汽車發(fā)動(dòng)機(jī)缸體的焊補(bǔ)技術(shù)
2013-11-07 07:46:44韋占江李長(zhǎng)喜陳軍偉岳愛(ài)民
河南科技 2013年18期
韋占江 李長(zhǎng)喜 陳軍偉 岳愛(ài)民 胡 榮
(1.中原油田采油五廠,河南 濮陽(yáng) 457000;2.中原油田天然氣產(chǎn)銷廠,河南 濮陽(yáng) 457000;3.中原油田工程建設(shè)總公司,河南濮陽(yáng) 457000)
汽車發(fā)動(dòng)機(jī)缸體是保證汽車正常行駛的關(guān)鍵部件, 而缸體鑄造材料多為鑄鐵件。 雖然材料本身具有優(yōu)良的耐磨性、減震性,但力學(xué)性能卻較低。 因此,由于鑄造工藝與材料本身雜質(zhì)等不同原因,致使鑄鐵件往往存在不同程度的缺陷。 在生產(chǎn)中就會(huì)由于各種原因,使鑄鐵材料損壞,這就需要我們采取一定的措施對(duì)損壞部位進(jìn)行焊補(bǔ)。
1 灰鑄鐵性能
灰鑄鐵中,碳大部分是以片狀石墨的形式存在,因其斷口為灰色而得名。 灰鑄鐵具有優(yōu)良的鑄造性、耐磨性、減震性及優(yōu)良的切削加工和較小的缺口敏感等特點(diǎn)。 但同時(shí)也存在著石墨強(qiáng)度低,石墨片粗大,其力學(xué)性能差等缺點(diǎn)。 所以焊接時(shí),控制鑄鐵型焊縫中石墨的數(shù)量和形態(tài)可以改善接頭的性能。
2 灰鑄鐵的焊接方法
灰鑄鐵焊接,產(chǎn)生裂紋是由于鑄鐵強(qiáng)度低、塑性差,并在焊接應(yīng)力作用下引起的。 因此,防止焊接裂紋主要是從減小或消除焊接應(yīng)力著手。 在實(shí)踐中根據(jù)裂紋形式不同一般可采用冷焊法、熱焊法、加熱減應(yīng)區(qū)和不預(yù)熱焊法等幾種不同的焊接方法。 在焊接過(guò)程中發(fā)動(dòng)機(jī)缸體由于它本身的局限性如體積較大、預(yù)熱有困難、而且剛度大而缺陷又較小并往往產(chǎn)生于鑄件的邊角處,焊后又要求工件不變形和不破壞表面形狀等一些特點(diǎn)。 而鑄鐵的冷焊法具有焊前不需要預(yù)熱、焊后變形小、成本低、生產(chǎn)率高、焊工勞動(dòng)條件好等特點(diǎn),因此,在生產(chǎn)單位中常常采用此方法來(lái)焊補(bǔ)發(fā)動(dòng)機(jī)的缸體。 但是如果在操作中,焊條選用不當(dāng)或是沒(méi)有采取一定的工藝措施。 則在焊接過(guò)程中會(huì)產(chǎn)生一系列缺陷。 這些缺陷中最嚴(yán)重的是白口和裂紋。
(1)白口:在焊補(bǔ)鑄鐵時(shí),往往會(huì)在焊縫和母材交界的融合線處生成一層白口鑄鐵。 由于白口鑄鐵性硬而脆,很難進(jìn)行機(jī)械加工。 所以,對(duì)于焊后需要進(jìn)行機(jī)械加工的焊接頭將帶來(lái)很大的困難。
產(chǎn)生的原因:一方面是由于焊縫的冷卻速度過(guò)快,特別是在融合線附近的焊接金屬冷卻最快。 另一方面是焊條選擇不當(dāng),即焊條中的石墨化元素含量不當(dāng)。
(2)裂紋:產(chǎn)生的裂紋有兩種:熱應(yīng)力裂紋和熱裂紋。 其中尤以熱應(yīng)力裂紋更為常見(jiàn)。
產(chǎn)生的原因:灰素鐵的塑性接近于零,抗拉強(qiáng)度又低。 焊接時(shí)如果焊縫強(qiáng)度高于母線,則冷卻時(shí)母線往往牽制不住焊縫收縮,使結(jié)合處的母材被撕裂。 此外,當(dāng)結(jié)合處產(chǎn)生白口組織時(shí),因白口組織又硬又脆,它的冷卻收縮率又比基本金屬鑄鐵大得多,促使焊縫開(kāi)裂。
鑒于上述原因,制定出防止措置:選用塑性較好的焊接材料。 既非鑄鐵組織的鎳基焊條或不銹鋼焊條等。 在生產(chǎn)中大量使用的焊條是(EZNiFe—1),該焊條是在純鎳芯藥皮中加入強(qiáng)還原性石墨。 其特點(diǎn)是焊縫溶解碳面不形成淬硬組織。 焊接金屬較軟,抗裂性較好,焊接后切削加工性較好。
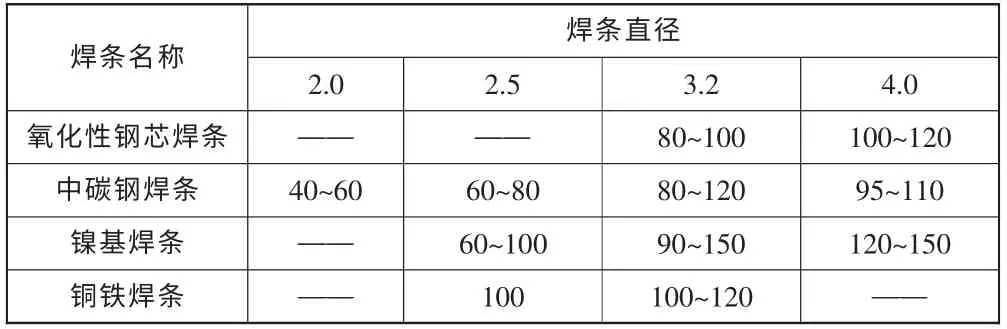
灰鑄鐵電弧焊接電流的選用值
3 焊前準(zhǔn)備
(1)選用ZX—400 型弧焊整流器。 采用正接法。
(2)清理缺陷:對(duì)砂眼、縮孔等缺陷應(yīng)徹底清理。 對(duì)裂紋應(yīng)設(shè)法查清走向、分支及其端點(diǎn),不能遺漏。 在裂紋端點(diǎn)前方約0~6mm 處鉆止裂孔, 以防止裂紋端點(diǎn)在開(kāi)坡口時(shí)繼續(xù)擴(kuò)大,止裂孔孔徑Φ4~Φ6mm,
(3)可選用坡口或不開(kāi)坡口,如選用坡口時(shí)可用扁鏟、砂輪機(jī)等工具加工成破口形式,坡口面盡可能平整圓滑。 焊前坡口及其附近表面的油污、銹等應(yīng)清理干凈。
(4)采用鋼芯或鑄鐵以外的焊條時(shí),應(yīng)盡量使用小直徑的焊條和較小的焊接電流,以減少內(nèi)應(yīng)力和熱影響區(qū)的寬度。
4 操作要領(lǐng)
(1)采取短段斷續(xù)焊,每次焊15mm 左右,立即用小錘錘擊焊縫。 待焊縫冷卻到50—60 攝氏度時(shí)再焊下一段,這樣可防止焊接區(qū)局部過(guò)熱,保持該區(qū)處于較低溫度,以減小整體溫度差別,從而減少焊接應(yīng)力的目的。
(2)強(qiáng)迫冷卻焊縫:可以用水或沾水棉紗,在每一段焊道焊后立即冷卻焊道,把輸入的熱量引出來(lái)。
(3)減少熱輸入:采用小直徑焊條,小焊接電流焊接。 一般采用Φ2.5mm 的焊條時(shí)焊接電流在60~90A,Φ3.2mm 的焊條時(shí)所用的電流為80~120A。 當(dāng)采用分段退焊法時(shí),應(yīng)采用短弧快速焊以縮短高溫停留時(shí)間,運(yùn)條時(shí)不擺動(dòng),必要時(shí)可挑弧焊法盡量減少熔深,以減少熔入焊縫的碳和硫、磷雜質(zhì)。
(4)選擇合理的焊接方向及順序:裂紋的補(bǔ)焊應(yīng)掌握由鋼度大的部位向剛度小的部位焊接的原則。 這樣有助于防止裂紋的產(chǎn)生和延伸。
5 結(jié)論
(1)在生產(chǎn)中,采用電弧冷焊工藝進(jìn)行了大量的汽柴油發(fā)動(dòng)機(jī)的修復(fù),均得到滿意的效果,節(jié)約了生產(chǎn)的成本。
(2)在冷焊過(guò)程中,嚴(yán)禁采用大電流,否則會(huì)使熔深增大融合區(qū)白口加厚,給加工帶來(lái)困難,還可能造成焊縫剝離或產(chǎn)生熱裂紋。
[1]吳林.《焊接手冊(cè)》.機(jī)械工業(yè)出版社.2001 年8 月
[2]陳祝年.《焊接工程師手冊(cè)》.機(jī)械工業(yè)出版社.2001 年8月
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
