EM253 位控模塊在步進(jìn)電動機控制中的應(yīng)用
2013-11-22 07:51:36徐鹿眉
微特電機 2013年9期
關(guān)鍵詞:指令
徐鹿眉
(黑龍江工程學(xué)院,黑龍江哈爾濱150050)
0 PLC 控制步進(jìn)電動機概述
步進(jìn)電動機控制方法簡單,轉(zhuǎn)速與高速脈沖頻率成正比,角位移與脈沖個數(shù)相對應(yīng)。西門子S7 -200PLC 晶體管輸出型具有2 個高速脈沖輸出端子,分別是Q0.0 和Q0.1,可輸出高速脈沖對步進(jìn)電動機進(jìn)行調(diào)速控制。S7-200PLC 輸出高速脈沖和高低電平2 組信號給步進(jìn)電動機專用驅(qū)動器,步進(jìn)電動機驅(qū)動器驅(qū)動步進(jìn)電動機運動。S7-200PLC 主機CPU224 可輸出20 kHz 的高速脈沖,主機CPU224XP 可輸出200 kHz 的高速脈沖,可滿足步進(jìn)電動機調(diào)速要求[1]。
在車床改造過程中,利用PLC 控制2 臺步進(jìn)電動機實現(xiàn)機床橫縱工作臺的進(jìn)給。但是S7-200PLC主機僅能對2 臺步進(jìn)電動機進(jìn)行調(diào)速控制,當(dāng)步進(jìn)電動機超過2 臺時,像銑床工作臺驅(qū)動時就需要3臺步進(jìn)電動機,PLC 沒有足夠的高速脈沖輸出端子供電機調(diào)速。這樣必須尋找一種易于PLC 控制的可輸出高速脈信號的器件來實現(xiàn)步進(jìn)電動機的調(diào)速控制。位控模塊EM253 可以滿足這項功能要求。
1 EM253 位控模塊
EM253 位控模塊作為S7-200PLC 的特殊功能模塊,能夠輸出高速脈沖串,輸出的高速脈沖串從每秒12 個到200 000 個脈沖;支持急停功能,具有線性加速和減速功能;廣泛應(yīng)用于步進(jìn)電動機和伺服電動機的速度或位置控制。基于上述優(yōu)點,選用EM253 進(jìn)行步進(jìn)電動機控制不單純是為了增加一個高速脈沖輸出口,在控制系統(tǒng)要求高的系統(tǒng)中EM253 能夠勝任更高的控制要求。
2 控制系統(tǒng)硬件設(shè)計
本文以銑床三軸工作臺為例介紹EM253 在步進(jìn)電動機控制中的應(yīng)用。
2.1 控制系統(tǒng)總體方案設(shè)計
銑床三軸工作臺控制系統(tǒng)總體框圖如圖1 所示,CPU224 發(fā)出2 路高速脈沖信號,Q0.0 和Q0.1 分別控制步進(jìn)電動機驅(qū)動器SH-22206A,進(jìn)而分別對X軸和Y 軸步進(jìn)電動機進(jìn)行調(diào)速。Q0.2 和Q0.3 為高低電平信號,用來控制步進(jìn)電動機轉(zhuǎn)向。Z 軸步進(jìn)電動機的控制通過EM253 位控模塊來實現(xiàn)。 EM253 與 CPU224通過專用扁平擴展電纜連接,CPU224 的轉(zhuǎn)速和方向等控制信號均通過專用扁平擴展電纜傳送給步進(jìn)電動機驅(qū)動器。

圖1 控制系統(tǒng)總體框圖
2.2 PLC 控制路設(shè)計
PLC 主機CPU224 硬件接線圖如圖2 所示。按鈕SF 用來控制電機的起動、停車和換相等。主機電源和輸入電源接+ 24 V(DC),輸出電源接+ 5 V(DC)。Q0. 0、Q0.1、Q0.2 和Q0.3 輸出接步進(jìn)電動機M1 和M2 的驅(qū)動器。如果應(yīng)用光電碼盤進(jìn)行步進(jìn)電動機轉(zhuǎn)速和角位移測量,根據(jù)PLC 高速脈沖輸入工作模式選擇固定的輸入點進(jìn)行接線,把控制按鈕的位置和相應(yīng)地址分配變化即可。
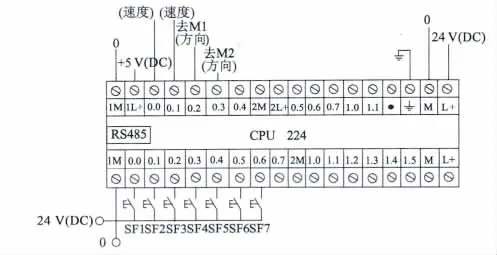
圖2 CPU224 接線圖
2.3 EM253 接線圖設(shè)計
步進(jìn)電動機是由EM253 位控模塊控制的。EM253 端口P0、P1 發(fā)出控制步進(jìn)電動機方向、速度的脈沖,連接到步進(jìn)電動機后可實現(xiàn)控制步進(jìn)電動機的運動方向和速度。EM253 接線圖如圖3 所示,P0 + 和P0-分別接步進(jìn)電動機驅(qū)動器的CP + 和CP -,P1 + 和P1-分別接步進(jìn)電動機驅(qū)動器的DIR+ 和DIR -。 SH -22206A 沒有使能端子,驅(qū)動器如有使能端子,則DIS 與其相連。

圖3 EM253 接線圖
2.4 步進(jìn)電動機驅(qū)動器電路設(shè)計
本設(shè)計所選用的步進(jìn)電動機是和利時公司的110BYG250C-SAHRHA-0402 步進(jìn)電動機,此電機是兩相混合式步進(jìn)電動機。它具有體積小、轉(zhuǎn)矩高、振動低等優(yōu)點,驅(qū)動電壓為220 V(AC),相電流為4 /6A[2]。與其配套的驅(qū)動器選擇該公司的森創(chuàng)SH-22206A,工作電壓為80~220 V(AC),輸出電流4 /6 A,最大細(xì)分為32 細(xì)分。步進(jìn)電動機驅(qū)動器SH-22206A 與步進(jìn)電動機接線圖如圖4 所示。CP + 和CP -接EM253 速度控制信號,DIR + 和DIR-接EM253 方向控制信號。
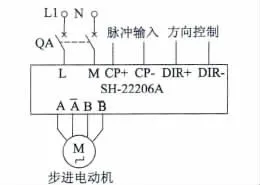
圖4 步進(jìn)電動機驅(qū)動器電路圖
3 步進(jìn)電動機控制程
PLC 高速脈沖輸出指令具有兩種控制方式:等脈寬高速脈沖串輸出(PTO)和脈寬可調(diào)脈沖輸出(PWM)。PLC 直接控制2 臺步進(jìn)電動機調(diào)速應(yīng)用PTO 輸出。程序設(shè)置的特殊儲存器位,激活由控制位定義的脈沖操作,從Q0.0 或Q0.1 輸出高速脈沖,高速脈沖串輸出PTO都由PLS 命令激活輸出。每個PTO 發(fā)生器對應(yīng)專門的特殊寄存器,PTO 特殊寄存器有三種,即控制字節(jié)寄存器、狀態(tài)字節(jié)寄存器和參數(shù)數(shù)值寄存器。PTO 特殊寄存器可用來控制PTO 的輸出形式,并且能夠反映輸出狀態(tài)和參數(shù)值的變化情況,其變化情況對步進(jìn)電動機下一步操作有指導(dǎo)意義。
位控模塊程序編寫使用STEP 7-Micro /WIN位控模塊向?qū)Вㄟ^位控模塊向?qū)瓿蓪M253 的設(shè)置,生成位控模塊所使用的所有相關(guān)組態(tài)和移動包絡(luò)表信息。這些信息和程序塊被一同下載到S7-200PLC 的存儲器中,位控模塊所需要的全部信息都存儲在PLC 中,這樣當(dāng)位控模塊更換時不必再重新進(jìn)行編程或組態(tài),使操作更加簡單、方便。
STEP 7-Micro /WIN 為位控模塊的組態(tài)和編程提供便捷的工具,遵循以下步驟:[3]
(1)位控模塊組態(tài)
STEP 7-Micro /WIN 軟件提供專門的EM253位控向?qū)В僮鞣椒ê唵巍⒁锥鶕?jù)向?qū)нM(jìn)行操作生成組態(tài)/移動包絡(luò)表和位控指令。
(2)位控模塊測試操作
利用STEP 7-Micro /WIN 軟件提供的EM253位控模塊控制面板,可以對位控模塊的輸入輸出接線組態(tài)和移動路徑的執(zhí)行情況進(jìn)行測試。
(3)S7-200 的執(zhí)行程序創(chuàng)建
位控向?qū)ё詣由晌豢刂噶睿梢詫⑦@些指令插入控制程序中,以下指令插入程序當(dāng)中。指令及功能如表1 所示。用SM0.0 始終接通以確保POSx_CTRL 指令在每一個循環(huán)周期中都得到執(zhí)行。
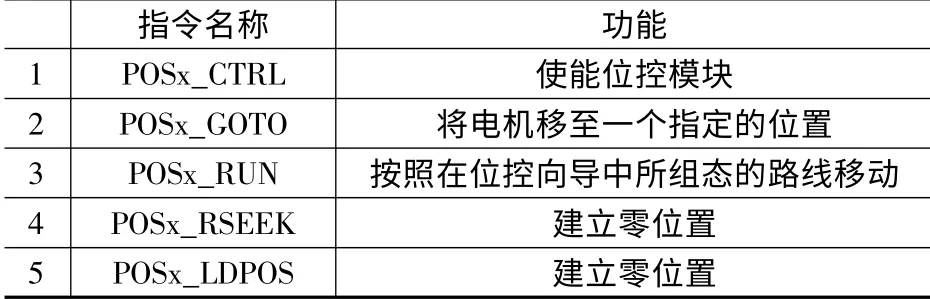
表1 位控模塊指令及功能
(4)編譯程序并將系統(tǒng)塊、數(shù)據(jù)塊和程序塊下載到S7200
位控模塊向?qū)гO(shè)置先要選擇CPU 類型,再選擇脈沖數(shù)值、脈沖時間等。再在梯形圖中加入EM253子程序模塊POSO_CTRL,允許程序啟動EM253 命令的其他子程序。
位控模塊配置向?qū)傻腟7-200 定位控制指令POSx_CTRL 梯形圖程序部分程序段如圖5 所示。
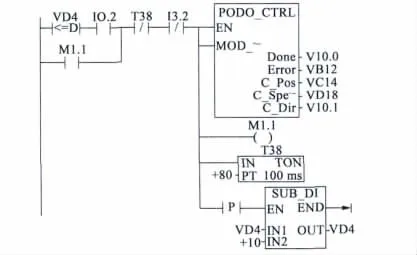
圖5 POSx_CTRL 程序
4 結(jié) 語
銑床三軸工作臺在實際銑床改造中得到應(yīng)用,改造過程簡單,可提高銑床的自動化程度。本文以銑床三軸工作臺步進(jìn)電動機控制系統(tǒng)為例介紹了EM253 位控模塊的應(yīng)用方法,給出了相關(guān)的電路圖和程序。EM253 位控模塊作為專門的位置控制模塊,在PLC 缺少高速脈沖輸出端子時應(yīng)用非常關(guān)鍵,其更適用于控制要求高的步進(jìn)電動機系統(tǒng)中,另外也可應(yīng)用于交流伺服電機控制系統(tǒng)。
[1] 西門子(中國)有限公司.SIMATIC S7-200 可編程序控制器系統(tǒng)手冊[M].北京:西門子(中國)有限公司,2008.
[2] 和利時公司.森創(chuàng)兩相混合式步進(jìn)電機細(xì)分驅(qū)動器SH -22206A 操作手冊[M].北京:和利時公司,2010.
[3] 西門子(中國)有限公司.EM253 位控模塊操作手冊[M].北京:西門子(中國)有限公司,2005.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(shù)(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(xué)(2016年10期)2016-11-23 05:11:56
時代農(nóng)機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學(xué)院學(xué)報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27
