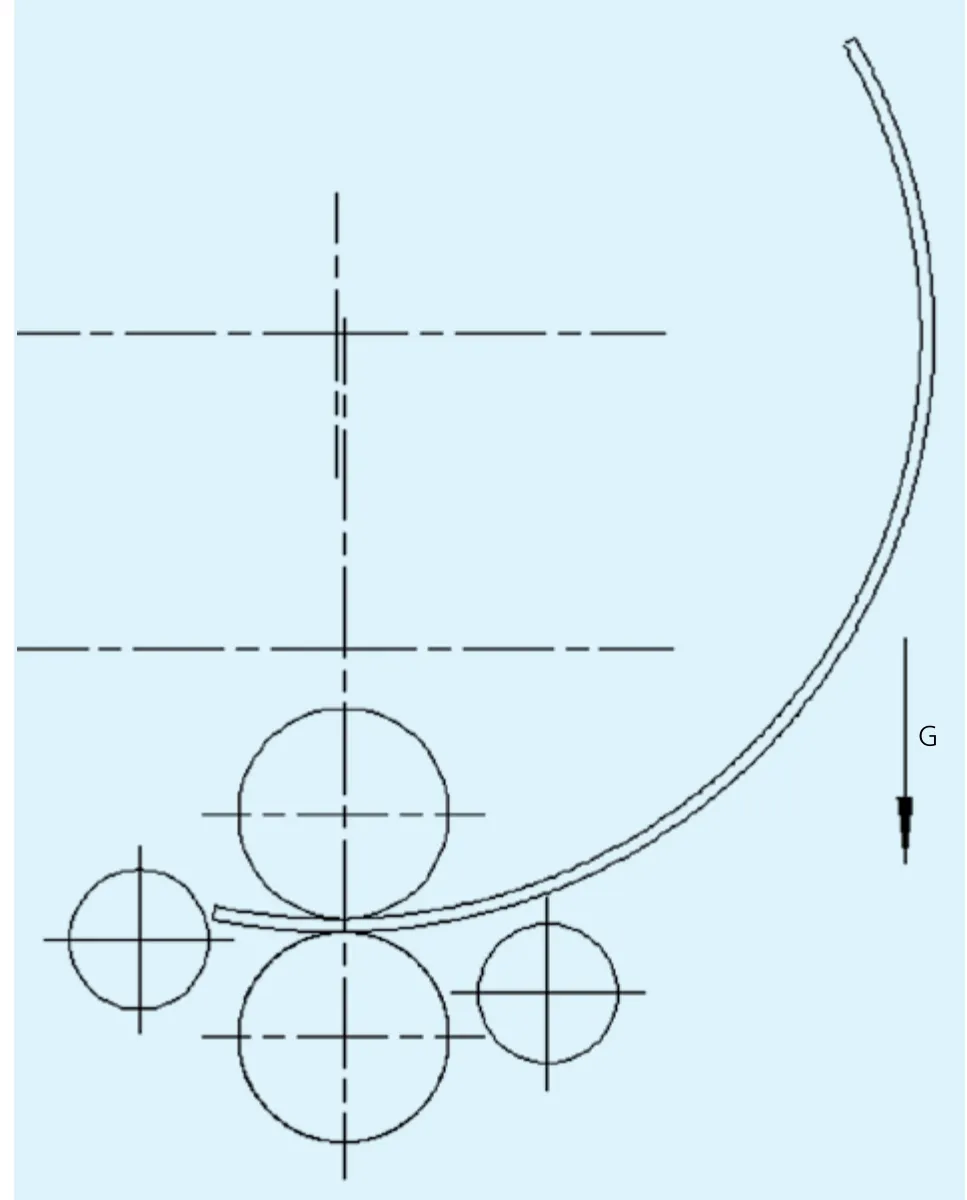
圖3 四輥卷板機矯形
2.2 水壓機矯形
水壓機矯形指利用大型水壓機將筒體強行壓制變形的方法。針對目前筒體狀態,需要利用水壓機矯形就必須將鋼板切割為兩板,才能滿足水壓機工作時的工位布置。矯形工藝如下:
(1) 將過卷的筒體鋼板側立起來,劃出鋼板拼縫位置線,氣割拼縫使2塊鋼板分開,并使用油漆筆在鋼板內外壁和側面明示過卷區域;
(2) 將過卷鋼板采用水壓機將鋼板過卷位置(弧長4 800mm區域)矯形至約R3 000mm(見圖4,略大于筒體名義內徑)。在矯形前,在壓機上模與鋼板之間墊以薄鋼板,避免矯形時傷及鋼板內壁。矯形僅針對已標記出的過卷位置,其余位置不進行矯形;
(3) 水壓機矯形完成后,加工去除前述熱影響區(約10mm)并加工拼接坡口(包括另一塊鋼板),在鋼板兩側裝焊臨時吊耳;
(4) 利用V形鐵和墊鐵,重新拼焊2塊鋼板;
(5) 上卷板機完成卷板,并合攏縱縫。
該方案的優點為:矯形成功率高,矯形效率高,無需工藝評定。但也有致命的缺點,即運輸、切割、焊接、壓機矯形的成本大,且鋼板重新焊接周期長。
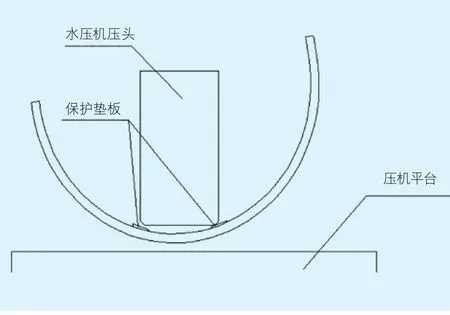
圖4 水壓機矯形
3 全新低成本返修工藝
3.1 工藝過程
利用現有的試驗用工裝筒體及加熱裝置,制定如下全新返修方案:
(1) 吊裝過卷的上筒體4套入工裝配重筒體(重200t)中,底部接觸區域墊鐵皮保護,見圖5。
(2) 安裝電加熱裝置,加熱筒體過卷部分,溫度560~580°C。
(3) 保持溫度,行車起吊插入過卷上筒體的吊梁(吊梁與筒體之間墊鐵皮保護),使筒體過卷區域張開至曲率滿足要求。
(4) 校正后,筒體空冷至常溫,上卷板機完成預卷。
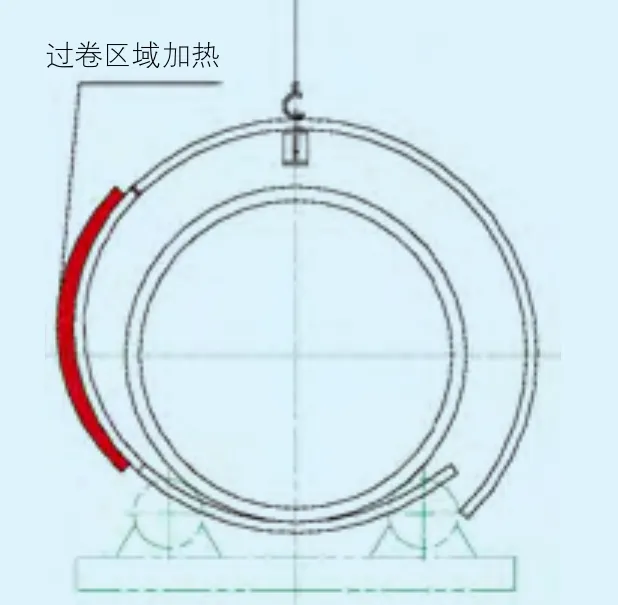
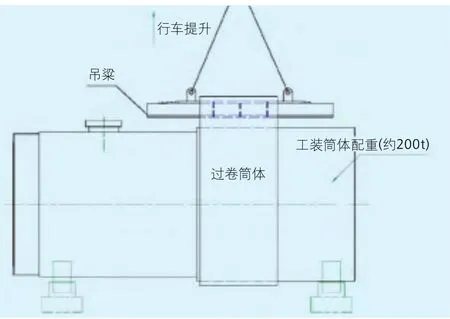
圖5 全新低成本返修方案
3.2 優缺點分析
優點:成本低,矯形周期短。
缺點:工位布置困難,方案設計難度大,對操作工要求高,可操作性較高。
3.3 可行性分析
按有限元計算結果,行車提升力為1×103kN時筒體最大應力為452MPa,見圖6。
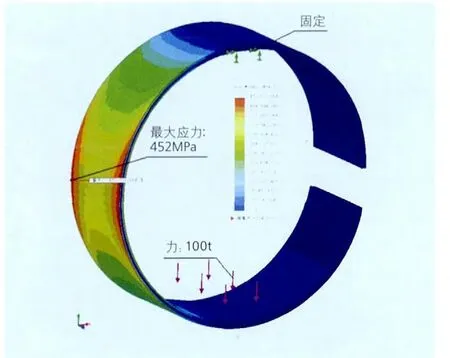
圖6 有限元分析
(1) 筒體板材(SA533)常溫下屈服強度為532 MPa。
(2) 根據實驗SA508-3材料在560~580°C情況下屈服強度下降30%~40%,而筒體板材SA533與SA508-3材料化學成分、力學性能基本相同。
(3) 可以預估板材在560~580°C情況下屈服強度為350 MPa左右。
(4) 行車提升力為1×103kN時,就可以進行筒體校正。
(5) 車間空余行車最大提升力150t,滿足矯形要求。
3.4 工藝評定
3.4.1 由于局部加熱矯形方案其加熱溫度僅為560~580°C,遠低于材料下相變溫度(鐵素體相變溫度Ac3≈727°C);按ASME NB-4212規定,此成形工藝屬于冷成形。
3.4.2 卷板工藝成形評定
(1) 在所有筒體中選擇三塊不同爐號的板材切取足夠大試板,在試板上直接拉伸,來模擬表面最大應變率;
(2) 模擬拉伸后增加矯形加熱過程中的模擬加熱過程(用戶要求)與最終能夠縱縫焊接后的模擬焊后熱處理;
(3) 試板及板材上取足夠的夏氏V形缺口試樣,區分模擬前和模擬后材料在轉變區域內的至少五種不同溫度分布下進行夏比缺口沖擊試驗,并按要求做落錘試驗找出模擬試驗后材料無塑性轉變溫度RTNDT;
(4) 繪制模擬拉伸及熱處理前與模擬試驗后的材料制橫向膨脹量和吸收能量值的轉變曲線;
(5) 找出在用戶服務溫度下,橫向膨脹量和吸收能量的最大變化;
(6) 檢查所有板材入廠報告,查看材料在成形前是否具有足夠的沖擊性能,以補償由所用的評定過的成形工藝引起的沖擊性能最大損失;
(7) 此評定不僅覆蓋所有筒體卷板的材料性能評定,同時覆蓋過卷返修材料的性能評定。3.4.3卷板工藝成形評定結果
所有參數均滿足并遠高于反應堆壓力容器SA533B鋼板技術條件中對材料斷裂韌性要求;可以斷定板材在變形后(卷制成形及過卷返修)材料依然滿足沖擊性能要求,見圖7。

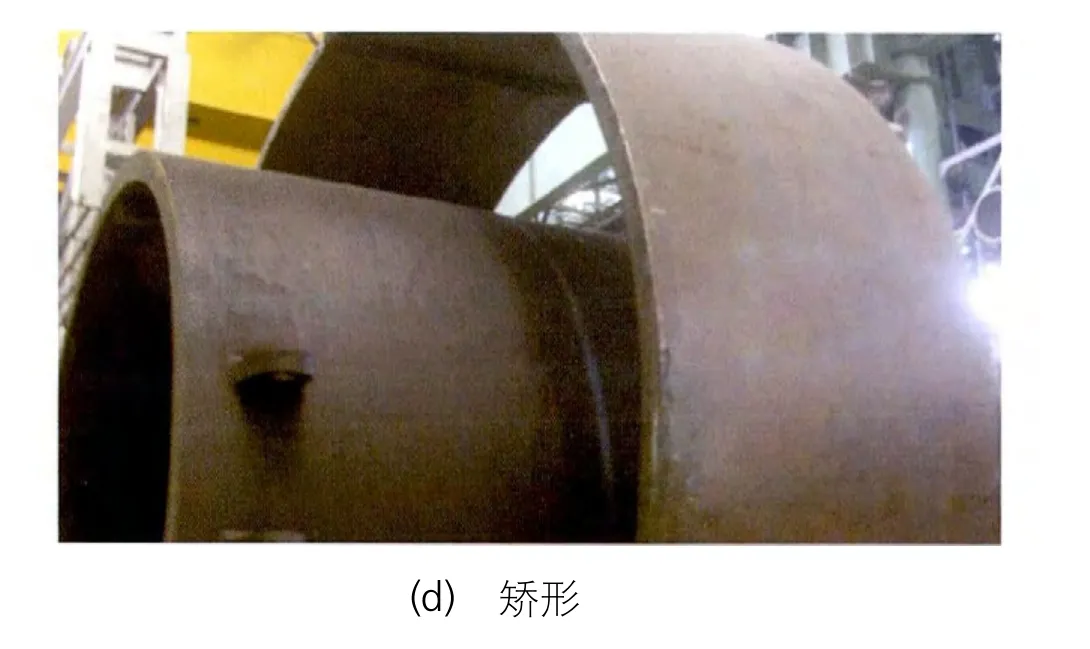
圖8 矯形工藝過程
3.5 過程參數
整個返修過程經過3次加熱。第一次保溫時間2h,第二次保溫時間為3h。由于保溫時間不足,未給筒體變形足夠的變形時間,所以矯形效果不明顯。第三次矯形保溫時間16h,在確保了足夠的筒體變形時間后,矯形效果明顯。
3.6 返修結果
(1) 過卷不符合項已關閉;
(2) 筒體已經拼縫、焊接并復校圓;
(3) 目前筒體尺寸達到圖樣要求。
4 小結
新方法與傳統方法相比對車間工裝及設備的利用更為合理。與水壓機矯形工藝相比節省約45萬元,并節省大量資源(運輸、水壓機能源消耗、重新焊縱縫所需材料及能源)。矯形效果良好,值得推薦。
不過,雖然有高效的矯形返修工藝,但更需要加強對卷板操作人員的培訓,杜絕過卷事故的發生。
[1] 中華人民共和國機械行業協會.《JB/T 11195-2011水平下調式三輥卷板機》[S]中華人民共和國工業與信息化部,北京:機械工業出版社,2011.
[2] 美國機械工程師協會.《美國機械工程師協會鍋爐及壓力容器規范(ASME)》中文版2007版[S].中國《ASME規范產品》協作網.北京:中國石化出版社, 2007.
[3] 陳超祥. SolidWorks Simulation基礎教程[M].北京:機械工業出版社,2012.
猜你喜歡
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
設備管理與維修(2016年5期)2016-03-16 02:20:45
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年11期)2015-03-16 05:57:40
