大型軸瓦加工工藝分析及變形控制
2013-11-26 03:11:50林景華
機械制造 2013年4期
關(guān)鍵詞:變形
□ 林景華
大連華銳重工集團(tuán)股份有限公司 遼寧大連 116031
冶金行業(yè)大型剪切設(shè)備中減速機的軸其支撐軸承大部分都選擇剖分式軸瓦結(jié)構(gòu),材料為鑄造鋁青銅合金,這種銅合金強度高、耐磨、耐蝕,可耐高溫達(dá)250℃。銅瓦也稱滑動軸承,工作中主要是與軸頸間形成油膜間隙,一層很薄的油膜在其相對運動時起潤滑作用。如果潤滑不良,則可能導(dǎo)致軸與軸瓦直接接觸,產(chǎn)生摩擦,摩擦產(chǎn)生的高溫將導(dǎo)致軸瓦損壞。盡管軸瓦是由耐高溫的銅合金材料制成,但直接接觸產(chǎn)生的摩擦高溫仍能將其損壞,因此軸瓦與軸之間的間隙大小決定了滑動軸承的精度,而軸與軸瓦的加工則是保證軸承精度的關(guān)鍵。軸頸的加工通過磨削可以很容易達(dá)到,但大直徑、薄壁軸瓦的加工以及變形一直是制造中的難點,筆者對此類件的加工工藝和變形修復(fù)進(jìn)行了大量的研究和實踐,總結(jié)了一些制造經(jīng)驗。
1 大直徑、薄壁軸瓦的特點及變形分析
1.1 大直徑、薄壁軸瓦的特點

▲圖1 軸瓦加工圖
大直徑薄壁軸瓦一般是指孔徑≥560 mm、壁厚≤25 mm的徑向剛度很小的套類件,主要技術(shù)指標(biāo):外圓、內(nèi)孔的尺寸公差;外圓、內(nèi)孔的圓度誤差;內(nèi)外圓的同軸度誤差;端面與內(nèi)孔的垂直度誤差,如圖1所示(此件為國內(nèi)某鋼廠大型剪切減速機上使用的軸瓦)。
由于這類軸瓦結(jié)構(gòu)型式的限制,制造過程中最常見的問題是受切削熱、切削力和夾緊變形的影響而導(dǎo)致軸瓦的加工精度達(dá)不到圖紙要求,通常的工藝流程是粗車-切分-銑接合面-組合-半精車、精車,雖然加工工藝流程基本都一樣,但具體加工參數(shù)和方法如選擇不當(dāng),得到的加工質(zhì)量就可能完全不同。
1.2 軸瓦的變形分析
軸瓦的加工變形和存放變形是同時存在的,加工變形主要受夾緊力和切削力影響較大,而存放變形則是人為的因素多一些。
2 加工工藝的優(yōu)化
2.1 合理選擇加工刀具和切削用量
1)切削刀具的選擇。軸瓦的原材料一般為鋁青銅ZCuAl10Fe3,其中主要合金元素Al含量為 8.5%~11.0%,F(xiàn)e含量為2.0%~4.0%,具有高的力學(xué)性能,耐磨性和耐蝕性能好,抗拉強度 σb≥490 MPa,屈服強度σS≥180 MPa,伸長率 δ5≥13%,是一種易切削合金,可以選擇普通的高速鋼或硬質(zhì)合金材料刀具。刀具要保證刃口鋒利,可以采用較大的前角和主偏角,刀具各角度的選擇見圖2所示。
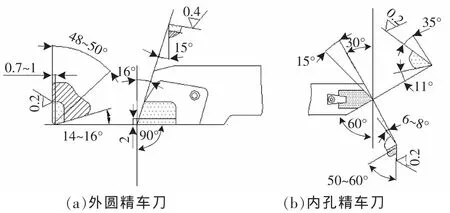
▲圖2 選用刀具角度
2)切削用量的選擇。為減少工件的振動和變形,應(yīng)使工件上受的切削力和切削熱盡可能小,為此在切削加工時應(yīng)選擇較高的切削速度、較小的切削深度和進(jìn)給量。 本件加工時,選擇的切削參數(shù)推薦如下:
半精車:切削速度v=40~45 m/min;進(jìn)給量 f=0.6~0.7 mm/r;切削深度ap=0.5 mm。
精車:切削速度v=10~12 m/min; 進(jìn)給量 f=5~6mm/r;切削深度ap=0.08 mm。

▲圖3 軸瓦裝夾
2.2 夾緊力對變形的影響
1) 工件的安裝。采用臥式車床加工,需要留工藝夾頭并車應(yīng)力釋放槽(見圖3),工件采用軸向夾緊,在一次裝夾中完成內(nèi)、外圓及一端面的加工,最大程度減少裝夾對徑向變形的影響。
2)如必須采用徑向夾緊工件時,為減少夾緊變形,應(yīng)增加卡爪數(shù)量,增大接觸面積。必要時也可增設(shè)輔助支撐。
2.3 切削熱的控制
切削過程中產(chǎn)生的切削熱是不可避免的,該熱量不僅影響工件的變形,對刀具的耐用度也會產(chǎn)生很大的影響。為此在加工過程中必須使用充足的切削液,粗車時可以選擇濃度小的乳化液,在精加工時采用濃度大些的乳化液。
3 軸瓦變形修復(fù)
由于軸瓦加工時受切削應(yīng)力的影響以及在運轉(zhuǎn)、放置過程中受工裝的限制,變形是不可避免的。通過多年的實踐總結(jié)發(fā)現(xiàn),大部分的變形都是瓦徑在剖分面減小。安裝在軸承座上后,瓦口將呈縮徑狀態(tài),由此而導(dǎo)致軸瓦外徑與軸承座孔接觸面積達(dá)不到要求。
針對以上出現(xiàn)的變形,實際生產(chǎn)過程中,一般采用油壓機配合木制工裝修復(fù)(見圖 4)。
首先將軸瓦安裝到軸上,在軸瓦的頂面加方木,并且根據(jù)材質(zhì)和變形大小加墊片厚度,逐步加載油壓機的壓力,卸載后拆落工件,檢查瓦口直徑大小,根據(jù)實測結(jié)果確實是否需要再次校形。

▲圖4 軸瓦修復(fù)
4 小結(jié)
一直以來,傳統(tǒng)的做法都要求軸瓦必須刮研,其目的一是提高精度,二是增大儲油空間,似乎不刮削的軸瓦就不應(yīng)該安裝在設(shè)備上,其實這是個誤區(qū)。刮研是在零部件的加工精度較低或設(shè)計結(jié)構(gòu)要求不盡合理的情況下采取的補救措施。隨著近年來機床精度的提高,特別是數(shù)控機床的使用,零部件的加工精度已經(jīng)顯著提高,產(chǎn)品的設(shè)計結(jié)構(gòu)也日趨先進(jìn)合理,目前國外的軸瓦已經(jīng)不再采取刮研的方式。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36