電機用硅鋼片材料特性對沖壓性影響的研究
2013-11-22 07:51:34張興志張秉芬
微特電機 2013年9期
關鍵詞:工藝
張興志,范 杰,張秉芬
(1.上海交通大學,上海200240;2.上海日立電器有限公司,上海201206)
0 引 言
小功率電動機的批量化生產一直以來都是人們關心的問題。對于磁路路徑確定、鐵心結構確定的系列化電機而言,達到更高的生產效率意味著更低的單位能耗,在日益重視節能減排的今天,也受到人們更廣泛的重視。一般而言,此類電機用鐵心使用高速級進沖床進行批量生產,保證沖床連續穩定運行即可保證生產效率的最大化[1]。因此,如何提高電動機用硅鋼片沖壓性成為一個研究的課題。
在沖壓過程中,硅鋼材料性能對沖壓性有直接影響,通過深入研究硅鋼片材料特性能夠有效改善沖壓性,提高生產效率。
1 高速級進沖床工作原理
1.1 沖壓原理
冷沖壓工藝是基于金屬塑性變形,利用沖模對板料金屬進行加工,以得到所需要的零件形狀和尺寸的壓力加工工藝[2]。
根據被加工零件形狀的不同,金屬板料毛坯在加工時的變形狀況也不一樣,因此冷沖壓工藝又可以分成為沖裁加工工藝和成形加工工藝[2]兩大類。制造小功率電動機的300 t 高速級進沖模即屬于沖裁加工工藝。
1.2 沖壓流程
高速級進沖床種類較多,但其沖壓流程基本一致,如圖1 所示。
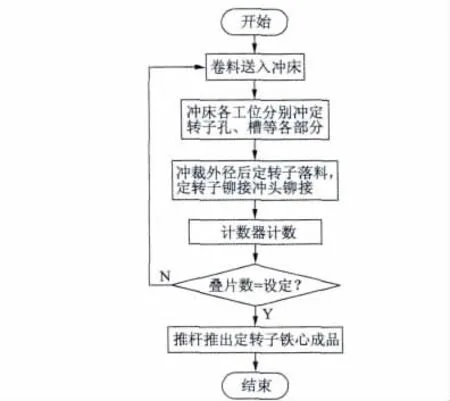
圖1 高速級進沖模沖壓流程圖
整個高速級進沖模有多個工位,按照遞進模式完成槽沖裁、孔沖裁、內外徑沖裁、沖片鉚接等不同工序,流水線式的沖裁工藝能夠最大限度地利用沖模資源。
需要注意的是,鉚接沖頭的行程是固定的,且整個鉚接過程采用的是先進先出堆棧的方式完成的,即:首片疊片落料于工位上端,第二片鉚接時,將首片疊片頂下,占據首片疊片的位置,之后以此類推,直到計數器到達設定的片數,定轉子鐵心成形完成,隨后由推桿推出模腔。
2 沖壓性能影響因素分析
2.1 沖壓模具
依據沖壓原理,影響沖壓鉚接性能的原因在于鉚接強度的大小。考慮不受重力的理想情況,其受到兩個力的影響,分別是鋼板疊片受到鉚接沖頭的壓力F 和鋼板疊片彈性形變恢復力Fx。
依據能量守恒定律,由于鉚接沖頭行程L 固定,勢能差固定,因此作用于疊片上的動能Ek也是固定的。
由式(1)~式(3)可得,鋼板疊片受到鉚接沖頭的壓力F 始終是恒定的。
鋼板疊片彈性形變恢復力Fx可用下式表示:

可見,Fx方向始終與F 相反,大小則與彈性形變量x 有關,x 越大,則Fx越大。
定義F 與Fx的合力為鉚接力ΔF,則:

依據以上分析,F 為恒定值,Fx大小與彈性形變量x 成正比,因此x 越大,ΔF 越小。
從模具角度分析,當鋼板疊片材料一定時,調整鉚接沖頭的初始位置可以改變彈性形變量x,初始位置越高,x 越小,鉚接力ΔF 越大。
鉚接沖頭初始位置提高后,雖然鉚接力ΔF 變大,但由于鉚接行程固定導致最終位置也同時提高,可能造成鉚點鎖扣不緊。
2.2 材料機械性能
機械性能是材料的固有屬性,主要包括硬度、屈服強度、抗拉強度、屈強比等相關參數,對沖壓作業性有直接影響[2]。表1 給出了三種典型型號硅鋼片機械性能的比較。

表1 典型型號硅鋼片機械性能比較
從表1 來看,3#硅鋼片屈服強度較2#硅鋼片低,沖裁時材料更容易發生形變,即彈性形變量x 增大,此時可以微微調高鉚接沖頭初始位置減小這部分形變量。
影響屈服強度的內在因素主要有:結合鍵、組織、結構、原子本性。不考慮硅鋼片材料成分、配比的變更,可以從組織結構方面予以調整。從這方面來看,可以有四種強化機制影響屈服強度,分別是:(1)固溶強化;(2)形變強化;(3)沉淀強化和彌散強化;(4)晶界和亞晶強化。[3]
其中,前三種方法在提高屈服強度的同時會降低塑性,也不利于加工。因此,可以考慮采用第四種方法,該方法的實質是細化晶粒。
3 晶粒度對材料性能影響分析
3.1 機械性能
晶粒度級別是表示晶粒大小的尺度。
硅鋼片晶粒度級別高,晶粒平均截距小,晶界數量多,晶粒間相互作用力大,強度、硬度、塑性、韌性等機械性能更好[4-5]。
表2 給出了三種典型型號硅鋼片的晶粒度數據。圖2 是三種典型型號硅鋼片的金相圖,可以直觀比較晶粒的截面大小。
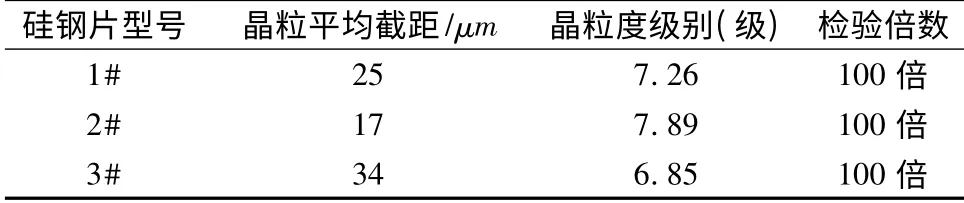
表2 典型型號硅鋼片晶粒度比較
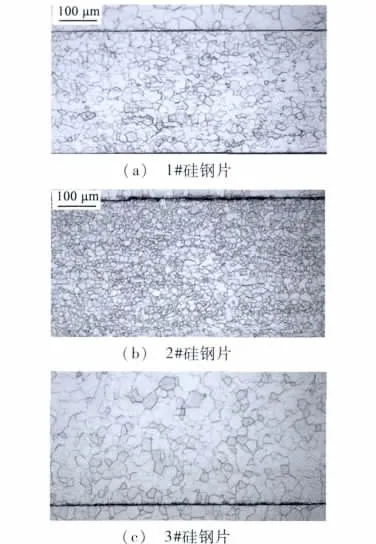
圖2 硅鋼片金相圖
比較表1 和表2 的數據,發現硅鋼片晶粒度級別越高,材料屈服強度越高,屈強比越高。
3.2 電磁性能
晶粒度級別的高低對鐵心損耗存在一定影響。鐵心損耗主要由磁滯損耗和渦流損耗[6-7]兩部分組成。
硅鋼片晶粒度級別高,晶粒平均截距小,晶界數量多,晶粒間相互作用力大,疇壁移動的阻力大,需要克服該力實現磁疇轉換所需的能量也更大,因此磁滯損耗更大。
同時,由于晶粒平均截距小,磁疇尺寸小,磁疇內部渦流路徑更小,渦流損耗更小[8]。
因此,總鐵損的變化取決于磁滯損耗與渦流損耗的變化率以及在總鐵損中所占權重。
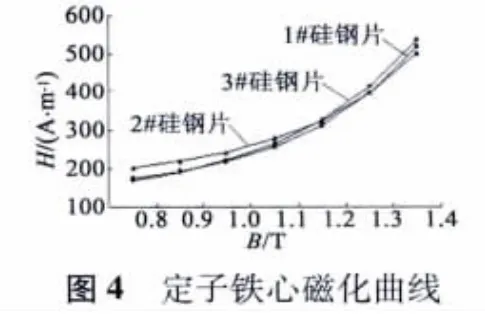
圖3 為三種典型型號硅鋼片沖壓成形后定子鐵心的鐵損曲線,圖4 為磁化曲線。
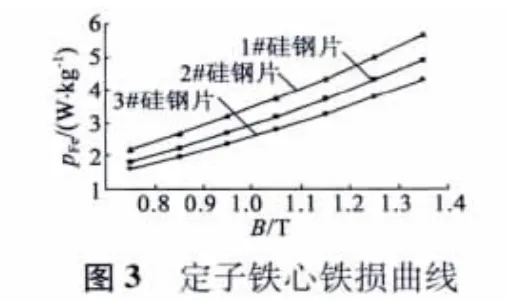
比較1#、2#、3#硅鋼片晶粒度級別與鐵損的關系如表3 所示。
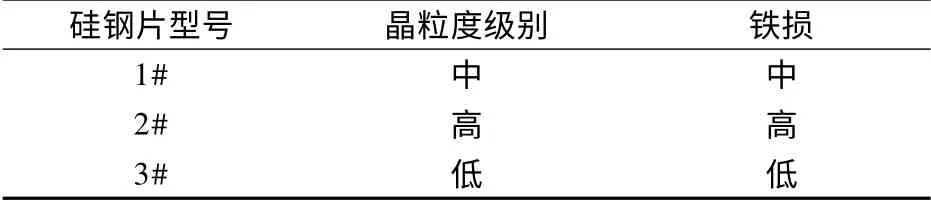
表3 典型型號晶粒度級別與鐵損比較
對于典型硅鋼片來說,晶粒度級別高,總鐵損高,即磁滯損耗對鐵損的影響更大。
4 調整晶粒度改善沖壓性
一般而言,定子鐵心在沖壓成形后需要進行熱處理工藝,以便消除沖壓殘余應力,達到降低鐵損的目的。在熱處理過程中,硅鋼片內部晶粒組織結構也會發生變化,對定子鐵心性能產生一定影響[9-10]。
4.1 晶粒度調整方式
對于需要進行熱處理的定轉子鐵心而言,熱處理前需要關心的僅僅是硅鋼片的沖壓性能,也就是硅鋼片的機械性能;熱處理后關心的是鐵心的電磁性能。
針對兩者不同的訴求,硅鋼母材的電磁性能可以暫不考慮,在母材生產時通過提高退火溫度、加快冷卻速率等工藝改善方式大幅細化晶粒,調高晶粒度級別[11-12],此時盡管鐵損變大,但使硅鋼片屈服強度提高,利于定子鐵心的沖壓。
沖壓成形后,利用已有的熱處理工藝,定子鐵心不但可以消除應力引起的鐵損,同時保溫過程還能使晶粒組織迅速長大到合適尺寸,從而大幅降低磁滯損耗,使總鐵損降低。
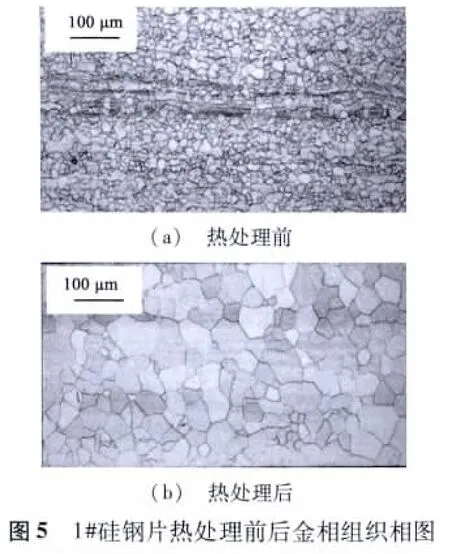
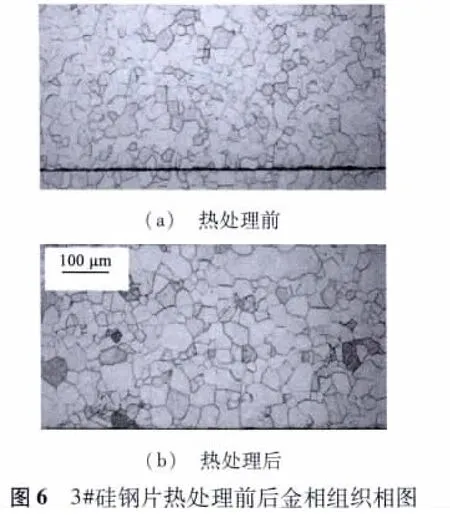
圖5 是1 #硅鋼片熱處理前后金相組織相圖。圖6 是3#硅鋼片熱處理前后金相組織相圖。可以看出,1#硅鋼片由于晶粒度級別高,在熱處理后晶粒截面積有明顯增大;而3#硅鋼片由于本身晶粒度級別低,晶粒尺寸較為合適,熱處理后晶粒截面積基本沒有變化。
4.2 電磁性能
依據圖5 和圖6,1#硅鋼片制作的定子鐵心,熱處理前鐵損會較大,熱處理工藝則同時降低應力損耗和磁滯損耗,使熱處理后鐵損大幅降低;3#硅鋼片制作的定子鐵心,熱處理前鐵損較小,熱處理工藝主要降低應力損耗,因此熱處理后鐵損降低幅度偏小。
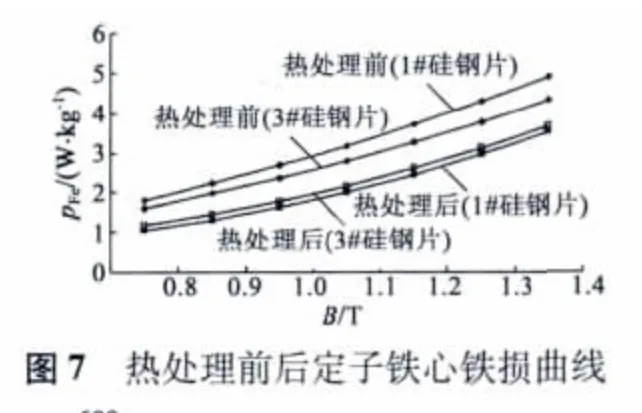
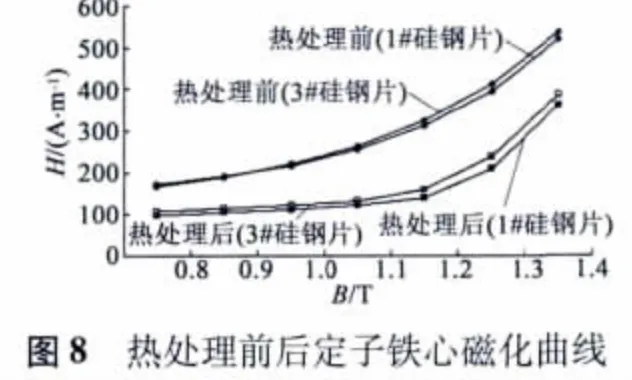
圖7 和圖8 是熱處理前后定子鐵心電磁性能比較,熱處理前,1#硅鋼片鐵損大于3#硅鋼片;熱處理后,1#硅鋼片鐵損與3#硅鋼片相當。
5 結 語
通過硅鋼卷料生產中的工藝優化,減小晶粒平均截面積,可以提高硅鋼片屈服強度等機械性能,從而有效改善沖壓性,提高鐵心生產效率。
在沖壓成形后,截面積減小的晶粒又能在熱處理過程中迅速長大,大幅降低磁滯損耗,使定轉子鐵心總鐵損滿足要求。
[1] 鄧衛國.電機定轉子鐵芯零件的現代沖壓技術[J].電加工與模具,2009(2):66-70.
[2] 朱立義.冷沖壓工藝與模具設計[M].重慶:重慶大學出版社,2006:1-2,10-12.
[3] 束德林.金屬力學性能[M].北京:機械工業出版社,1987:18-23.
[4] Aoyagi Y,Kaji Y.Crystal plasticity simulation considering oxidation along grain boundary and effect of grain size on stress corrosion cracking[J].Materials transactions,2012,53(1):161-166.
[5] 馬鵬飛.熱處理技術[M].北京:化學工業出版社,2009:12.
[6] 湯蘊璆,史乃.電機學[M].北京:機械工業出版社,2005:15 -20.
[7] Pluta W.A.Some properties of factors of specific total loss components in electrical steel[J].IEEE Transactions on Magnetics,2010,46(2):322-325.
[8] 張文康,毛衛民,白志浩.退火溫度對冷軋無取向硅鋼組織結構和磁性能的影響[J].特殊鋼,2006,27(1):15-17.
[9] 張鳴元.壓縮機電機硅鋼片熱處理[J].微電機,2005,38(1):71.
[10] 陳可來.電機冷軋硅鋼片退火工藝淺析[J].中小型電機,2004,31(3):49.
[11] 何忠治.電工鋼[M].北京:冶金工業出版社,1997:295 -299.
[12] 金自力,任慧平,王玉峰,等.無取向電工鋼冷軋及退火織構的演變[J].鋼鐵,2007,42(1):63-66.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
